Изобретение относится Л машиностроению и может быть использовано в механосборочном производстве, в .част ности для сборки соединений термичес КИМ методом.
Цель изобретения - расширение технологических возможностей за счет обеспечения сборки вала с двумя втулками.
На чертеже представлена схема соединения вала с втулками.
Способ осуществляют следующим ;образом,
; Перед сборкой по периметру по- садочной поверхности втулок 1 и 2 наносят покрытие 3, производят на- грев втулок 1 или охлаждение вала 4 ;до образования сборочного зазора. Затем осуществляют насадку втулок 1 и 2 на вал 4 до их соприкосновения торцами и выдержку полученного соединения до принятия температуры окружающей среды. Покрытие выполняют из материала, имеющего малую теплопро- водность и низкий коэффициент трения например поливинилацетатное, и наносят на части, примыкающие к одному из торцов втулок Ширина покрытия 15 20% от длины втулок. Посадку втулок на вал осуществляют так, чтобы торцы около которых нанесено покрытие, располагались снаружи. Это дозволяет обеспечить нераскрытия стыка между втулками, так как начало скрепления вала с каждой из втулок начинается в месте наиболее интенсивного теплообмена между деталями - по металлическому контакту. Поскольку слой покрытия имеет определенную толщину, то втулка располагается на валу, контактируя с ним торцами с покрытием и без покрытия. Между этими зонами контакта имеется врздушный зазор.
Контакт по металлу располагается возле внутренних торцов втулок (без покрытия) и скрепление деталей в соединение начинается от торцов. Дальнейший процесс скрепления вала с
каждой из втулок происходит при за-
фиксированном торце втулки и, следовательно, изменение размеров втулки по ширине вследствие изменения ее температуры происходит относительно уже закрепленного торца. При этом благодаря низкому коэффициенту трения покрытия наружный торец втулки в процессе скрепления перемещается к внутреннему.
г
0
5 0 5 о
5
Q
5
5
0
Если покрытие наносится более, чем на половину ширины втулки, контакт непосредственно через металлические поверхности отсутствует, так как втулка соприкасается с валом только через покрытие (центр тяжести соединения находится под покрытой клеем поверхностью). Если покрытие будет до 10%, из-за погрешностей формы поверхностей вала и втулки контактирование металлических поверхностей может произойти не у торца втулки, а по ее середине, следовательно процесс скрепления втулки с валом начинается также не у торца, а возле середины втулки, и торцы ее перемещаются в одинаковой степени к ее середине. Это приводит к тому, что между торцами двух втулок образуется зазор.
Пример. Испытания производят тремя гр уппами соединений по 3 шт. в каждой группе. Посадачные диаметры 35 мм, натяги 50+3 мкм, материал вала сталь 45, материал втулок дюраль АМГ-6, наружный диаметр втулок 70 мм, ширина втулок 35 мм, длина вала .150 мм.
Покрытие - поливинилацетатное (клей ПВА-М) - наносят кисточкой на внутреннюю посадочную поверхность втулок по окружности на 8-10; 15; 40%, соответственно 3-3,5; 5-6; 14- 15 мм и выдерживают до высыхания 1- 1,5 ч.
После нагрева втулок в муфельной печи (или охлаждения вала до разности температур между деталями 180 - ) осуществляют насадку втулок на вал до их контакта торцовыми поверхностями так, чтобы торцы втулок, около которых нанесено покрытие, располагались снаружи и выдерживали полученное соединение до скрепления деталей. Время скрепления деталей зависит от массы и составляет от нескольких секунд до 2-3 мин.
Средние значения зазоров между, втулками в соединениях после сборки (ширина втулки 35 мм) приведены в таблице.
0,10
Нет
0,05
Формула изобретени
1. Способ сборки с натягом деталей типа вал - втулка, заключающийся в нанесении на посадочную поверхность втулки покрытия, образовании сборочного зазора в соединении тепловым методом, сопряжении деталей и выборке этого зазора, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения сборки вала с двумя втулками, покрытие наносят на часть внутренней поверхности каждой втулки, примыкающую к одному из торцов и имеющую длину,составляющую от 15 до 20% от. длины втулки, при этом Topiibi втулок с покрытием располагают снаружи.
2.Способ по п. 1, отличающийся тем, что в качестве покрытия используют материал с малой теплопроводностью и низким коэффициентом трения.
