Изобретение относится к механосборочному производству, в частности к сборке прессовых соединений термическим методом. Способ может быть использован в машиностроении, судостроении и электротехнической промышленности.
Целью изобретения является повышение производительности и качества сборки за счет сокращения времени пребывания соединения на сборочной позиции и обеспечения возможности осуществления постоянного контроля качества полученного соединения,
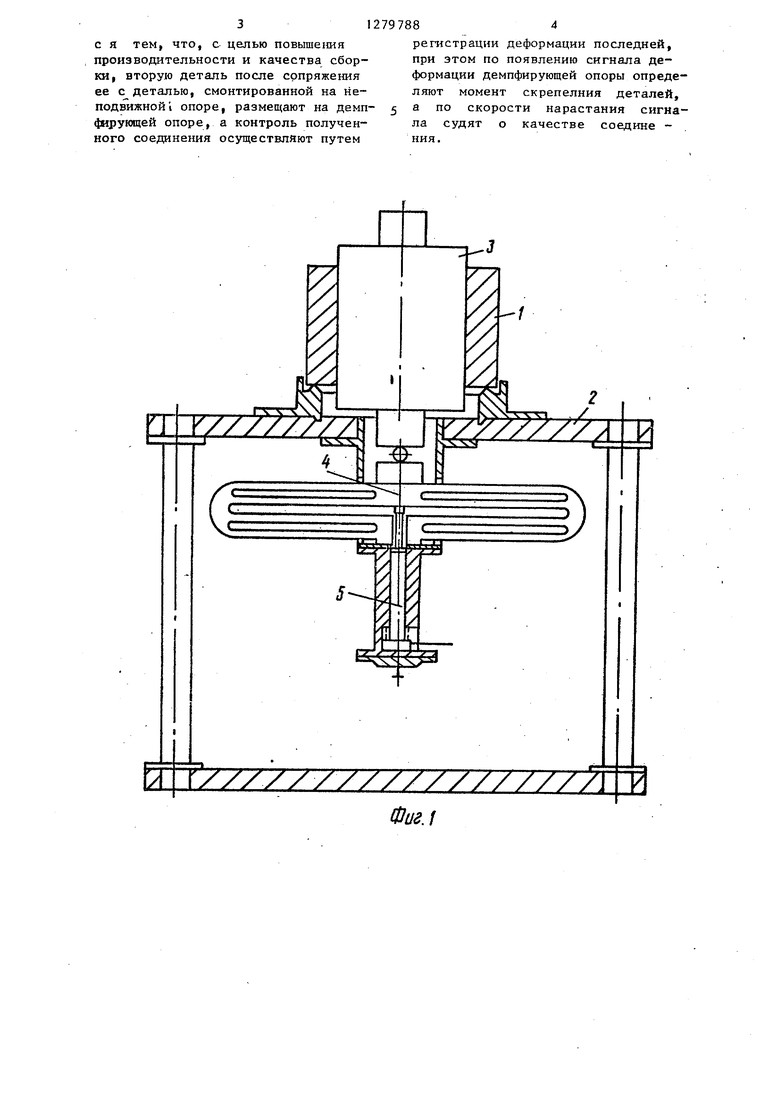
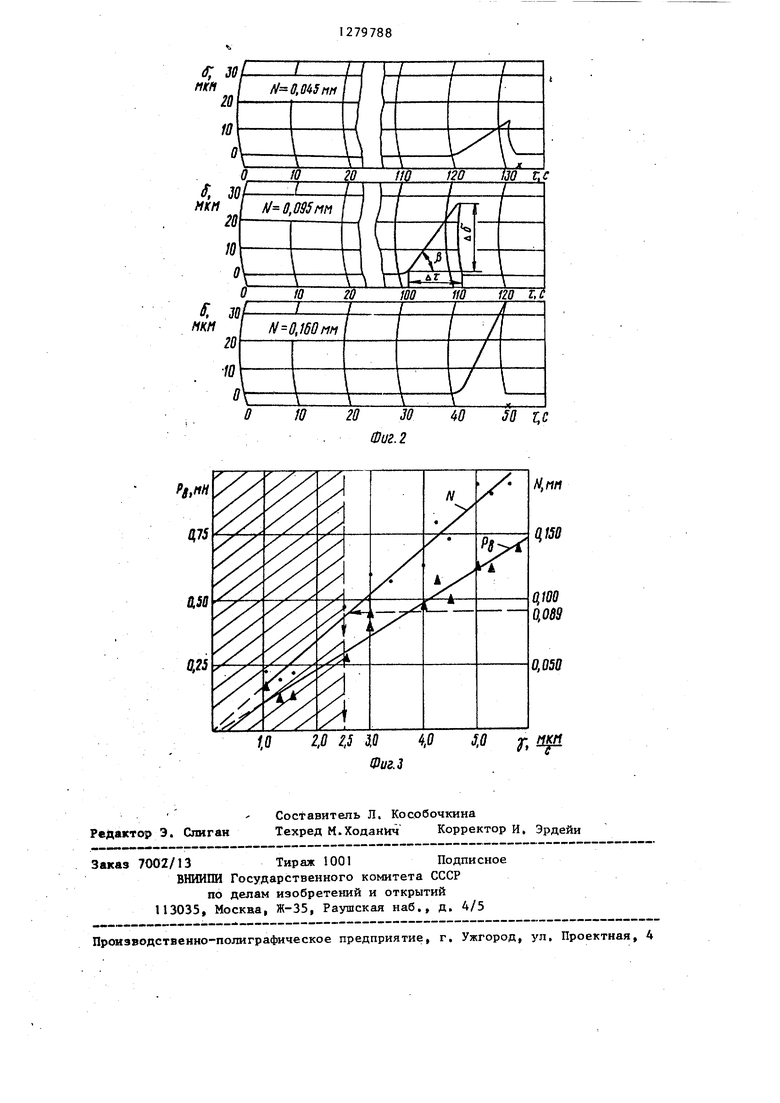
На фиг, 1 представлена схема сборки прессового соединения по предлагаемому способу; на фиг, 2 - диаграммы сигнала деформации S демпфирующей опоры от времени сборки Т для соединений с натягом 0,045; 0,090 и 0,16010,005 (знаком- показан момент удале ния соединения со сборочной позиции); на фиг, 3 - зависимость прочности соединений Рв
от величины скорости нарастания сигнала J1 , а также зависимость скорости нарастания сигнала от величины натяга N, .
