Изобретение относится к сварке, в частности к сварочным горелкам для автоматической и механизированной сварки и наплавки, может быть использовано в составе применяемого оборудования в качестве сменного модуля.
Целью изобретения является упрощение конструкции горелки и повышение удобства в эксплуатации и обслуживании.
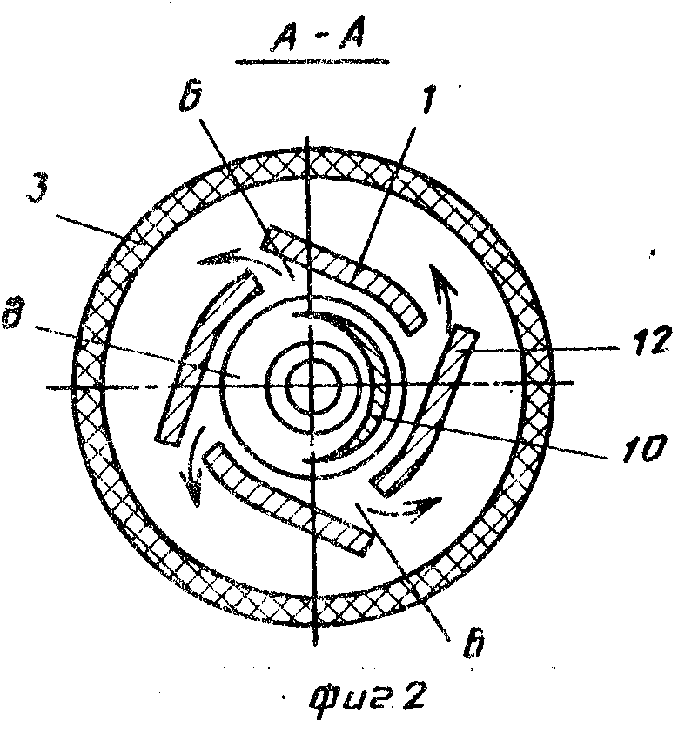
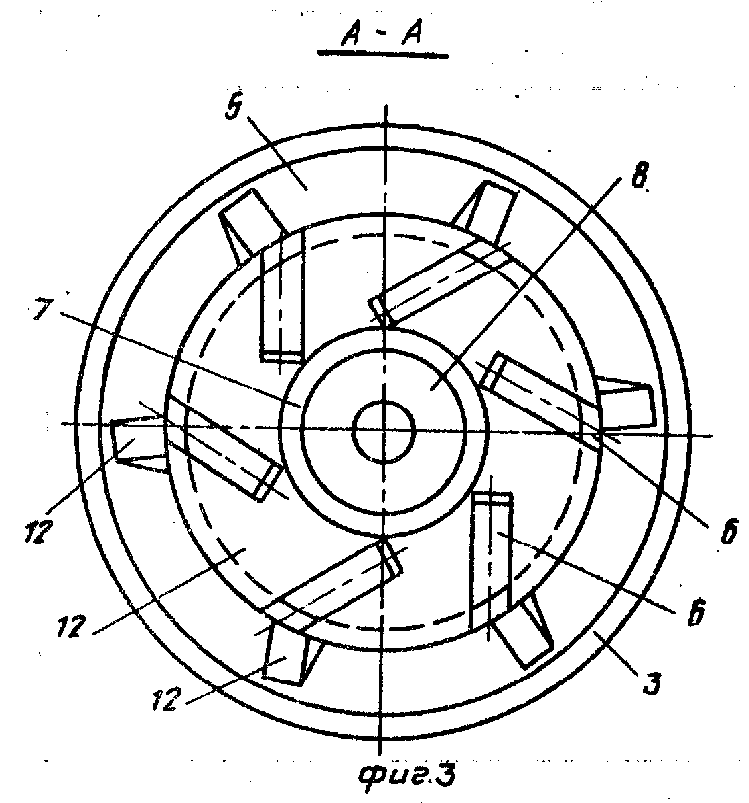
На фиг. 1 показан общий вид горелки; на фиг. 2 - разрез А-А на фиг. 1 (вариант выполнения горелки с клиновидными перфорационными щелями); на фиг. 3 - то же, вариант горелки с тангенциальными перфорационными щелями.
