113
Изобретение относится к подготов- ке фосфатного сырья для электровозгонки фосфора, в .частности к способам управления процессом термообра- ботки фосфоритных окатышей, получаемых из тонкодисперсного фосфатного сырья.
Цель изобретения - снижение содержания фтора в ОТХОДЯ1ЦИХ из зоны об- жига газах.
Способ осуществляют следующим образом.
Согласно способу управления термообработкой дополнительно вводят one- рации: определение остаточной влаги
на выходе температурной зоны 300- 600°С, по зависимости между остаточным Благосодержанием и концентрацией фтора в отходящих газах прогнозируют lee величину, сравнивают с предельно допустимым содержанием фтора, в случае отклонения в большую сторону одновременно выдают сигнал на увеличение времени пребывания окатышей в зоне температур ЗОО-бОО С и на корректировку температуры обжига, т.е. снижение ее, если она больше 1160°С, измеряют фактическую концентрацию фтора в отходящих газах зоны обжига и корректируют регулирующие воздействия.
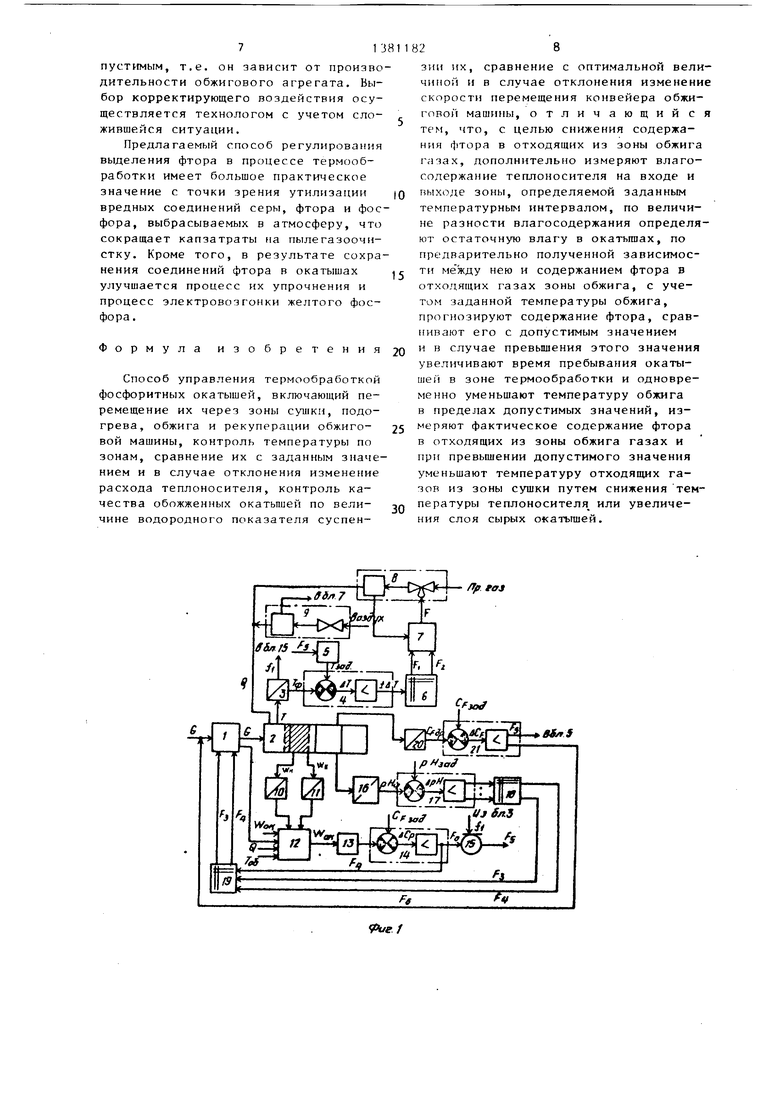
На фиг. 1 приведена блок-сЗ ема устройства для осуществления предлагаемого способа; на фиг. 2 - зависи
мость между остаточной влажностью в зоне с температурой 300-600°С, что соответствует зоне гидролиза фтора и предшествует зоне активного выделения фтора, и концентрацией фтора в отходящих газах зоны обжига при различной его температуре.
