СО
00
cfjual
го
Изобретение относится к машиностроению, к высокоресурсным соединениям деталей.
Цель изобретения - повышение усталостной долговечности.
На фиг.1 изображено соединение деталей до затяжки крепежных элементов) на фиг.2 - то же, после затяжк крепежных элементов; на фиг.3 - то же, приложенной нагрузкой и эпюрами напряжений.
Соединение деталей состоит из содиняемых деталей типа листов 1 и 2 и прокладки 3, расположенной между соединяемыми деталями, крепежных элементов 4, болтов и гаек. Прокладка из высокопрочного материала до стяжки соединяемых деталей имеет в зоне крайних рядов болтов предварительный изгиб. Местом вероятного усталостного разрушения соединяемого
листа 1 является сечение А-А, а листа 2 - сечение Н-Б. Поэтому клей до стяжки пакета наносят на прокладку от края до середины на поверхность В (фиг.1), а от другого края до середины на поверхность Г. Такое комбинированное приклеивание прокладки позволяет усилить ту из деталей и в том месте, где она разрушается.
После стяжки крепежных элементов по стенкам отверстий под первые (относительно прикладываемой на лис нагрузке) ряды болтов возникают технологические контактные напряжении G, и СГ (фиг.2), действие которых противоположно дейс твию эксплуатационных напряжений смятия. Это приводит к тому, что после приложения на соединение эксплуатационной нагрузки PJ суммарный уровень напряжений смятия по стенкам отверсти становится меньше для той из деталей, которая в этом сечении разрушается. Догруяка по напряжениям смятия ответной присоедийяемой детали не опасна, так как в этом месте она не разрушается (здесь самый низкий уровень напряжений растяжения в листе).
Снижение уровня напряжений смятия и напряжений растяжения для листа в мест.е его усталостного разрушения привод1|т к повышению его усталостной долговечности. Данное соединение деталей имеет большую усталостную долговечность, так как приклейка
прокладки способствует разгрузке болтов и включает саму прокладку в передачу сдвиговой нагрузки на эксплуатационном уровне напряжений. Технология сборки соединения деталей следующая: нанесение клея на прокладку и соединяемые листы, предварительная сборка соединения на все крепежные элементы и последовательная затяжка болтов, начиная с участков изгиба прокладки. Материал для изготовления прокладки необходимо выбирать прочный и жесткий, например стали типа ЗОХГСА, ЗОХГСНА, ЭЙ, а клеи для склеивания металлов, например ВК-5,9,17,30,32.
Формула изобретения
Соеди енне деталей по авт. св. № 1208335, о т л и ч а iqiu в е ся тем, что, с целью повышения усталостной долговечности, прокладка из высокопрочного материала на участках противоположных поверхностей сопряже}шя с деталями от ее краев до середины со сторону зоны приложения iiarpysKH соответствующей детали приклеена к участку поверхности указанной детали, обращенному к прокладке.
Н2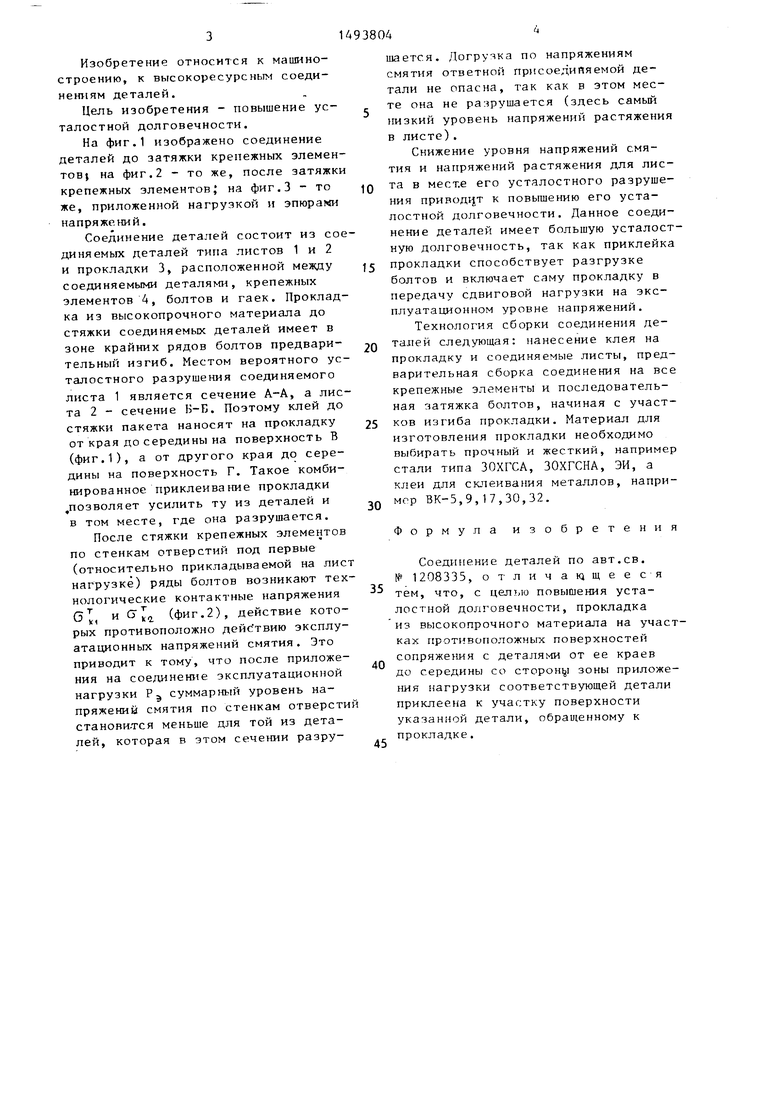
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения многорядного соединения деталей | 1989 |
|
SU1691592A1 |
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1682655A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Соединение деталей | 1987 |
|
SU1479734A1 |
| Соединение деталей | 1989 |
|
SU1712685A1 |
| Способ получения болтового соединения деталей | 1989 |
|
SU1691589A1 |
| Способ получения соединения деталей | 1990 |
|
SU1754926A1 |
| Соединение деталей и способ сборки деталей | 1986 |
|
SU1444566A1 |
| Способ получения многорядного срезного соединения деталей | 1990 |
|
SU1735625A1 |

Изобретение относится к машиностроению, а именно к высокоресурсным соединениям деталей. Цель изобретения - повышение усталостной долговечности. Соединение содержит соединяемые детали 1 и 2, высокопрочную прокладку 3, расположенную между соединяемыми деталями, и крепежные элементы 4. Прокладка до стяжки соединяемых деталей имеет в зоне крайних рядов крепежных элементов предварительный изгиб. Прокладка от ее края до середины приклеена к соединяемой детали, к которой приложена нагрузка. После стяжки крепежных элементов по стенкам отверстий под первые относительно нагрузки ряды крепежных элементов возникают технологические контактные напряжения, противоположные действию эксплуатационных напряжений. Приклеенная прокладка способствует разгрузке крепежных элементов, она сама включается в передачу нагрузки, что способствует повышению усталостной долговечности. 3 ил.
сриг.2
| Соединение деталей и способ сборки деталей | 1984 |
|
SU1208335A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