Горелка (см. фиг. 1) содержит металлический корпус 1 в виде гильзы со ступенчатой наружной поверхностью, сужающейся в направлении выходного торца мундштука. Корпус 1 в верхней части содержит посадочную поверхность 2, на которую плотно надето трубчатое сопло 3 из термостойкого диэлектрического материала, в частности синаксаля или паронитовой трубки. Корпус 1 выполнен полым. При сварке в полости 4 корпуса движутся плавящийся электрод и защитный газ. По отношению к нижней части корпуса 1 сопло 3 установлено с радиальным зазором, так как корпус 1 сужается в сторону среза сопла 3. Наружная поверхность корпуса 1 и внутренняя поверхность сопла 3 образуют полость 5. Корпус 1 содержит не менее двух перфорационных щелей 6, выполненных по его периметру. Защитный газ перетекает через перфорационные щели 6 из полости 4. Полость 4 корпуса 1 выполнена конусообразной, сужающейся к рабочему торцу горелки и переходящей в цилиндрический выходной канал 7. В канале 7 установлен направляющий элемент 8. В зависимости от материала, из которого выполнен элемент 8, устанавливается величина вылета электрода. При изготовлении элемента 8 из токопроводящего материала он служит в мундштуке токоподводящим элементом и обеспечивает ведение сварки (наплавки) с нормальным и укороченным вылетом, при этом сварочный ток передается к элементу 8 от токоведущего корпуса 1. При диэлектрическом исполнении элемента 8 (например, из ситалла) последний служит лишь для направления электрода в зону сварки, а токоподводящий элемент устанавливается отдельно, например в торце опоры 9, на которой крепится горелка. Удаление токоподводящего элемента от выходного торца мундштука обеспечивает ведение сварки (наплавки) с увеличенным вылетом. Направляющий элемент 8 выполнен в виде втулки с гладкой боковой поверхностью и каналом для прохождения электрода и подпружинен в осевом направлении упругим элементом 10 относительно опоры 9, в которой устанавливается горелка. Фиксация направляющего элемента 8 в корпусе 1 осуществляется упором торца либо боковой поверхности направляющего элемента в торец либо боковую поверхность корпуса 1. При установке горелки на головку для автоматической либо горелку для полуавтоматической сварки одновременно осуществляется поджатие направляющего элемента 8 к корпусу 1 с помощью осевого давления упругого элемента 10, установленного в опоре 9. Таким образом достигается сокращение времени на переустановку направляющего элемента в процессе эксплуатации горелки, так как операция установки (извлечения) направляющего элемента совмещена с установкой (снятием) корпуса 1 на опору в сварочном аппарате. Упругий элемент 10 выполнен в виде спиральной пружины сжатия, которая служит также направляющим каналом для движения электрода через мундштук. Корпус 1 крепится на опоре 9 навинчиванием по резьбе 11, нарезанной в верхней части внутренней полости корпуса 1.
Перфорационные щели 6 выполнены радиально, разделяют поверхность корпуса на секторы с угловой величиной  , где n ≥ 2 - количество щелей. Участок корпуса с перфорированными щелями, расположенный под углом к оси мундштука, служит газовой линзой. Перфорационные щели 6 выполнены под углом к образующей боковой поверхности корпуса 1, в частности, проходящими через касательные к точкам периметра нормального сечения втулки (см. фиг. 2. Этим достигается тангенциальный ввод газа в полость 5 с образованием вихревой струи. Давление газа на периферии при этом в 4-5 раз выше, чем в центре, при выходе из сопла поток газа с уплотненной периферией, совершая вращательное движение вокруг продольной оси, эффективно оттесняет воздух от зоны сварки. Этим достигается качественная защита сварочной ванны от атмосферного азота и кислорода.
, где n ≥ 2 - количество щелей. Участок корпуса с перфорированными щелями, расположенный под углом к оси мундштука, служит газовой линзой. Перфорационные щели 6 выполнены под углом к образующей боковой поверхности корпуса 1, в частности, проходящими через касательные к точкам периметра нормального сечения втулки (см. фиг. 2. Этим достигается тангенциальный ввод газа в полость 5 с образованием вихревой струи. Давление газа на периферии при этом в 4-5 раз выше, чем в центре, при выходе из сопла поток газа с уплотненной периферией, совершая вращательное движение вокруг продольной оси, эффективно оттесняет воздух от зоны сварки. Этим достигается качественная защита сварочной ванны от атмосферного азота и кислорода.
Отгибание кромок 12 перфорационных щелей 6 обеспечивается усилием эффекта создания вихревой струи на выходе из сопла внутреннего контура. Кромки 12 перфорационных щелей 6 отгибаются под равными углами к плоскости щелей по или против часовой стрелки в одном направлении. Выполнение корпуса с отгибом кромок 12 перфорационных щелей (см. фиг. 1 и 2) обеспечивает повышение жесткости корпуса, что позволяет сделать корпус более тонкостенным, а следовательно, более легким. При изготовлении корпуса методом обработки металлов давлением достаточно выполнить в заготовке фигурные, в частности Г-образные, прорези, а затем после придания необходимой формы отогнуть участки боковой поверхности, ограниченные прорезями, чтобы получить перфорационные щели описанной конфигурации, что обеспечивает технологичность конструкции корпуса. Отгиб кромок перфорационных щелей обеспечивает лучшее охлаждение корпуса потоком защитного газа, так как отогнутые кромки выполняют функцию радиатора. Отогнутые кромки 12 также выполняют функции экранов, предотвращая засорение щелей брызгами, разлетающимися из сварочной ванны, что увеличивает срок межремонтной эксплуатации мундштука. Выполнением перфорационных щелей 6 клиновидными достигается равномерность поля скоростей потока защитного газа по длине щелей на выходе из сопла внутреннего контура. Клиновидные щели выполнены так, что вершина клина обращена в сторону входного торца мундштука. Благодаря развитой перфорации корпуса 1 скорости потока защитного газа в сопле 3 внешнего контура и на выходе из него убывают обратно пропорционально удалению от наружной поверхности корпуса 1.
