t 1
Изобретение относится к электротехнике, а именно к производству электромагнитного реле, и может быть использовано с максимальной эффективностью при массовом производстве.
Известно приспособление для сборки магнитной и контактной систем реле типа РЭС-49, выполненное в виде, корпуса с окном. Оператор укладывает в окно предварительно подсобранные узлы и, фиксируя их пальцами рук, подводит под сварочную головку. Сварив одну сторону, илератор переворачивает приспособление и производит сварку с другой стороны l.
Такое техническое решение малопроизводительно,.
Наиболее близким к изобретению по технической сущности является полуавтомат для сборки двух реле типа 9 R, содержащий корпус, на котором размещены поворотный стол с приспособлениями для горизонтальной фиксации магнитной и контактной систем, каретки, снабженные опорами и подвижные в радиальном направлении,механизм загрузки указанньхх систем, установленный на позиции загрузки, и сварочные головки, содержащие верх НИИ и нижний электродь и установленные на позициях сварки. Каждое приспособление снабжено выталкивателем и рычажным фиксатором, осуществляющими осевое сжатие магнитной и контактной систем 21.
Известный полуавтомат не обеспечивает стабильность сборочного процесса, поскольку осевого сжатия двух собираемых систем явно недостаточно. В массовом производстве в процессе обработки узлов наблюдаются перекосы стоек магнитной системы, визуально не заметные при установке системы в сборочное приспособление, но приводящее к перекосам MarHnTHojfi системы относительно контактной системы после их сварки.
