Изобретение относится к способам автоматического управления процессом фбжига сырья во вращающихся печах, йапример. апатита, фосфорита, клинке- ра, керамзита, и может быть исполь- фрвано в химической, металлургической и цементной промышленности.
Целью изобретения является повы- ijiemie качества готового продукта.
На фиг. .1 приведена система автоматического управления; на фиг. 2 - флгоритм для обработки исходных дан- ых..
. Сущность способа заключается в Следующем.
i Измеряют расход сырья, кислоты и топлива, температуру сырья в зоне об- $сига и температуру сырья в, зоне под- отовки, измеряют разрежение и содер1:|кание кислорода в пыльной камере пе- Чи задают номинальное значение кон- |;ентрации фтора в готовом продукте, измеряют его концентрацию в готовом щродукте, после чего вычисляют теку- Дее значение на период интервала между измерениями по формуле ; F А, - в,TO - с, TO - D,P + EQj где FK текущее значение концентрации фтора в готовом продукте Тр - температура сырья в зоне обжига;
Т„ температура сырья в зоне подготовки;Р - разрежение в пыльной камере
печи
0 - содержание кислорода в пыльной камере печи , А,., В,,
С,. О. .
и Е - коэффициенты, определяемые
в вычислительном устройстве по усредненным значениям из- - меряемых выходных параметров и соответственно равные 4-7,5; 0,001-0,005; 0,001- 0,005, 0,03-0,1; 0,008-0,06 и при отклонении текущего значения концентрации фтора от номинального изменяют расход сырья на величину, определяемую по формуле
ном
F« - Аа + , G,q,
,ном
где 7 - номинальная величина концентрации фтора в готовом продукте;
G - расход топлива;
GK расход КИСЛОТЫ;
G(. - расход сырья; Ai, Вг,
D, С - коэффициенты, определяемые в вычислительном устройстве по усредненным значениям входных параметров и соответственно равные 0,2-0,7; 0,00015-0,0007; 2-5; 0,1-0,7.
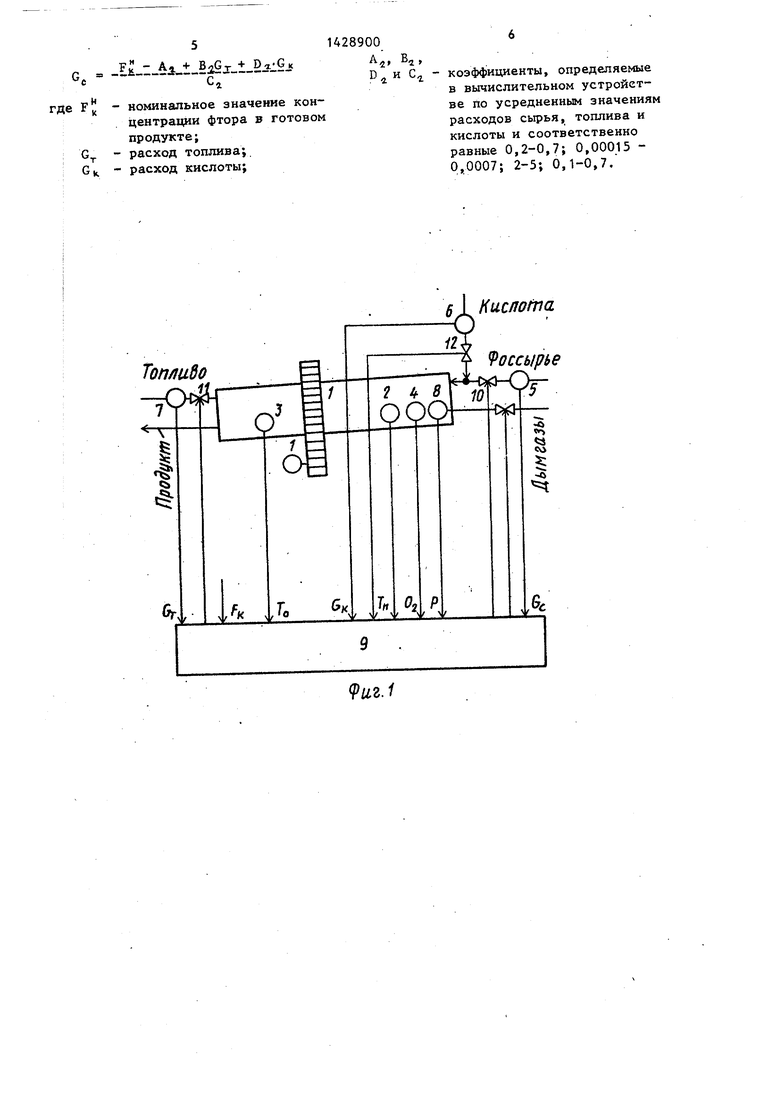
Система автоматического управления (фиг. 1) содержит двигатель 1 привода печи, датчик 2 температуры обжигаемого сырья в зоне подготовки, датчик 3 температуры сырья в зоне, обжига, датчик 4 содержания кислорода в отходящих газах, датчики 5 расхода сырья датчик 6 расхода кислоты, датчик 7 расхода топлива, датчик 8 разрежения в пьшьной камере печи, управляющее вычислительное устройство (УВУ) 9, исполните-пьные механизмы .
