4: 1C
СХ 00 4 4
Изобретение относится к машиностроению, к высокоресурсным многораз- .рядным соединениям деталей.
Цель изобретения - повышение усталостной долговечности.
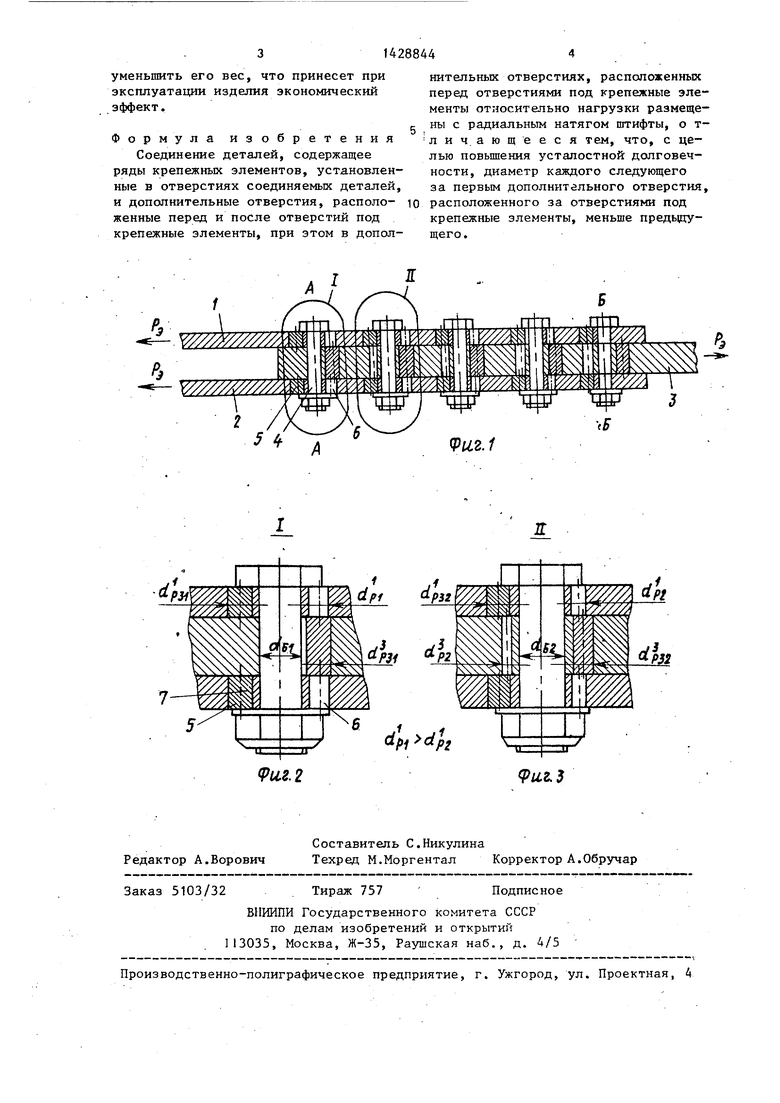
На фиг. 1 изображено двухсредное многорядное болтовое соединение с системой дополнительных отверстий, на фиг. 2 - узел I на фиг. 1j на ;фиг. 3 - узел II на фиг. 1. ; Соединение содержит соединяемые ;детали 1-3 и ряды крепежных элемен- тов 4, например болтов с гайками Крепежные элементы установлены в отверстиях соединяемых деталей. Кроме этих отверстий в соединяемых деталях вьшолнены дополнительные отверстия 5 и 6, при этом в отверстиях 5, расра dpj свободного отверстия и величины Ср; перемьики между основными и дополнительными отверстиями. Посте- пенно увеличивая местную жесткость (уменьшая податливость) крепежных .элементов от первого ряда к последующему, можно более благоприятно, с точки зрения усталостной долговечности, перераспредепить нагрузку по рядам соединения.
