I Изобретение относится к электротехнике, а именно к производству Ьлектромагнитных герметичных реле, |и может быть применено в радиотехни- |ческой, приборостроительной и элек- :тронной промьшшенности.
Цель изобретения - обеспечение стабильности сборки систем и повышение производительности труда.
На фиг.1 показано предлагаемое приспособление, общий вид (три проекции); на фиг,2 - разрез А-А на фиг.1. I Приспособление для сборки магнитной и контактной систем герметичного реле состоит из корпуса 1, выполненного из материала высокой электропр о- водности, в центре которого расположено гнездо 2 для сборки магнитной 3 и контактной 4 систем. В проушинах 5 корпуса 1 установлена откидная планка 6 с возможностью поворота вокруг оси 7. Откидная планка 6 ограничивает вместе с корпусом 1 гнездо 2. На верхних плокрстях корпуса 1 и от- кидной планки 6 закреплены изолирующие планки 8-10 я являющиеся элементами базирования в горизонтальной плоскости контактной системы 4. В пазах изолирующих планок 8-10 установлены базирующие планки-электроды 11-13 для жесткой фиксации магнитной системы 3. Эти планки-электроды прижаты винтами к верхним плоскостям корпуса и откидной планки 6 и их верхние плоскости установлены строго на одном уровне (по условиям нормальной сварки).
На корпусе 1 установлена защелка 14 на оси 15 с возможностью вращения вокруг этой оси и запирания в рабочем положении откидной планки 6.
Приспособление для сборки магнитной и контактной систем герметичного реле работает следующим образом. В исходном положении откидная планка 6 открыта в положение б . Оператор берет магнитную систему 3 и вставляет ее в гнездо 2, надевая ушком стойки на планку-электрод 12, одновременно надевая стойку на планку-электрод 13. Затем закрывает откидную планку 6, которая своим электродом 11 входит во второе ушко стойки магнитной системы 3, После этого сверху в приспособление укладывается контактная система 4, которая ограничивается изолирующими планками 8-10 в горизонтальной плоскости и опирает
Q
.
5
5
ся цоколем на сбазиров анную стойку магнитной системы. Затем оператор закрывает з ащелку 14, которая является замком. В таком положении собранная система в приспособлении подается под верхний электрод сварочной головки. Там происходит сварка прямым электродом, который опускается на цоколь контактной системы 4.
