сл
оэ
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| Приспособление для сборки магнитной и контактной систем герметичного реле | 1987 |
|
SU1429195A1 |
| Устройство для приварки выводов к колпачкам резисторов | 1990 |
|
SU1738547A1 |
| Автомат для сборки контакта с выводом реле | 1983 |
|
SU1121113A1 |
| Приспособление для сборки узла магнитной и контактной систем герметизированного реле | 1983 |
|
SU1094084A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1981 |
|
SU1000198A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1985 |
|
SU1291331A1 |
| Приспособление для сборки узла магнитной и контактной систем герметизированного реле | 1986 |
|
SU1397991A2 |
| АВТОМАТ ДЛЯ СБОРКИ ПРУЖИНЫ С КОНТАКТАМИ ЭЛЕКТРОМАГНИТНОГО РЕЛЕ | 1991 |
|
RU2043674C1 |
Изобретение относится к электротехнике, а именно к производству магнитных миниатюрных реле, и может быть применено в радиотехнической, приборостроительной и электронной промышленности. Цель изобретения - повышение качества сварки и упрощение конструкции устройства. Устройство для сварки контактной и магнитной систем миниатюрного реле при смещенном расположении точек сварки с разных сторон цоколя реле содержит приспособление для сборки, корпус, нижний электрод, установленный на нижнем электродержателе сварочной головки, и верхний электрод. Приспособление для сборки закреплено в ползуне, имеющем гнездо для него, который установлен с возможностью вертикального перемещения на колонках, закрепленных на корпусе, и подпружинен вверх до упора, а каждый электрод состоит из неподвижной вставки и подвижной опоры, подпружиненной до упора, изготовленной из изоляционного материала, установленных в корпусе электрода, причем верхний электрод развернут на 180° в горизонтальной плоскости вокруг своей оси относительно нижнего так, что ось неподвижной вставки нижнего электрода совпадает с осью подвижной опоры верхнего электрода и нижней точкой сварки двух систем, а ось подвижной подпружиненной опоры нижнего электрода совпадает с осью неподвижной вставки верхнего электрода и верхней точкой сварки двух систем миниатюрного реле. 1 ил.
Изобретение относится к электротехнике, а именно к производству электромагнитных миниатюрных реле, и может быть применено в радиотехнической, приборостроительной и электронной промышленности.
Целью изобретения является повышение качества сварки путем обеспечения стабильности режима сварки и упрощение конструкции устройства.
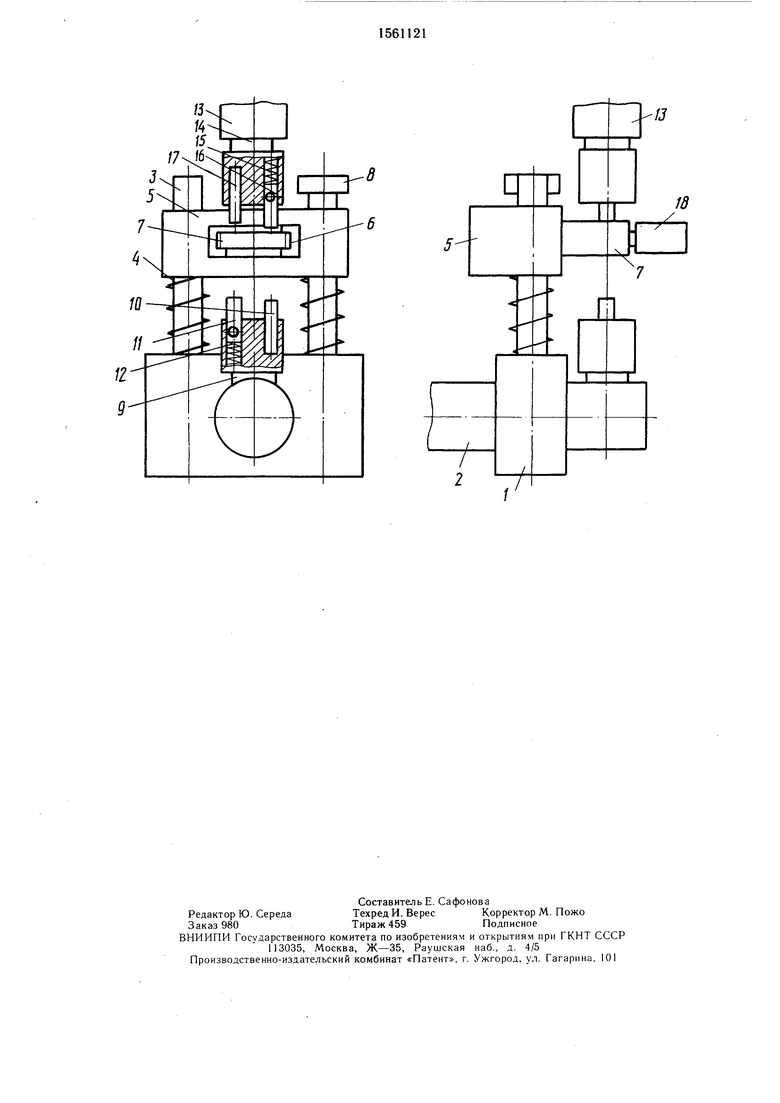
На чертеже схематично показано предлагаемое устройство для сварки контактной и магнитной систем.