Предлагаемое техническое решение позволяет уменьшить концентрацию напряжений в зонах вероятного устапостного разрушения (отверстия под крепежные элементы) не только за счет напряжений 0р; , но и за счет напряжений G
с Mi
Геометрические параметры дополни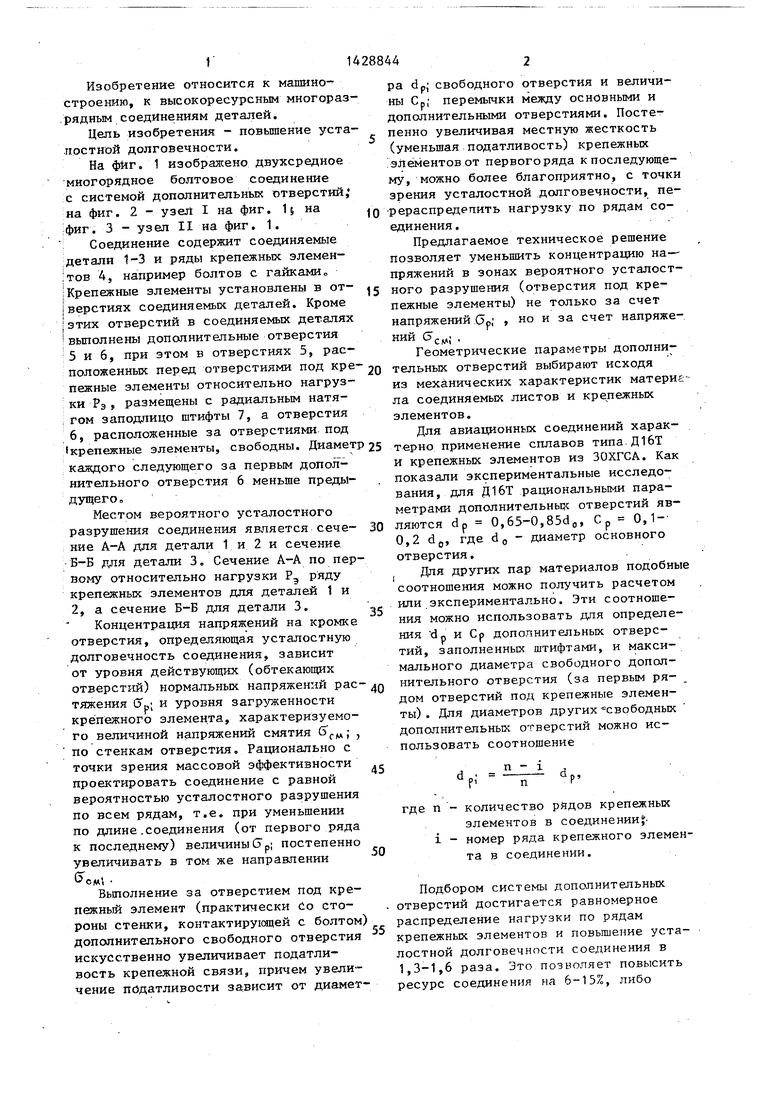
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение деталей | 1987 |
|
SU1490325A1 |
| Многорядное срезное соединение деталей | 1987 |
|
SU1490327A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1691592A1 |
| Соединение деталей | 1987 |
|
SU1493804A2 |
| Болтовое соединение деталей | 1987 |
|
SU1418525A1 |
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Соединение деталей и способ сборки деталей | 1986 |
|
SU1444566A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Болтовое срезное соединение деталей | 1989 |
|
SU1710877A1 |
| Многорядное соединение деталей | 1989 |
|
SU1691590A1 |
Изобретение относится к области машиностроения, а именно к высокоресурсным многорядным соединениям деталей. Цель - йовьппение усталостной долговечности. Соединение содержит ряды крепежных элементов и дополнительные отверстия в соединяемых деталях. В дополнительных отверстиях, расположенных перед отверстиями под крепежные элементы относительно нагрузки, размещены с радиальным натягом штифты. Дополнительные отверстия, расположенные после отверстий под крепежные элементы, свободны. Диаметры этих отверстий, начиная с первого, уменьшаются. Подбором параметров дополнительных отверстий достигается равномерное распределение нагрузки по рядам крепежных элементов и повышение усталостной долговечности соединения за счет увеличения податли-. вости связей и уменьшения концентрации напряжений в зонах отверстий, 3 ил. (Л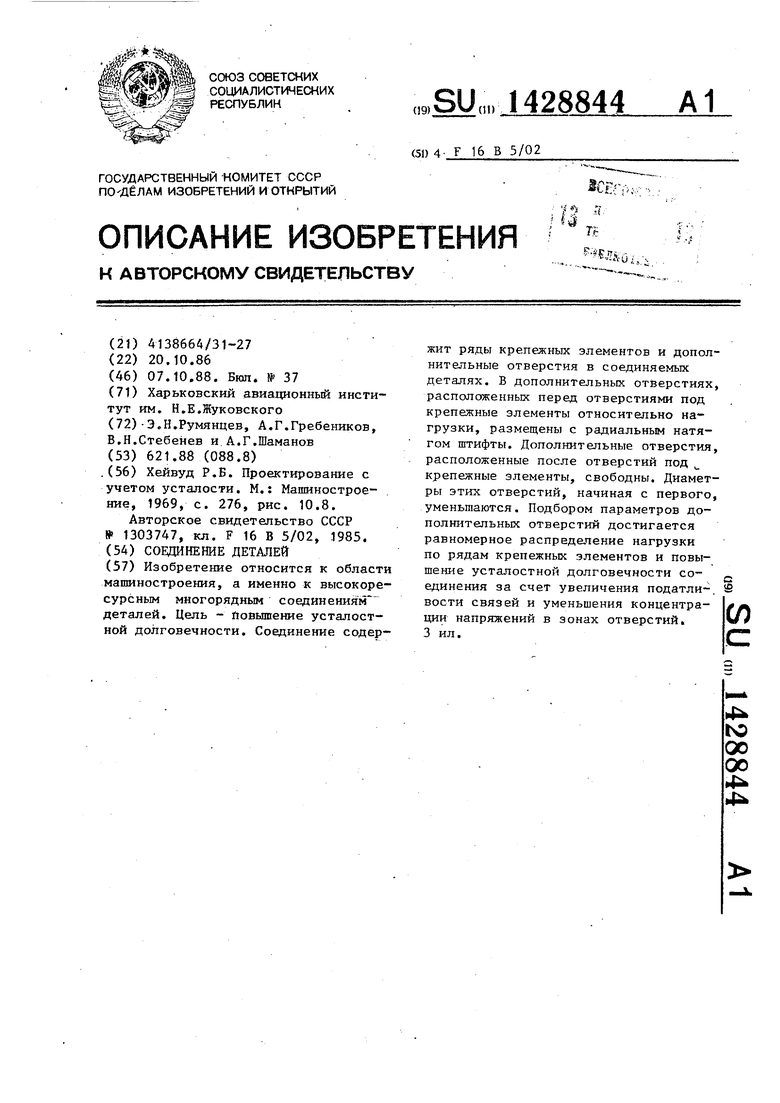
положенных перед отверстиями под кре-jg тельных отверстий выбирают исходя
пежные элементы относительно нагруз- ; ки РЭ размещены с радиальным натя- i гом заподлицо штифты 7, а отверстия
6, расположенные за отверстиями под
из механических характеристик матер ла соединяемых листов и кре пежных элементов.