Пример, Проводят тепловую сборку двенадцати экспериментальных соединений с натягом, валы и втулки которых изготовлены из нормализованной стали 45, Соединения, имеют мм: диаметр посадочной поверхности 90, длину 80; наружный диаметр втулок 140; длину валов 110, Величина натяга N в соединениях находится в ди- . апазоне от 0,040 до 0,190 мм,
Втулки 1 нагревают в индукторе до температуры 300 - 350 С, распо- лагают на жесткой опоре 2 и в них свободно вводят валы 3 до упора на демпфирующую опору 4, После ввода валов включают механизм самописца, на которьй подается усиленный сигна с датчика 5 деформации демпфирующей опоры. После регистрации сигнала в течение 5 - 10 с с момента его «появления г соединения удаляют со сборочной позиции,
Процесс получения соединений состоит из 2 этапов. На первом этапе выравнивание температур собираемых деталей происходит, в основном, за счет конвективного теплообмена чере сборочный зазор. На этом этапе взаимодействия между посадочными поверхностями практически-нет, и сигнал с демпфирующей опоры отсутствует, так как вал, увеличиваясь в размере в осевом направлении за счет нагрева, свободно перемещается ввер относительно торцов втулки,
На втором этапе сборочный зазор уменьшается до нуля, и начинается контактный теплообмен. На этом этапе выравнивание температур приводит к образованию натяга. Когда натяг между посадочными пoвepxJiocтями собираемых деталей достигает величины способной выдерживать в осевом направлении усилие, превышающее вес расположенной на жёсткой опоре охватывающей детали, изменение длины собираемых деталей компенсируется деформацией демпфирующей опоры, при этом поступает сигнал с датчика,
В момент скрепления разность температур деталей такова, что радиальные деформации скомпенсированы натягом. Скорость деформации детале зависит от разности теьшератур в данный момент, поэтому и скорость нарастания сигнала с датчика определяется величиной натяга, так как натяг определяет прочность соединения, следовательно, по скорости нарастания сигнала можно судить о качестве соединения.
Зависимости, полученные при проведении прочностных испытаний двенадцати соединений на осевой сдвиг путем выпрессовки с фиксацией начального усилия Рв, дают количественное соотношение между величиной скорости нарастания сигнала и прочностью соединения, В данном примере при использовании посадки
Н7 90 -г, минимальный натяг которой
0,089 мм, соединения, собираемые предлагаемым способом, отбраковуют- ся, если величина Ifi для них меньше 2,5 мкм/с (заштрихованная зона).