3.Способ по п. 2, отличающийся тем, что в качестве риала с малой теплопроводностью и
низким коэффициентом трения используют поливинилацетат.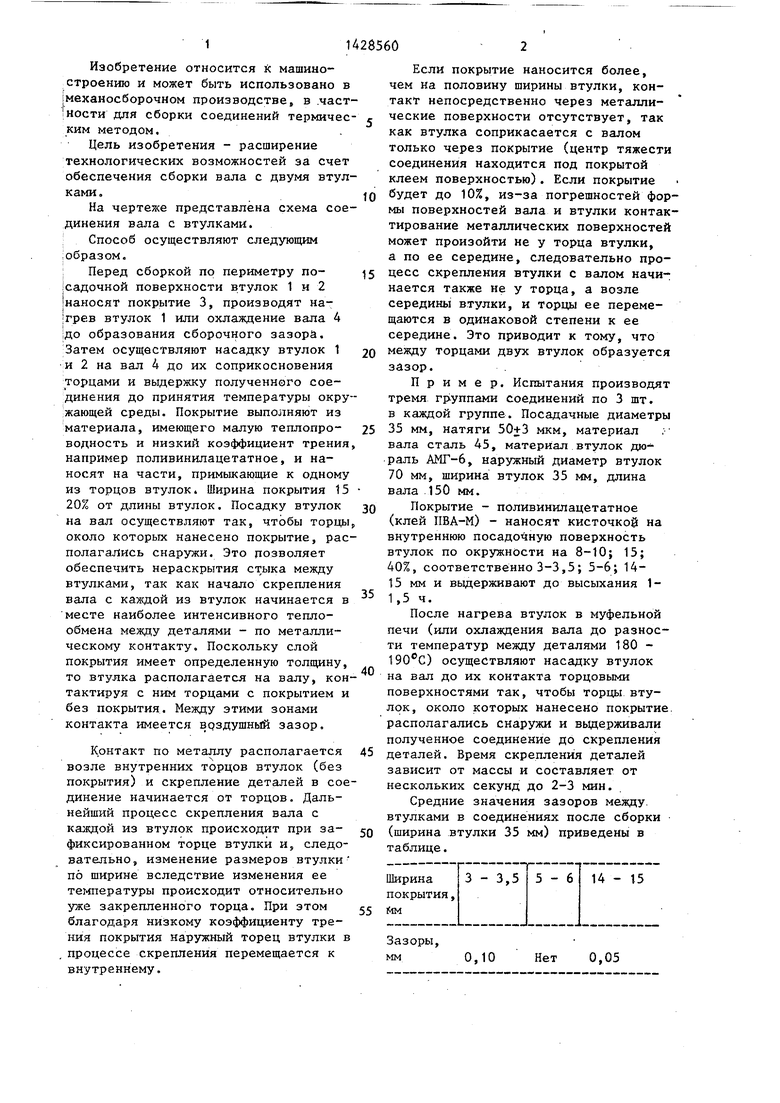
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ запрессовки цилиндрических втулок в отверстия корпусных деталей | 2021 |
|
RU2761999C1 |
| Способ соединения деталей с натягом термическим методом | 1985 |
|
SU1279788A1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1990 |
|
SU1773663A1 |
| Способ сборки соединений типа вал-втулка | 1990 |
|
SU1761426A1 |
| Способ сборки с натягом деталей типа вал-втулка | 1986 |
|
SU1669682A1 |
| Способ термической сборки соединений с натягом | 1990 |
|
SU1784438A1 |
| ТОРЦОВОЕ ГАЗОДИНАМИЧЕСКОЕ УПЛОТНЕНИЕ ОПОРЫ РОТОРА ТУРБОМАШИНЫ | 2015 |
|
RU2598966C1 |
| Способ сборки деталей типа вал-втулка запрессовкой | 1987 |
|
SU1433742A2 |
| Способ соединения с натягом деталей типа вал-втулка | 1983 |
|
SU1199558A1 |
| Способ сборки с натягом соединений деталей типа вал-втулка | 1986 |
|
SU1544544A1 |
И51обретение относится к механосборочному производству, В частности к способам сборки с натягом деталей типа вал - втулка. Цель - расширение технологических возможностей способа за счет обеспечения сборки вала с двумя втулками. Для этого на часть внутренней поверхности каждой втулки, при№1кающую к торцу втулки и составляющую 15-20% ее длины, на)Носят покрытие. В качестве материала покрытия при этом используют материал с малой теплопроводностью и низким коэффициентом трения, например поли- винилацетат. Затем между соединяемыми деталями тепловым методом образуют сборочный зазор, устанавливают, втулки 1 и 2 на вал 4 и выдерживают соединение до выравнивания температур соединяемых деталей. Расположение торцов втулок с покрытием снаружи позволяет полностью ликвидировать торцовый зазор между соприкасающимися поверхностями втулок, обеспечивая тем самым высокое качество соединения. 2 з.п. ф-лы, 1 ил., 1 табл. i (/ С к сх а а с

| СПОСОБ СБОРКИ ДВУХ ДЕТАЛЕЙ | 0 |
|
SU288530A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