Устройство для сварки двух систем миниатюрного реле состоит из корпуса 1, установленного на нижнем электрододержателе 2 сварочной головки На корпусе 1 смонтированы колонки 3 с пружинами 4. На колонках 3 установлен с возмож- нвстью вертикального перемещения ползун 5 (каретка), в гнезде 6 которого установлено приспособление 7 для сборки миниатюрного реле. На колонке установлен упор 8 На электрододержателе 2 установлен нижний электрод 9, в корпусе которого установлены неподвижная вставка 10 и подвижная опора 11 с пружиной 12, которая выдвигает торец подвижной опоры 11 выше, чем торец неподвижной вставки 10. На верхнем электрододержателе 13 установлен верхний электрод 14 с пружиной 15, подвижной опорой 16 и неподвижной вставN3
кой 17, которые имеют такую же конструкцию, как и детали нижнего электрода. Верхний электрод 14 развернут на 180° в горизонтальной плоскости вокруг своей оси относительно нижнего электрода 9 так, что ось неподвижной вставки 10 нижнего электрода 9 совпадает с осью подвижной подпружиненной опоры 16 верхнего электрода 14, а ось подвижной опоры нижнего электрода совпадает с осью неподвижной вставки верхнего электрода. На выводы контактной системы одета фторопластовая колодка 18
Устройство работает следующим образом.
Оператор укладывает собранные контактную и магнитную системы миниатюрного реле и приспособление 7 для сборки, поддерживая за колодку 18, установленное в гнездо 6 ползуна 5. От усилия пружин 4 ползун 5 поднят на колонках 3 до упора 8. Оператор нажимает педаль сварочной головки (не показано), электрододержатель 13 опускается и подвижной опорой 16 электрода 14 контактирует с собранными системами в точке сварки и приспособлении 7 Каретка 5 опускается на колонках 3, сжимая пружины 4 до соприкосновения собранных двух систем с подвижной опорой 1 1 нижнего электрода 9 После этого происходит сжатие пружин 15 и 12 до момента соприкосновения с собранными двумя системами вставок 10 и 17 В этом положении происходит остановка перемещения вниз электрододержателя и сварка одновременно двух точек со смещением После этого педаль опускается, а электрододержатель 13 с верхним электродом 14 поднимается. К-аретка 5 поднимается до упора 8. Рабочий вынимает из приспособления 7 сборки сваренные две системы. Дальше цикл повторяется.
Стабильность качества сварки обеспечивается жесткой фиксацией приспособления в каретке, которая в процессе сварки перемещается на вертикальных колонках и приспособление находится постоянно в одних координатах в горизонтальной плоскости.
Таким образом, по сравнению с известным предлагаемое устройство позволяет
сбазировать контактную и магнитную системы в гнезде приспособления, поддерживая собранную пару в момент сварки, обеспечивая при этом постоянное заданное по- ложение собранной пары, что позволяет сваривать контактную и магнитную системы без отклонений. Это обеспечивает стабильность качества сварки и позволяет сваривать магнитную и контактную системы
без поворотного стола и ряда механизмов, расположенных вокруг него, благодаря всему этому обеспечивается упрощение конструкции предлагаемого устройства для сварки контактной и магнитной систем.
Формула изобретения
0
Устройство для сварки контактной и магнитной систем миниатюрного реле, содержащее корпус, приспособление для фикса ции контактной и магнитной систем, каретку, верхний и нижний электроды, установленные в электрододержателях и направленные рабочими частями друг напротив друга, отличающееся тем, что, с целью повышения качества сварки путем обеспече5 ния стабильности режима сварки и упрощения конструкции устройства, в него введен упор, каретка выполнена в виде ползуна с гнездом, в котором жестко установлено приспособление для фиксации контактной и магнитной систем и подпружинена так, что ее перемещение ограничено упором, верхний электрод установлен в своем электрододержателе подвижно, а нижний электрод в своем электроде держателе неподвижно, верхний и нижний электроды снабжены каждый неподвижной вставкой, изго5 товленной из токопроводящего материала, и подвижной опорой, подпружиненной до упора, изготовленной из изоляционного материала, причем электроды расположены так, что ось неподвижной вставки верхнего
0 электрода совпадает с осью подвижной опоры нижнего электрода, а ось подвижной опоры верхнего электрода совмещена с осью неподвижной вставки нижнего электрода, так что сварочный ток проходит по цепи через неподвижные вставки верхнего и ниж5 него электродов и обеспечивает смещение точек сварки с разных сторон цоколя реле.
/J
| Арматура для железобетонных свай и стоек | 1916 |
|
SU259A1 |
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