Способ осуществляют следующим образом.
Устанавливают начальные задания для температуры сырьевой смеси в зоне подготовки печи, обеспечивающие нормальное протекание процесса обжига. В процессе обжига сырья в печь поступает топливо G, сырье G,., кислота G расходы которых измеряют датчиками 7, 5 и 6 соответственно. Из печи выгружают продукт (кормовые фосфаты) и удаляют дымовые газы, расход которых харктеризуется разрежением Р в пьшьной камере печи и измеряется датчиком 8.
В процессе обжига сырья непрерывно измеряют температуру сырья в зоне обжига (спекания) Т, температуру сырья в подготовительной зоне печи Т, концентрацию кислорода 0, в пьшьной камере печи датчиками 2-4.
Все непрерывно измеряемые параметры процесса обжига сырья поступают на вход управляющего вычислительного устройства (УВУ) 9. Величина расходов топлива, сырья, кислоты регулируется УВУ посредством регулирующих органов 11-12 Соответственно и стабилизирована на заданном уровне.
На вход УВУ подают также дискретную информацию о концентрации фтора F в готовом продукте, полученную лабораторным путем (два раза в смену) в связи с отсутствием промышленных .датчиков контроля.
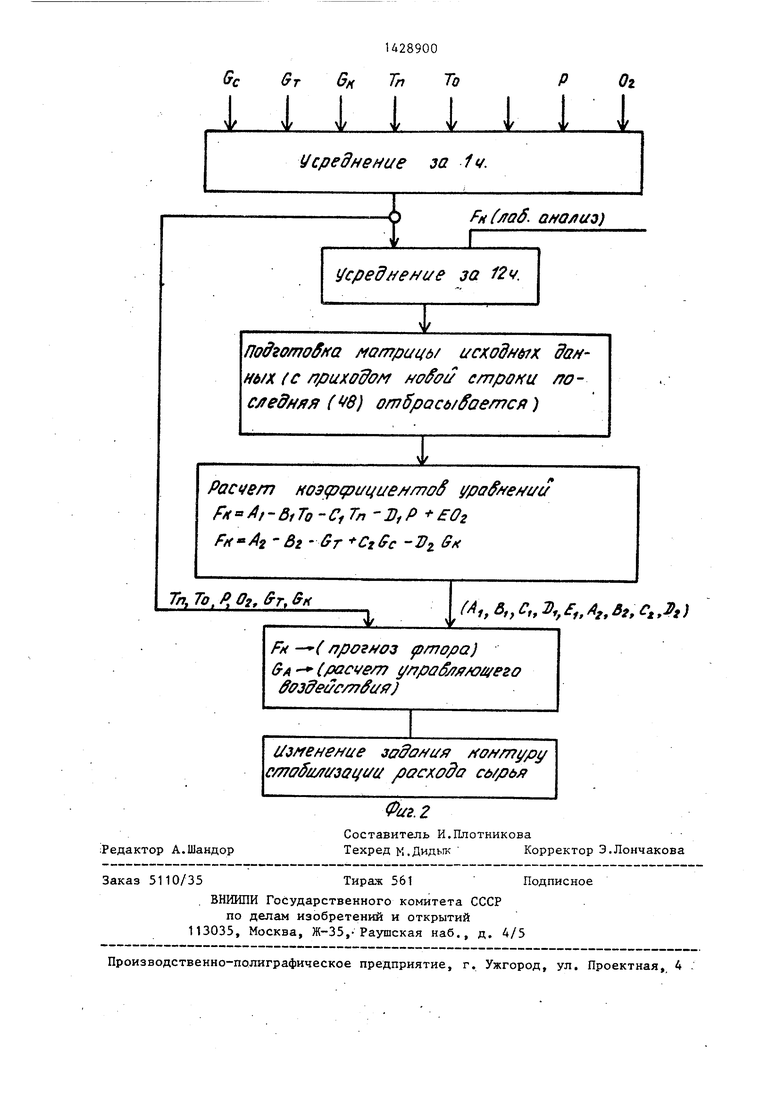
В вычислительном устройстве 9 происходит программное усреднение (фиг.2
за 1 ч непрерывно измеряемьк величин (G, G, G, Т„, Т, Р , 0) и программное усреднение всех вводимых в УВУ величин за промежуток времени от 4 до 48 ч (подбирается экспериментално для каждого конкретного объекта). Усредненные величины формируют матрицу исходньпс данных, состоящую из 48 строк и п столбцов, где п определя- ется количеством обрабатьюаемых параметров (в данном случае п 8). Прчем с поступлением в матрицу новой строки данных последняя строка матрицы отбрасывается, т.е. происходит общий сДвиг строк для обновления матрицы исходных данных.