Остаточное влагосодержание на выходе зоны с температурой 300-600 С можно определить по косвенному параметру, например по перепаду влагосо- держания теплоносителя и влажности окатышей на выходе зоны сушки.
Предельно допустимую концентрацию фтора в отходящих газах из зоны обжига определяют исходя из того, что отходящий газ из зоны обжига возвращается в зону суиши сырых окатышей в качестве теплоносителя, при этом часть фтора улавливается, затем часть газа выбрасывается в атмосферу а остальной используется в качестве теплоносителя в других зонах. На основании длительных экспериментов при
0 5 0
5
0
5
0
5
изменении высоты слоя окатышей в пределах 300-400 мм установлено, что содержание фтора в отходящих газах из зоны обжига при пропускании его через слой сырых окатышей уменьшается на 40-50%. Предельно допустимая концентрация фтора в отходящих газах, . выбрасываемых в атмосферу, равна 23 мг/нм , поэтому предельно допустимую концентрацию фтора в отходящих газах зоны обжига принимают 40 мг/нм . Содержание фтора в фосфоритных окатышах, поступающих на электровозгонку фосфора, не лимитируют.
Увеличение времени пребывания окатышей в температурной зоне 300-600 С способствует уменьшению влаги и выделению фтора из окатьпией.
Дополнительную корректировку режима термообработки окатьпией осуществляют (в случае необходимости) по фактической концентрации фтора в отходящих газах из зоны обжига.
Блок-схема устройства для реализации предлагаемого способа (фиг.1) состоит из конвейера 1, на который укладывают сырые окатьш1и с окомко- вателя, обжиговой машины 2, имеющей зоны сушки (С), подогрева (П), обжига (0), рекуперации (Р), особо выделена зона с температурой 300-600°С (заштриховано); регулятора температурного режима (на фиг. 1 показан один, но их количество зависит от количества отдельных зон), включающего датчик 3 температуры, блок 4 сравнения фактической и заданной температуры с усилителем, задатчик 5 температуры, блок 6 управления, выходы которого соединены с входами блока 7 соотношения, управляющего расходом воздуха и природного газа через соответствующие исполнительные устройства 8 и 9, датчиков 10 и 11 начальной и конечной влажности теплоносителя, т.е. на входе и выходе из зоны температур 300-600 с, вычислительного устройства 12, в котором определяется остаточное влагосодержание в фосфоритных окатышах, блока 13 определения прогнозируемого значения концентрации фтора в отходящих газах зоны обжига, блока 14 сравнения прогнозированного и заданного значений содержания фтора с усилителем, первый выход которого через блок 15 запрета соединен с задатчиком температуры обжига, второй выход - с приводом
перемещения конвейера, пробоотборник 16 с измерителем водородного показателя (рН) суспензии, блока 17 сравнения фактической величины рН с оптимальной величиной с усилителем, выходы которого соединены с соответствующим блоком 18 управления качеством окатышей, выходы которого соединены с приводом 19 перемещения KOH вейера и задатчиком температуры обжига, датчика 20 содержания фтора в отходящих газах из зоны обжига, блока 21 сравнения фактического и заданного содержания фтора с усилителем, выход которого соединен с блоком 1 или 5.