После сварки оператор открывает защелку 14, отбрасывает откидную планку 6 и вынимает сваренный узел, состоящий из магнитной 3 и контактной 4 систем, из приспособления. Далее цикл повторяется.
Точность сборки и сварки обеспечивается жесткой фиксацией магнитной системы электродами и ограничением контактной системы изолирующими планками в горизонтальной плоскости.
Таким образом, предлагаемое техническое решение позволяет сбазировать контактную систему в горизонтальной плоскости по гнезду и жестко зафиксировать магнитную систему, что дает возможность собирать и сваривать магнитную и контактную системы без отклонений от поля допуска, это обеспечивает стабильность сборки двух систем, Загружение в приспособление поочередно: сначала магнитной системы с фиксацией ее жестко, а затем сверху кон- тактной Системы, позволяет облегчить и ускорить загрузку приспособления, т,е, повысить производительность труда.
Формула изобретения
Приспособление для сборки магнитной и контактной систем герметичного реле, содержащее корпус с гнездом для установки собираемых систем, отличающееся тем, что, с целью обеспечения стабильности сборки контактной и магнитной систем и повьшения производительности труда, оно снабжено тремя изолирующими планками, предназначенными для базирования в горизонтальной плоскости контактной системы, тремя базирующими планками, предназначенными для жест-, кой фиксации стойки магнитной системы, откидной планкой и защелкой, установленной на оси и предназначенной для фиксации откидной планки в рабочем положении, изолирующие планки установлены в верхней части указанного гнезда, предназначены для базирования в горизонтальной плоскости контактной системы, и каждая из них выполнена с пазом, в который вставлена одна из базирующих планок, предназначенных для жесткой фиксации стойки магнитной системы реле, базирующие планки установлены в нижней части гнезда на одном уровне и одновременно являются сварочными электродами, один из которых установлен в откидной планке, которая шарнирно закреплена в проушинах корпуса, в котором также установлена ось защелки.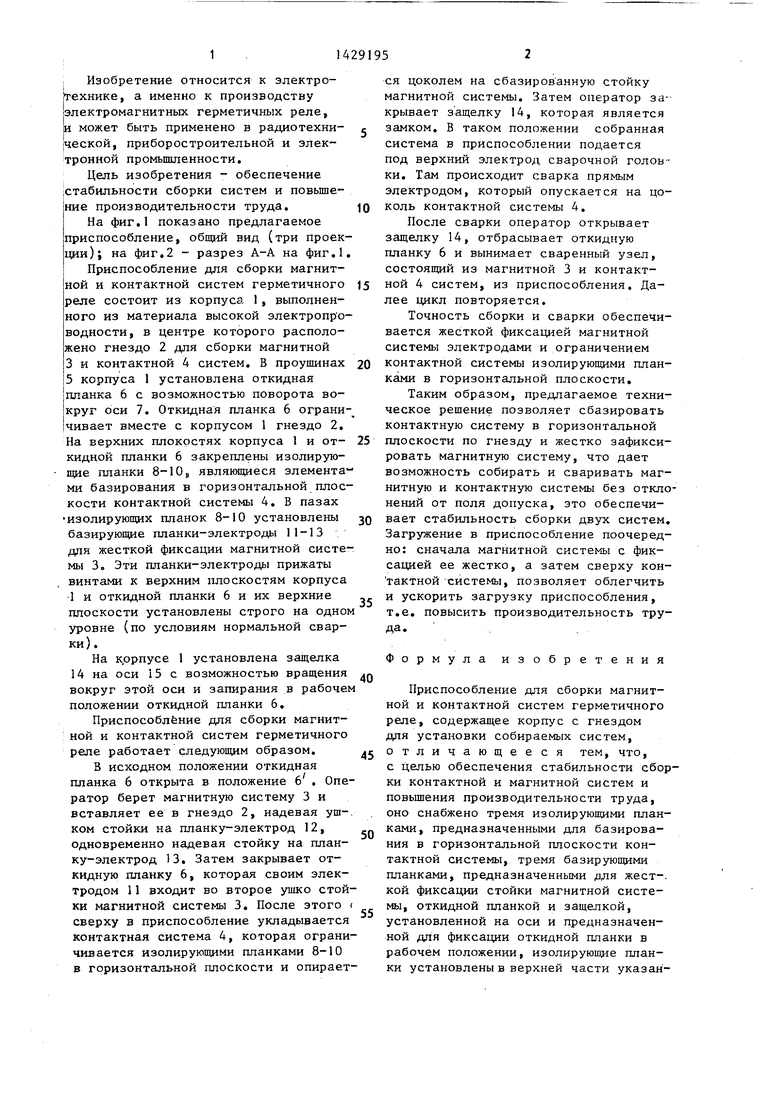