Исходные данные обрабать1ваются в УВУ по алгоритму, представленному на фиг. 2. В результате расчетов получа ют два уравнения регрессии.
FK А, - В,TO - , - D,P + + ЕОг;(1)
FH А - + - (2)
Уравнение (1) связывает между со- бой зависимьй параметр концентрации фтора FJ, с выходными независимыми непрерывно измеряемыми параметрами Тд, Т„, Р, 0, а уравнение (2) свя- зьшает зависимый параметр концентра- vfm фтора F с независимьми входными непрерывно измеряемыми параметрами GJ, Gp, G. Из этих уравнений определяют значения коэффициентов А,, В,, С,, D,, Е, АЗ., D,,, С, D.
Рассчитанные таким образом постоянные коэффициенты уравнений регрессии используют для определения текущего значения (прогноз) концент- фтора F по уравнению (1), теперь коэффициенты регрессии являются постоянными, а переменными величинами являются непрерьшно измеряемые и усредняемые за 1 ч выходные параметры Т„, Т„, Р, 0.
Полученное значение концентрации фтора F сравнивают с его номинальным значением ( 0,2). В
1 v, / . л. случае отклонения от номинального значения изменяют расход сырья на величину, определяемую по формуле , но/м
Fj
- А,
+ DoGi
(3)
+ BzGr
С
используя постоянные коэффициенты уравнения (2) и непрерывно измеряемые параметры.
Рассчитанное по уравнению (3) значение расхода сырья поступает на уп- равляннций блок УВУ, которьй посредст
вон регулирующего органа 10 изменяет расход сырья таким образом, чтобы значение концентращш фтора в готовом продукте быпо в пределах допустимого значения.
Осуществляемое таким образом управление приводит к повьшению качества конечного продукта и уменьшению его себестоимости за счет снижения расхода топлива.
Формула изобретения
Способ автоматического управления процессом обжига сырья во вращающейся печи, включающий измерения температуры сырья в зоне подготовки, содержания кислорода в пьшьной камере печи и изменение расхода сырья, о т- личающийся тем, что, с целью повьшения качества готового продукта, измеряют разрежение в пыпьной камере печи, расход кислоты, температуру сырья в зоне обжига, задают номинальное Значение концентрации фтора в готовом продукте, измеряют его концентрацию, после чего вычисляют ее текущее значение на период интервала между измерениями по формуле
F,, А, - В,TO - CJ. - D,P +
+ ЕО где
г F.