Формула, изобретени
Способ соединения деталей с натягом термическим методом, заключаю- пщйся в образовании сборочного зазора между соединяемыми деталями, установке одной из соединяемых деталей на неподвижную опору, сопряжение ее с второй деталью и последующей выборке сборочного зазора путем выравнивания температур соединяемых .деталей, а также контроле полученного соединения, отличающийс я тем, что, с целью повышения производительности и качества сборки, вторую деталь после сопряжения ее с деталью, смонтированной на неподвижной опоре, размещают на демпфирующей опоре, а контроль полученного соединения осуществляют путем
регистрации деформации последней, при этом по появлению сигнала деформации демпфирующей опоры определяют момент скрепелния деталей, а по скорости нарастания сигнала судят о качестве соедине - ния.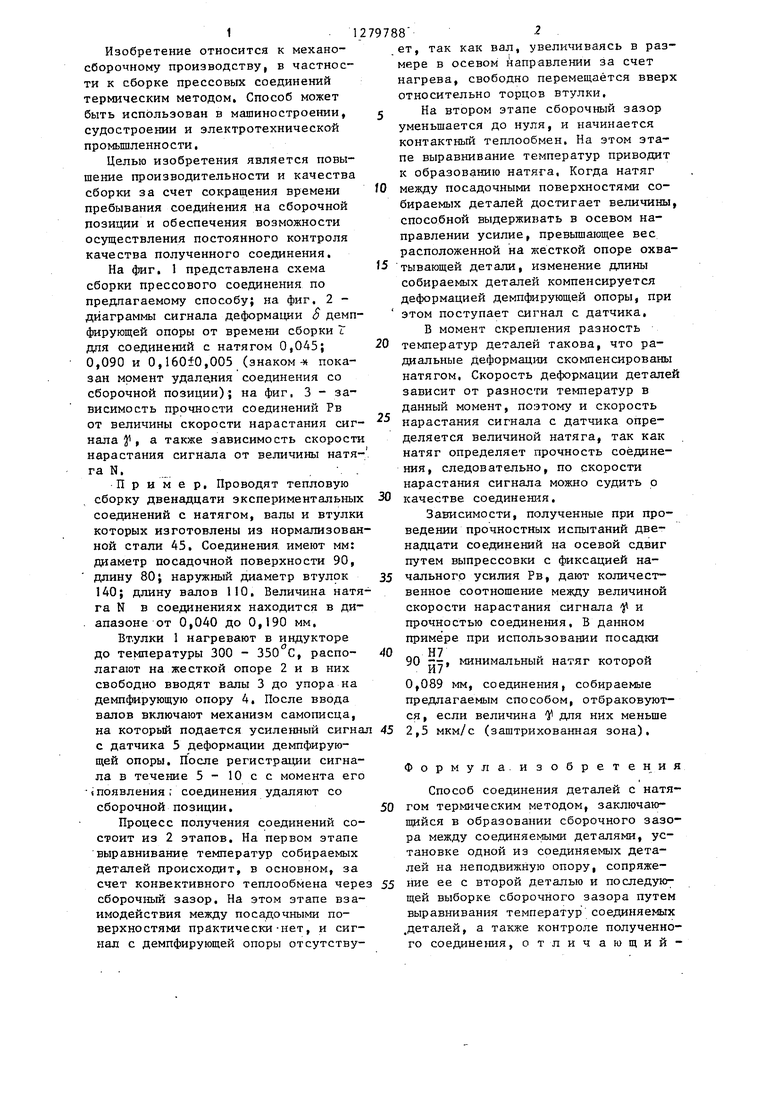
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей с натягом термическим методом | 1989 |
|
SU1632726A2 |
| СПОСОБ КОНТРОЛЯ ПРОЧНОСТИ СОЕДИНЕНИЙ ПРИ МЕХАНИЧЕСКОЙ ЗАПРЕССОВКЕ | 1992 |
|
RU2064855C1 |
| Способ управления процессом запрессовки на механическом прессе | 1986 |
|
SU1433744A1 |
| Устройство для сборки прессовых соединений типа вал - втулка | 1990 |
|
SU1812046A1 |
| Система управления гидропрессом | 1990 |
|
SU1766642A1 |
| Способ изготовления детали голова моторная и деталь, изготовленная данным способом | 2018 |
|
RU2678201C1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1990 |
|
SU1773663A1 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей из материалов с различными коэффициентами линейного расширения | 1983 |
|
SU1136921A1 |
| СПОСОБ ЗАПРЕССОВКИ ТВЕРДОСПЛАВНЫХ ЗУБКОВ В КОРПУС ШАРОШКИ БУРОВОГО ДОЛОТА | 2008 |
|
RU2357848C1 |
| Способ термической сборки соединений с натягом | 1990 |
|
SU1784438A1 |
Изобретение относится к области i jeJcaHOc6opo4Horo производства, в частности к способам сборки соединений деталей с натягом термическим методом. Целью изобретения является повышение производительности и качества сборки за счет сокращения времени сборки и обеспечения возможности осуществления постоянного контроля качества полученного соединения. Для этого во время сборки одну из деталей размещают на жесткой опоре, а другую - на демпфирующей, регистрируют сигнал деформации демпфирующей опоры. По появлению сигнала определяют момент скрепления деталей в сборочную единицу, тем самым сокращая время пребывания соединения иа сборочной позиции. По скорости нарастания сигнала судят о прочности соединения без нарушения взаимной ориентации деталей. 3 ил. i (Л INP Nl со 44 00 00
Фиг.1
Ж
f. 30
нкн
20 10
О 10 20 30 40 50 Т,С Фиг. 2
по
Г. с
0.25
1,0 2.0 2,5 3,0 4.0 Фиг.З
Редактор Э. Слиган
Составитель Л. Кособочкина
Техред М.ХоданИч Корректор И, Эрдейи
Заказ 7002/13 Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
| Способ соединения деталей с натягом термическим методом | 1979 |
|
SU867592A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
