Изобретение относится к машиностроению, в частности к способам термического соединения с натягом охватывающей и охватываемой деталей, и может быть использовано для соединений с валом зубчатых колес, шкивов, маховиков, посадок различных втулок в отверстия корпусов.
Известен способ термического соединения с натягом охватываемой и охватывающей деталей (авт.св. № 1146169), включающий нанесение на поверхность охватываемой детали регулярного микрорельефа треугольного профиля, охлаждение последней до образования сборочного зазора, установку охватываемой детали в охватывающую и выдержку полученного соединения до выравнивания температур соединяемых деталей.
Однако он не обеспечивает статическую и эксплуатационную прочность соединений с натчгом в процессе их нагружения, так как при этом наблюдаются радиальные упругие деформации сопрягаемых деталей, приводящие к уменьшению площади срэза шероховатостей вала внедрившихся в тело охватывающей детали в процессе формирования зоны контакта.
Цель изобретения - повышениз эксплуатационной и статической прочности соединения деталей с натягом, формируемого термическим методом.
Поставленная цель достигается тем, что в способе термического соединения с натягом охватываемой и охватывающей деталей, включающем нанесение на поверхность охватываемой детали регулярного микрорельефа треугольного профиля, охлаждение последней до образования сборочного зазора, установку охватываемой детали в ох ватывающую. выдержку полученного соединения до выравнивания темперэгур соединяемых доталей и их скрепления г натягом, профиль микрорельефа выполняют в виде неравнобедренного треугольника с высотой не более семикратной длины его основания и углом наклона меньшей стороны
(J
С
ч ч О О
о
о
к основанию не менее арккотангенса от коэффициента трения материалов соединяемых деталей,
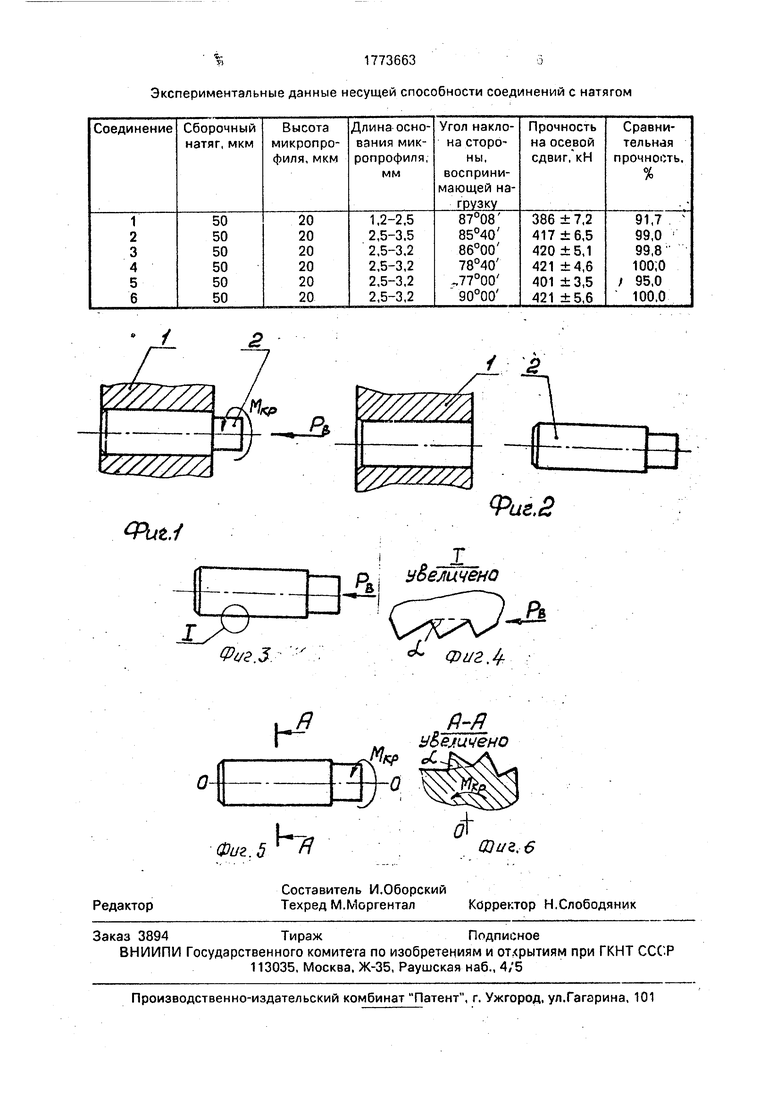
На фиг. 1 показан общий вид соединения; на фиг.2 - его детали; на фиг.З и фиг.5 - предлагаемый микропрофиль на охватываемой детали в соединении, работающем соответственно на осевой сдвиг и кручение; на фиг.4 - узел I на фиг.З: на фиг.6 - сечение А-А на фиг.5.