Сопло 3 выполняется из термостойкого диэлектрического материала, например паронита, обладающего низкой теплопроводностью. Сопло 3 и корпус 1 выполнены из материалов с различными коэффициентами объемного расширения для обеспечения надежного крепления сопла в процессе работы. Низкая теплопроводность материала, из которого изготовлено сопло 3, при наклонном положении горелки в процессе сварки обеспечивает экранирование корпуса от излучения дуги.
Перед началом сварки (наплавки) необходимо установить упругий элемент 10 в торце опоры 9. Затем сварочная проволока пропускается внутрь упругого элемента так, чтобы конец сварочной проволоки выступал за пределы упругого элемента на длину, равную или несколько большую длины корпуса 1. Направляющий элемент 8 нанизывается на электродную проволоку и подводится к свободному торцу корпуса 1. Корпус 1 навинчивается на торец опоры сварочного аппарата, а сопло 3 надевается на поверхность корпуса 1. Эквивалентен вариант, когда корпус 1 навинчивается на опору сварочного аппарата вместе с предварительно установленным на нем соплом 3.
Защитный газ подается в полость корпуса, из нее через перфорационные щели 6, равномерно расположенные по периметру корпуса 1, газ попадает в полость 5 сопла 3, а затем - в зону сварки.
Повышение удобства в эксплуатации и обслуживании обеспечено, так как операция переустановки направляющего элемента совмещена с установкой (снятием) корпуса на сварочный аппарат.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Токоподводящий мундштук к устройству для дуговой сварки плавящимся электродом | 1987 |
|
SU1442346A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1180202A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Устройство для сварки в узкую разделку деталей больших толщин | 1982 |
|
SU1078756A1 |
| Устройство для электродуговой сварки плавящимся электродом в защитных газах | 1977 |
|
SU709295A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Горелка для дуговой сварки плавящимся электродом | 1988 |
|
SU1722733A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
Изобретение относится к сварке, в частности к сварочным горелкам для автоматической и механизированной сварки и наплавки, и может быть использовано в составе применяемого оборудования в качестве сменного модуля. Цель изобретения - упрощение конструкции горелки и повышение удобства в обслуживании и эксплуатации. Горелка содержит полый корпус 1, в котором установлен элемент 8 для направления электрода в зону сварки, и сопло 3, охватывающее корпус 1. Корпус 1 выполнен сужающимся в направлении к нижнему торцу горелки. Трубчатое сопло 3 выполнено из диэлектрика, коэффициент объемного расширения которого меньше коэффициента объемного расширения материала корпуса 1, и охватывает корпус 1 в верхней части плотно, а в нижней - с радиальным зазором. Операция переустановки направляющего элемента 8 в горелке предельно облегчена и совмещена со снятием (установкой) корпуса 1 со сварочного аппарата. 2 з.п. ф-лы, 3 ил.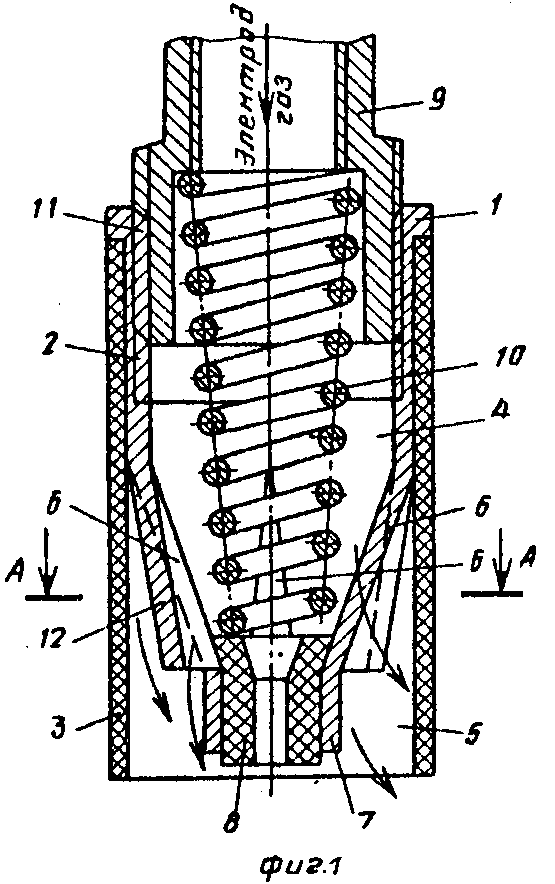
| Потаповский А.Г | |||
| Сварка в защитных газах плавящимся электродом | |||
| - М.: Машиностроение, 1974, с.1988, рис.74а. |