Для авиационных соединений харак
30
«крепежные элементы, свободны. Диаметр 25 терно применение сплавов типа.ДГбТ каждого следующего за первым нительного отверстия 6 меньше предыдущего
Местом вероятного усталостного разрушения соединения является сечение А-А для детали 1 и 2 и сечение Б-Б для детали 3. Сечение А-А по первому относительно нагрузки Р ряду крепежных элементов для деталей 1 и 2, а сечение Б-Б для детали 3.
Концентрация напряжений на кромке отверстия, определяющая усталостную долговечность соединения, зависит от уровня действующих (обтекающих
35
и крепежных элементов из ЗОХГСА. Ка показали экспериментальные исследования, для Д16Т рациональными параметрами дополнительных отверстий яв ляются dp 0,65-0,85do, Ср 0,1- 0,2 dg, где d (, - диаметр основного отверстия.
Для других пар материалов подобн соотношения можно получить расчетом или экспериментально. Эти соотношения можно использовать для определе ния dp и Ср дополнительных отверстий, заполненных штифтами, и максимального диаметра свободного дополотверстий) нормальных напряжений рас- .Q нительного отверстия (за первым рятяжения ffp; и уровня загруженности крепежного элемента, характеризуемого величиной напряжений смятия , ; по стенкам отверстия. Рационально с точки зрения массовой эффективности проектировать соединение с равной вероятностью усталостного разрушения по всем рядам, т.е. при уменьшении по длине.соединения (от первого ряда к последнему) величины GTp; постепенно увеличивать в том же направлении
б см-, .
Вьтолнение за отверстием под крепежный элемент (практически Со стороны стенки, контактирующей с болтом)
дом отверстий под крепежные эле-мен- ты). Для диаметров других свободных дополнительных отверстий можно использовать соотношение
45
Р
п - 1
п
50
где п - количество рйдов крепежных
элементов в соединении. i - номер ряда крепежного элемента в соединении.
Подбором системы допапнительных отверстий достигается равномерное распределение нагрузки по рядам
55
дополнительного свободного отверстия крепежных элементов и повышение устаискусственно увеличивает податли-лостной долговечности соединения в
вость крепежной связи, причем увели-1,3-1,6 раза. Это позволяет повысить
чение пс5датливости зависит от диамет-ресурс соединения на 6-15%, либо
из механических характеристик материг ла соединяемых листов и кре пежных элементов.
Для авиационных соединений харак
терно применение сплавов типа.ДГбТ
и крепежных элементов из ЗОХГСА. Как показали экспериментальные исследования, для Д16Т рациональными параметрами дополнительных отверстий являются dp 0,65-0,85do, Ср 0,1- 0,2 dg, где d (, - диаметр основного отверстия.
Для других пар материалов подобные соотношения можно получить расчетом или экспериментально. Эти соотношения можно использовать для определения dp и Ср дополнительных отверстий, заполненных штифтами, и максимального диаметра свободного дополнительного отверстия (за первым рядом отверстий под крепежные эле-мен- ты). Для диаметров других свободных дополнительных отверстий можно использовать соотношение
45
Р
п - 1
п
где п - количество рйдов крепежных
элементов в соединении. i - номер ряда крепежного элемента в соединении.
Подбором системы допапнительных отверстий достигается равномерное распределение нагрузки по рядам
уменьшить его вес, что принесет при эксплуатации изделия экономический эффект.
Формула изобретения
Соединение деталей, содержащее ряды крепежных элементов, установленные в отверстиях соединяемых деталей, и дополнительные отверстия, располо- женные перед и после отверстий под крепежные элементы, при этом в дополнительных отверстиях, расположенных перед отверстиями под крепежные элементы относительно нагруэки размещены с радиальным натягом штифты, о т- лич. ающееся тем, что, с целью повьшения усталостной долговечности, диаметр каждого следующего за первым дополнительного отверстия, расположенного за отверстиями под крепежные элементы, меньше предь(цу- щего.
.
Б
./
df dp2