Т. Т -
JL п
Р О. текущее значение концентрации фтора в готовом продукте ;
температура сырья в зоне обжига;
температзфа сырья в зоне подготовки;
разрежение в пыньн Й камере печи ;
содержание кислорода в пыЛь- ной камере печи;
А„
45 С, И Е
- коэффициенты, определяемые
в вычислительном устройстве . по усредненным значениям температуры сырья в зоне 50 обжига и в зоне подготовки, разрежения и содержания кислорода в пьшьной камере печи и соответственно равные 4-7,5; 0,001-0,005, 0,001- 55 0,005; 0,03-0,1; 0,008-0,06, а при отклонении текуш.его значения концентрации фтора от номинального изменяют расход G сырья на величину, определяемую по формуле
F - номинальное значение концентрации фтора в готовом продукте;
G - расход топлива; Gfc. - расход кислоты;
коэффициенты, определяемые в вычислительном устройстве по усредненным значениям расходов сьфья, топлива и кислоты и соответственно равные 0,2-0,7; 0,00015 - 0,0007; 2-5; 0,1-0,7.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом обжига апатита во вращающейся печи | 1991 |
|
SU1827517A1 |
| Способ автоматического регулирования процесса обжига сырьевой смеси во вращающейся печи | 1979 |
|
SU887910A1 |
| Система автоматического управления плавкой фосфоритов в аппарате циклонного типа | 1985 |
|
SU1278036A1 |
| Способ управления процессом обжига материала в печи | 1981 |
|
SU996838A1 |
| Система автоматического управления процессом обжига сырьевой смеси | 1985 |
|
SU1308822A1 |
| Способ автоматического управления процессом обжига клинкера во вращающейся печи | 1982 |
|
SU1043459A1 |
| Система автоматического управления процессом получения сернистого газа в производстве серной кислоты | 1989 |
|
SU1641770A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ОБЖИГАадI/Y f^-r*f''^f i* i**iJ \,r '— %-• '-.-' 1 ЧХ '.г, У. -rrVYib-! V "'* •-•.•j-.Tii;if*;Li;;;-if-i(.A^;i u.u ЕИБЛ;10Т;^КА | 1972 |
|
SU348606A1 |
| Способ управления термообработкой фосфоритных окатышей | 1986 |
|
SU1381182A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА СЫРЬЕВОГО МАТЕРИАЛА ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1998 |
|
RU2139482C1 |
Изобретение относится к способам автоматического управления процессом обжига сырья во вращающихся печах и может быть использовано в химической, металлургической и цементной промышленности. Целью изобретения является повышение качества готового продукта. Для достижения цели измеряют расход сырья, кислоты и топлива, измеряют температуру сырья в зоне обжига и температуру сырья в зоне подготовки, измеряют разрежение и содержание кислорода в пыльной камере печи. Затем задают номинальное значение концентрации фтора в готовом продукте, измеряют его концентрацию, после чего вычисляют ее текущее значение на период интервала между измерениями по формуле F А -ВДо- - С,Тп - D,P + ЕО,, где FU текущее значение концентрации фтора в готовом продукте; Т - температура сырья в зоне обжига; Т„ - температура сырья в зоне подготовки; Р, 0 - разрежение и содержание кислорода в пыльной камере печи; А,, В,, С, D, Е коэффициенты, определяемые в вычислительном устройстве по усредненным значениям температуры сырья в зоне обжига и в зоне подготовки, разрежения и содержания кислорода в пыльной камере печи, соответственно равные 4-7,5; 0,001-0,005; 0,001-0,005, 0,03-0,1; 0,008-0,06. При отклонении текущего значения концентрации фтора от номинального изменяют расход сырья на величину, определяемую по формуле Сд I (Л -.j -I-d -l-eaSx-i-SaSjs иом где Ец номинальное значение концентрации фтора в готовом продукте; G - расход топлива, G,j - расход кислоты; Gg - расход сырья; А, В, Djj, С - коэффициенты, определяемые в вычислительном устройстве по усредненньм значениям расходов сырья, кислоты, топлива, соответственно равные 0,2-0,7; 0,00015-0,0007; 2-5; 0,1-0,7. 2 ил.
S Hucnoiria
9иг.1
6мТпТо
Ог
f 1 i 1 f i
Усреднение за fv.
(/cpedffef i/e за 2v.
nod omoff/ta t/cKodH67X данff6/X (С /7риХО ОМ cmpOffU /7Oc/fedH/fff отбрась/ оетсй)
Pactfem ноэ(р(р1/ц /е//шо6 ( fK f-BiTo -Ci Tr, -SfP FH- AZ Bz &T -PZ
. To. y ffg. &T, &K
FK ( f /770pQ)
&A - (pacve/77 i/f7padffff/oii/ezo ffff3dei/c/77(/ff}
U ffene/ iie yodojvt/ff ffo /77i/pt/
C 7O$lifff/3Ql/t/t/ jOGCXOda CA/jOM
Редактор А.Шандор
Составитель И.Плотникова
Техред м.Дидык Корректор Э.Лончакова
Ог
I
Рн{лаб. Off а/) из)
(A, 4, Л, Д, fi. x, &г. 1 ,л;
Фиг.2