Пусть термообработку осуществляют на обжиговой конвейерной машине ОК-1-18. Расход сырых окатышей уста- навливают таким образом, чтобы высота слоя на паллете конвейера 1 была бы равна л/ 400 мм. Скорость движения конвейера выбрана 18 паллет/ч с помощью привода 19, далее сырые окаты- щи поступают в обжиговую машину 2, где они проходят три стадии сушки газообразным теплоносителем, подаваемым через слой окатышей, причем на первой и третьей стадиях - сверху вниз (просос через слой), а на второй стадии - снизу вверх (продув через слой). Скорость фильтрации поддерживается соответственно по стадиям 0,3-0,5; 1,45-1,55 и 1,3-1,4 м/с, а время пребывания соответственно равно 1-2, 13-14 и 3-4 мин, температуру теплоносителя поддерживают на первой стадии 180-200, на третьей - 200220°С. Температурный режим на отдель
ных стадиях сушки, в зоне подогрева
и обжига поддерживают аналогичным образом. В качестве датчика 3 температуры используют термопару или термометр сопротивления, В блоке 4 сравнения происходит сравнение сигналов, соответствующих фактической температуре и заданной (блоком 5) для контролируемой зоны. В случае отклонения температуры от заданной, т.е. больще (меньше) заданной, сигнал рассогласования с усилителя поступает в блок 6 управления, где формируется сигнал на восстановление нормального режима F, или F, причем F, - на уменьшение температуры теплоносителя или его расхода (в зависимости от выбора регулирующего воздействия), а F 1 - на увеличение температуры теп,аj
р 25 .,Q : 35
40
5055 45
поносителя или его расхода. Эти сигналы через блок управления расходом или блок 7 соотношения компонентов теплоносителя поступают на исполнительные устройства (клапаны, вентили и т.п.).
Зона температур ЗОО-бОО С находится в конце зоны и в зоне подогрева (с 2 по 4 вакуум-камеры), В этой зоне осуществляют контроль влаги в окатышах, так как от изменения влаги зависит концентрация соединений фтора в отходящих газах. Для этого в датчиках 10 и 11 измеряют влагосодержание теплоносителя соответственно на входе и выходе специальной зоны. В вычислительном устройстве 12 определяется остаточная влага в окатьш ах, для чего в блок поступают также сигналы, пропорциональные расходу теплоносителя, весу окатыщей и содержанию в них влаги.В вычислительном устройстве реализуется уравнение :
,
WOCTQ
где W - остаточное влагосодержание , %; } Q - влагосодержание окатыщей
на входе зоны 300-600 С,%; - разность влагосодержа-
ния теплоносителя, %; Q - расход окатыщей, т/ч; (у расход теплоносителя,
нм /ч.
Пусть после вычисления остаточная влага в окатьш1ах составляет 1,5%, тогда в блоке 13, который может быть выполнен в виде дисплея, на котором изображен график зависимости содержания фтора в отходящих газах от остаточной влаги и температуры обжига, определяют прогнозируемое содержание фтора. Возможно выполнение этого блока в виде вычислительного блока, реализующего уравнение, связывающее содержание влаги в окатышах с содержанием фтора в отходящих газах. Для этого в блок 13 поступает сигнал, пропорциональный заданной температуре обжига. Из графика (фиг. 2), исходя из заданной температуры обжига 1180 С, определяют прогнозируемое содержание фтора в отходящих газах при заданной температуре обжига - 75 мг/нм. В блоке сравнения прогнозируемое значение содержания фтора (75 мг/нм ) сравнивается с заданным значением (40 мг/нм) и, так как оно больше заданного (4Ср 35 мг/нм ), сигнал, пропорциональный этой величине, усиливается усилителем и поступает одновременно в задатчик температуры обжига F (снижение заданной температуры обжига до 1160°С), а сигнал FJ (на уменьшение скорости перемещения конвейера) - на блок 19 и скорость перемещения уменьшается с 18 до 17 паллет/ч, тем самым увеличи11826