Предлагаемый способ заключается в следующем,
Перед сборкой деталей 1 и 2 (фиг,1) их подвергали механической обработке, затем на сопрягаемой поверхности охватываемой детали задавали микропрофиль с указанными согласно предлагаемому способу параметрами, охлаждали охватываемую деталь 2 до получения сборочного зазора, равному зазору посадки движения, соединяли детали с этим зазором, выдерживали соедине- ния до выравнивания температуры в деталях и их скрепления за счет натяга.
В процессе выравнивания температур происходит внедрение микропрофиля в тело охватывающей детали на величину максимального его внедрения при заданном натяге. При распрессовке соединения, действии на него крутящего момента или осевого и окружного усилий одновременно происходит чистый срез микропрофиля по всей длине соединения, что обеспечивает высокую статическую и эксплуатационную прочность термического соединения с натягом.
Пример. Опытное соединение (фиг.1) изготавливали из стали 45, диаметр посадки 50 мм, длина соединения 60 мм. Подготовлено было 6 партий образцов охватывающих 1 и охватываемых 2 деталей по 10 комплектов в каждой.
После чистового точения и шлифования валов 2 с шероховатостью Ra 0,8-1,25 мкм проводили измерение их действительных размеров и отклонений формы. Последняя не превышала по овальности и конусности 0,005 мм. Затем на всех валах наносили накаткой микропрофиль с высотой 20 мкм, причем на первой, второй и третьей партиях наносили равнобедренный треугольный
микропрофиль с основанием 1,5-2,5: 2,5- 3.5: 2,5-3,2 мкм соответственно, а на четвертой, пятой и шестой - с основанием 2..5-3.2 мкм и углом наклона его стороны, воспринимающей нагрузку, соответственно 78° 40 77°00 и90°00 .
После накатки все валы подвергали повторно измерению действительных размеров, а затем растачиванием изготавливали
охватывающие детали 1 с шероховатостью посадочного отверстия Р 0,8,,.1,25 мкм и размерами отверстия, обеспечивающими в дальнейшем комплектование сопрягаемых пар вал-втулка с натягоад 50 мкм. После комплектования проводили сборку соединений, предварительно охладив валы 2 жидким азотом до -19б°С. Затем, выдержав соединения в течение 72 ч при температуре 20 ± 5°С, производили испытания их несущей способности на осевой сдвиг. Получен- ные результаты испытаний несущей способности соединений приведены в таблице.
Предлагаемый способ термического соединения с натягом охватываемой и охватывающей деталей позволяет повысить эксплуатационную и статическую прочность сборочных единиц.
Формула изобретения
Способ термического соединения с натягом охватываемой и охватывающей деталей, включающий нанесение на поверхность охватываемой детали регулярного микрорельефа треугольного профиля, охлаждение последней до образования сборочного зазора, установку охватываемой детали в охватывающую и выдержку полученного соединения до выравнивания
температур соединяемых деталей, отличающийся тем. что с целью повышения эксплуатационной и статической прочности соединения деталей, профиль микоорелье- фа выполняют в виде неравнобедренного
треугольника с: высотой не более семикратной длины его основания и углом наклона меньшей стороны к основанию нз менее арккотангенса от коэффициента трс.ния материалов соединяемых деталей.
«,
1773663
Экспериментальные данные несущей способности соединений с натягом

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической сборки соединений с натягом | 1990 |
|
SU1784438A1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1146169A1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1989 |
|
SU1666288A2 |
| Способ соединения деталей, охватывающих одна другую | 1987 |
|
SU1611676A1 |
| СПОСОБ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН, ВХОДЯЩИХ ОДНА В ДРУГУЮ | 1968 |
|
SU207706A1 |
| Способ получения неподвижного соединения охватываемой и охватывающей деталей | 1988 |
|
SU1581555A1 |
| Способ соединения деталей с натягом термическим методом | 1979 |
|
SU867592A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2360781C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347639C1 |
Использование: соединение с валами зубчатых колес, шкивов, маховиков, втулок и т.д. в машино- и автомобилестроении. Сущность изобретения: на охватьваемой детали выполняют регулярный микрорельеф в виде неравнобедренного треугольника. Высота треугольника не более семикратной длины его основания, а угол наклона меньшей стороны к основанию не менее арккотангенса от коэффициента трения материалов соединяемых деталей Охватываемую деталь охлаждают до образования сборочного зазора, устанавливают ее в охватывающую деталь и выравнивают температуру соединяемых деталей. Способ позволяет повысить эксплуатационную и статическую прочность соединения деталей. 6 ил.
VZ&ZZ&
Фм.1
-О-
Pt/г.З
-й
Фиг. 5 Я
L Ј
4Z ZZZZA
&
Фш.а
т
р , у&еличено и i
в
Фиг.
Й-Я
„ Увеличено У сСШиг.б
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1146169A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
