Известны устройства для очистки удлиненных деталей (валиков, сверл, разверток, зенкеров) от окалины, загрязнений и коррозионных отложений действием струй абразивной жидкости.
Отличительная особенность описываемого устройства состоит в том, что оно выполнено в виде двух соосных и синхронно вращающихся труб с центрирующими пружинными захватами, через которые детали проталкиваются толкателем, и расположенной между трубами камеры, снабженной соплами для подачи гидроабразивной суспензии.
Применение двух вращающихся труб с пружинными захватами и промежуточной камеры позволяет автоматизировать процесс гидроабразивной обработки деталей.
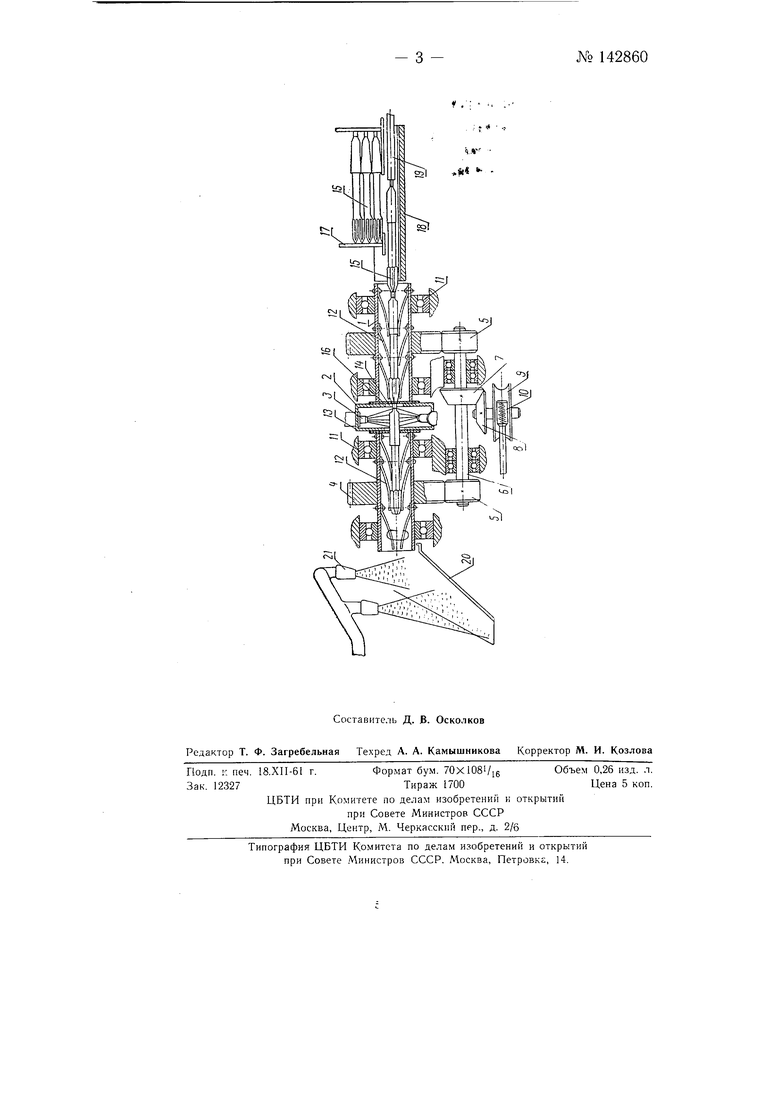
На чертеже изображено устройство в общем виде (продольный разрез).
Устройство состоит из двух труб / и расположенной между ними неподвижной камеры 2, снабженной тремя соплами 3 для подачи гидроабразивной суспензии. Сопла 3 расположены по окружности под углом 120°.
На трубах 7 жестко укреплены щестерни 4, сцепленные с щестернями 5, закрепленными на валике 6, получающем вращение через конические шестерни 7 и 5 и червячный редуктор 9 и /О от электродвигателя.
Каждая труба 1 вращается в двух подщииниках // и снабжена пружинными захватами 12, расположенны.ми по длине трубы в трн ряда.
В боковых стенках 13 камеры 2 имеются окна 14 для подвода в нее обрабатываемых деталей (в данном случае разверток 75). Окна 14 перекрыты резиновыми пластинами 16 для предотвращения поступления гидроабразивной суспензии во вращающиеся трубы /.
№ 142860- 2 -
Пластины 16 имеют по одному отверстию для прохода обрабатываемых разверток/5.1
Pa3Be 5ftf /,}Эаг ;%жа10т в бункер 17, откуда они под действием силы тяжести поступают по-одной штуке на призму 18 и подаются толкателем /Я двй31 -ущ мся| возвратно-поступательно, в правую трубу /. При подаче.,Ц9.(|Щеи-развертки 15 последняя упирается передним концом в паходящуюся впереди нее развертку и проталкивает ее.
При вращенМк f6 / вместе с ними вращаются развертки 15. Одновременно с этотГ разЬёртки 15 перемещаются из правой трубы / в левую через полость камеры 2, где они равномерно омываются струнми гидроабразивной суспензии, поступающей из сопел 3При выходе из левой трубы / развертки 15 поступают на склиз 20 и подвергаются промывке чистой водой, подаваемой через дущевые разбрызгиватели 21.
Предмет изобретения
Установка для гидроабразивной обработки деталей типа валиков, отличающаяся тем, что, с целью автоматизации процесса и получения равномерной обработки, она выполнена в виде двух соосных и синхронно вращающихся труб с центрирующими пружинными захватами, через которые детали, поступающие из бункера, проталкиваются толкателем, имеющим возвратно-поступательное движение, и расположенной между трубами камеры, в которой расположены сопла для подачи гидроабразивпой суспензии.