изменения температуры обжига), который поступает от датчика температуры обжига. На выходе зоны обжиг а измеряют фактическое содержание фтора в отходящем газе (блок 20), которое ранно 44 мг/нм , В блоке 21 сравнения, пропорциональнЬй ему, сравнивается с пропорциональным заданному Q (40 мг/нм ), В результате на входе усилителя блока 21 сравнения сигнал FT не появляется, так как зона нечувствительности его равна йСf +5 мг/нм , т.е. если бы фактичес

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом газоочистки при термообработке фосфоритных окатышей | 1990 |
|
SU1792439A3 |
| Способ управления процессом термообработки фосфоритных окатышей | 1987 |
|
SU1435633A1 |
| Способ управления процессом термообработки фосфоритных окатышей | 1988 |
|
SU1553519A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ФОСФОРИТНЫХ ОКАТЫШЕЙ | 1991 |
|
RU2008253C1 |
| Способ термообработки фосфоритных окатышей | 1987 |
|
SU1586998A1 |
| Способ термической обработки окатышей фосфорсодержащего сырья | 1979 |
|
SU872453A1 |
| Способ окускования фосфатного материала | 1987 |
|
SU1643458A1 |
| Способ окускования фосфатного сырья | 1981 |
|
SU1096206A1 |
| Способ производства офлюсованных фосфоритных окатышей | 1990 |
|
SU1830379A1 |
| Способ окускования фосфатного сырья | 1986 |
|
SU1386558A1 |
Изобретение предназначено для управления процессом термообработки фосфоритных окатышей. Целью изобретения является снижение содержания фтора в отходящих из зоны обжига газах. Для управления процессом допол- ни1ельно измеряют влагосодержание теплоносителя на входе и выходе зоны, определяемой заданным температурным интервалом. По величине разности вла- госодержания определяют остаточную влагу в окатышах. Прогнозируют содержание фтора, сравнивают его с допустимым значением и в случае превышения значения увеличивают время , пребывания окатышей в зоне термообработки и одновременно уменьшают температуру обжига. Измеряют содержание фтора в отходящих газах зоны обжига и при превьпиении допустимого значения уменьшают температуру отходящих гаяов из зоны сушки снижением температуры теплоносителя или увеличением слоя сырых окатьш1ей. 2 ил. (Л
вая время пребывания фосфоритных ока-,с кое содержание фтора было больше
,о.. «J,-. i
тышей в зоне температур 300-600 С, так как при некоторых допущениях время пребывания окатышей и выделение фтора в отходящие газы этой зоны связано уравнением вида20
45 мг/нм , сработал бы усилитель ка 21 сравнения и на выходе его вился бы корректируюпц1й сигнал F корректировку температуры теплон теля в зоне сушки или увеличение соты слоя сырых окатышей (расход Снижение температуры теплоносите в зоне сушки или увеличение слоя рых окатышей способствует улавли
С , 52 , 5 10
А
мг/нм
После зоны подогрева окатыши перемещают в зону обжига, где поддержива-25 фтора, так как отходящие газы
ется новая заданная температура . На выходе из зоны обжига отбирают 0,5 кг окатышей, их измельчают, гидратируют и измеряют рН суспензии (в блоке 16, например, получили величину рН 8,3). Сигнал, пропорциональный этой величине, сравнивается в блоке 17 с сигналом, пропорциональным оптимальному значению рН 8,0, которое соответствует прочности 180 кг/ок. Так как отклонение от оптимального значения (0,3)рН (0,5)р то усилитель блока сравнения не срабатывает и на его выходе нет сигналов на восстановление отклонения FJ, FJ. Это означает, что качество
обожженных окатышей выше нижнего допустимого предела (130 кг/ок) или не превышает 8,5 рН. В случае, если рН суспензии было бы больше 8,5, например 9,0, то на выходе блока 18 управления было бы восстанавливающее воздействие Fj (на уменьшение скорости перемещения конвейера 1). В том случае, если скорость перемещения паллет не превышает допустимого значения, например 12 паллет/ч, т на выходе блока 18 управления формируется сигнал FJ (на увеличение температуры обжига), который поступает на задатчик температуры обжига. Если температура обжига ниже 1160°С, на запрещающем входе блока 15 запрета появляется сигнал f, (на запрет