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки контактной и магнитной систем миниатюрного реле | 1987 |
|
SU1561121A1 |
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |
| Приспособление для сборки узла магнитной и контактной систем герметизированного реле | 1983 |
|
SU1094084A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| Приспособление для сборки магнитной системы электромагнитного реле | 1983 |
|
SU1094085A1 |
| СТАПЕЛЬ ДЛЯ СБОРКИ АЭРОДИНАМИЧЕСКОГО ОРГАНА УПРАВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2509038C1 |
| Приспособление для сборки узла магнитной и контактной систем герметизированного реле | 1986 |
|
SU1397991A2 |
| Устройство для сборки и сварки полусферических оболочек | 1979 |
|
SU863277A1 |
| СПОСОБ СБОРКИ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2000 |
|
RU2210526C2 |
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
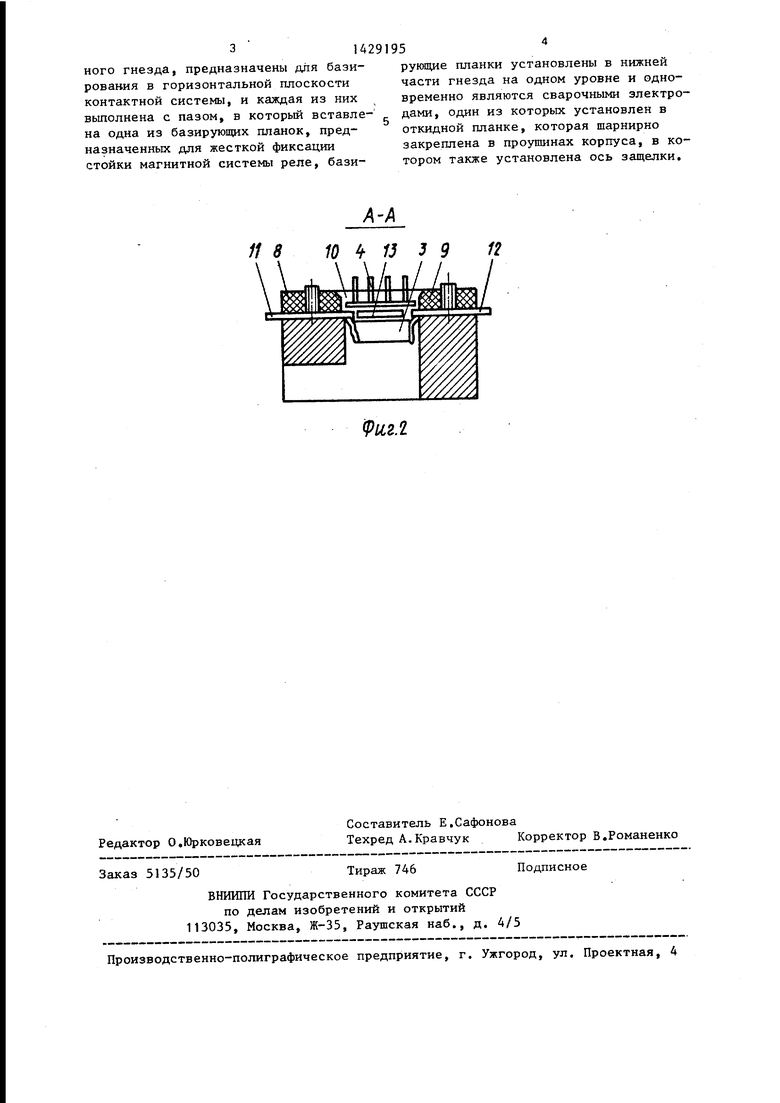
Изобретение относится к электротехнике, а именно к производству электромагнитных реле, и может быть использовано в радиотехнической, приборостроительной и электронной ,1 W / 2 If промьшшенности. Цель изобретения - обеспечение стабильности сборки контактной и магнитной систем и повьше- ние производительности труда. В верхней части гнезда 2 установлены изолирующие планки 8, 9, 10, базирующие в горизонтальной плоскости контактную систему, а в нижней его части строго на одном уровне установлены базирующие планки 11, 12, 13 для жесткой фиксации стойки магнитной системы реле, одновременно являющиеся электродами, один из которых установлен в откидной планке 6, шарнир- но закрепленной в проушинах корпуса 1, на котором также установлена на оси 15 защелка 14, фиксирующая откид- ную планку 6 в рабочем положении. 2 ил. о (Л / 9и,г,1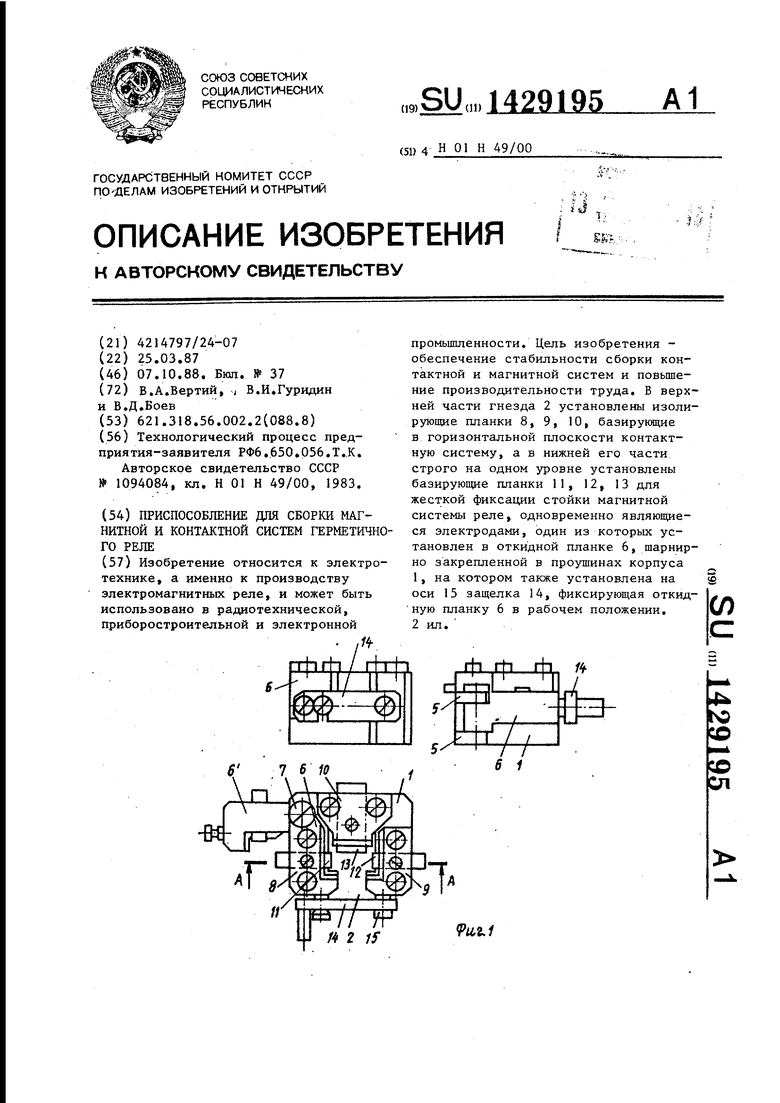
// 8
Редактор О.Юрковецкая
Заказ 5135/50
Тираж 746
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
9иг.1
Составитель Е.Сафонова
Техред А,Кравчук Корректор В.Романенко
Подписное
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Приспособление для сборки узла магнитной и контактной систем герметизированного реле | 1983 |
|
SU1094084A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