кое содержание фтора было больше
,-. i
45 мг/нм , сработал бы усилитель блока 21 сравнения и на выходе его появился бы корректируюпц1й сигнал F на корректировку температуры теплоносителя в зоне сушки или увеличение высоты слоя сырых окатышей (расхода). Снижение температуры теплоносителя в зоне сушки или увеличение слоя сырых окатышей способствует улавлива0
0
5
5
0
из зон обжига и охлаждения, содержащие кислые соединения фосфора (PjOi), фтора (HF и SiF), серы (50, SOj) и углекислый газ, подаются в голову процесса, в зону сушки. Кислые компоненты газа теплоносителя адсорбируются поверхностным щелочным слоем сырых окатьппей и происходит химическое взаимодействие кислых газов с соединениями щелочных и щелочноземельных металлов, в результате чего образуются соединения фосфатов, сульфидов, фторидов и вторичных карбонатов щелочных и щелочноземельных металлов, что способствует повьш1е- нию устойчивости окатьпней от терморазрушений, что позволяет (в случае необходимости) повысить температуру теплоносителя в зоне сушки и сократить время сушки.
Анализ отходящих из зоны сушки газов показал, что содержание фтора в нем стало 22 мг/нм , т.е. меньше ПДК, поэтому та часть газов, которая выбрасывается в атмосферу, не нуждается в дополнительной очистке.
Осуществление корректирующего воздействия (снижение температуры теплоносителя в зоне сушки) всегда возможно, но при этом увеличивается время пребывания окатьш/ей в этой зоне. Увеличение высоты слоя сырых окатьш1ей возможно только в том случае, еслн расход их не является предельно до713
пустимым, т.е. он зависит от производительности обжигового агрегата. Выбор корректирующего воздействия осуществляется технологом с учетом ело- жившейся ситуации.
Предлагаемый способ регулирования выделения фтора в процессе термообработки имеет большое практическое значение с точки зрения утилизации вредных соединений серы, фтора и фосфора, выбрасываемых в атмосферу, что сокращает капзатраты на пылегазоочи- стку. Кроме того, в результате сохранения соединений фтора в окатышах улучшается процесс их упрочнения и процесс электровозгонки желтого фосфора.
Формула изобретения
Способ управления термообработкой фосфоритных окатышей, включающий перемещение их через зоны сушки, подогрева, обжига и рекуперации обжиго- вой машины, контроль температуры по зонам, сравнение их с заданным значением и в случае отклонения изменение расхода теплоносителя, контроль качества обожженных окатьшей по вели- чине водородного показателя суспен-, Из/
||
С I Лам IX
28
ЗИП их, сравнение с оптимальной величиной и в случае отклонения изменение скорости перемещения конвейера обжиговой машины, отличающийся тем, что, с целью снижения содержания фтора в отходящих из зоны обжига газах, дополнительно измеряют влаго- содержание теплоносителя на входе и выходе зоны, определяемой заданным температурным интервалом, по величине разности влагосодержания определяют остаточную влагу в окатьппах, по предварительно полученной зависимости ме жду нею и содержанием фтора в отходящих газах зоны обжига, с учетом заданной температуры обжига, прогнозируют содержание фтора, сравнивают его с допустимым значением и в случае превышения этого значения увеличивают время пребывания окатышей в зоне те1 мообработки и одновременно уменьшают температуру обжига в пределах допустимых значений, измеряют фактическое содержание фтора в отходящих из зоны обжига газах и при превышении допустимого значения уменьшают температуру отходящих газов из зоны сушки путем снижения температуры теплоносителя или увеличения слоя сырых окатышей.
/Гр газ
/wr
to15
Фи9 2
to 7.
| Способ управления процессом термообработки фосфатного материала | 1982 |
|
SU1258814A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