Кроме того, наличие выталкивателей, выполненных в виде подпружиненных пальцев, и смонтированных на каждом приспособлении, приводит иногда к неперпендикулярному выталкиванию готового изделия, а следовательно, к сбоям полуавтомата. При этом сварка обеих систем осуществляется с двух сторон. В известном устройстве она производится с переворотом на 180° каждого приспособления, т.е. с необходимостью изменения бч121-t2
зы установки г.о6ираем1.1Х узлов, что не является недостатком при достаточно точной фиксации их, н сргзу же приводит к смещению точки сварки
5 при перекосах. Это также нарушает стабильность сборочного процесса. Осуществить же сварку без переворота приспособления ке представляется возможным, так как для приварки
10 нижних стоек магнитной системы необходим дополнительный .механизм компенсации веса сборочных приспособлений.
Цель изобретения - обеспечение
15 стабильности сборки контактной системы герметичного реле с его магнитной системой.
Поставленная цель достигается тем, что полуавтомат для сборка
20 магнитной и контактной систем герметичного реле, осуществляющий фиксацию указанных систем и приварку верхних и нижних стоек магнитной системы к цоколю контактной системы
25 и содержащий корпус, на котором размеще:ны поворотньй стол с приспособлениями для горизонтальной фиксации магнитной и контактной систем, каретки, снабженные опорами и под30 вижные в радиальном направлении, механизм загрузки указанных систем, установленный по позиции загрузки, и сварочные головки, содержаище верхний и нижний электроды и уста, новленные на позициях сварки, снабжен механизмом вертикальной фиксации магнитной и контактной систем и механизмом вертикальной разгрузки указанных приспособлений, а каждая
.Q сварочная головка снабжена компенсатором веса указанных приспособлений, указанньй механизм вертикальной фиксации размещен на рабочей позиции, следующей за позицией
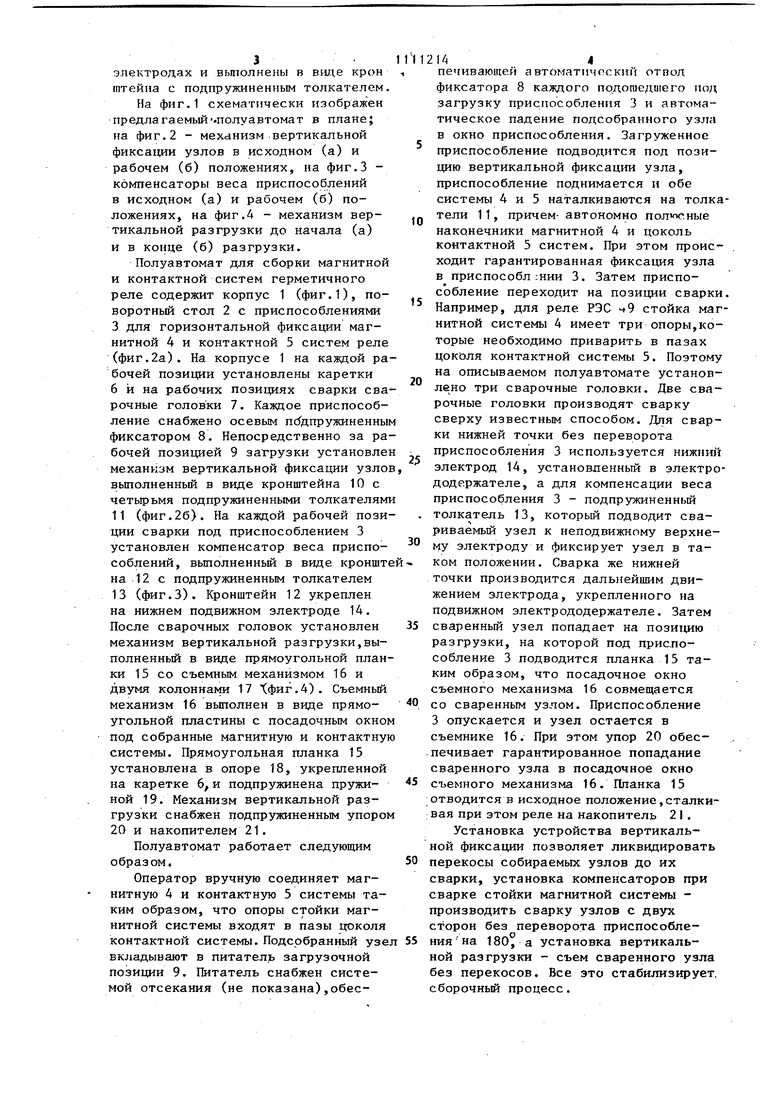
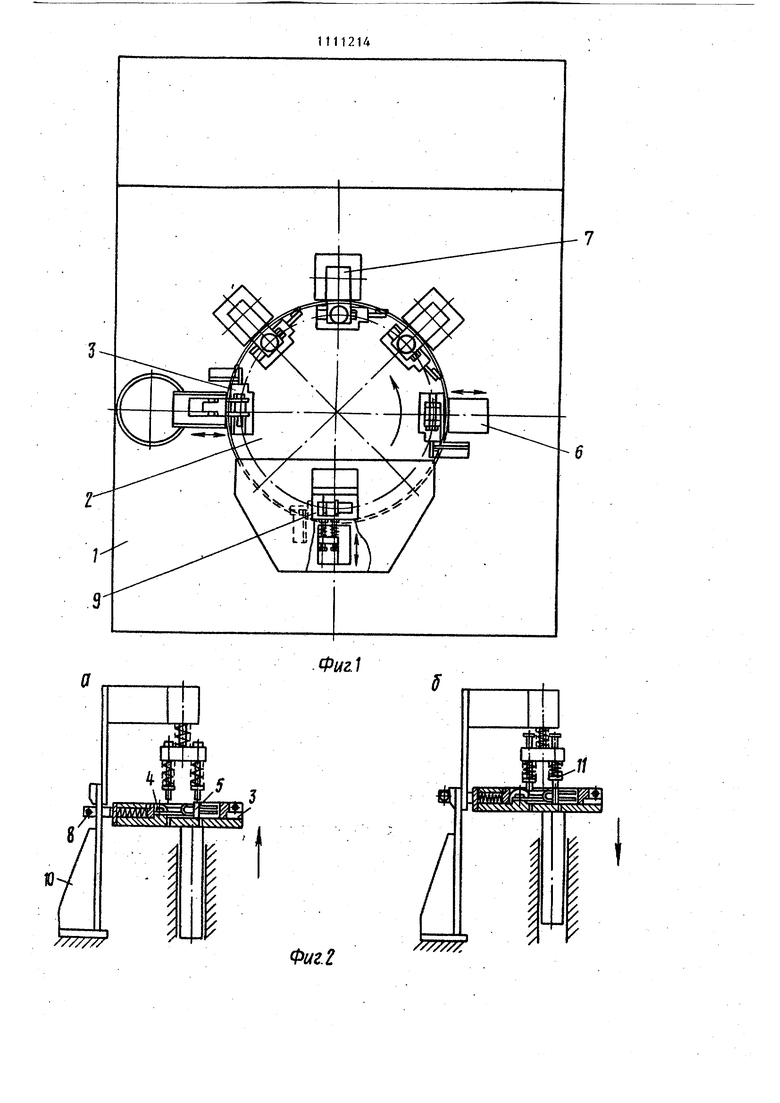
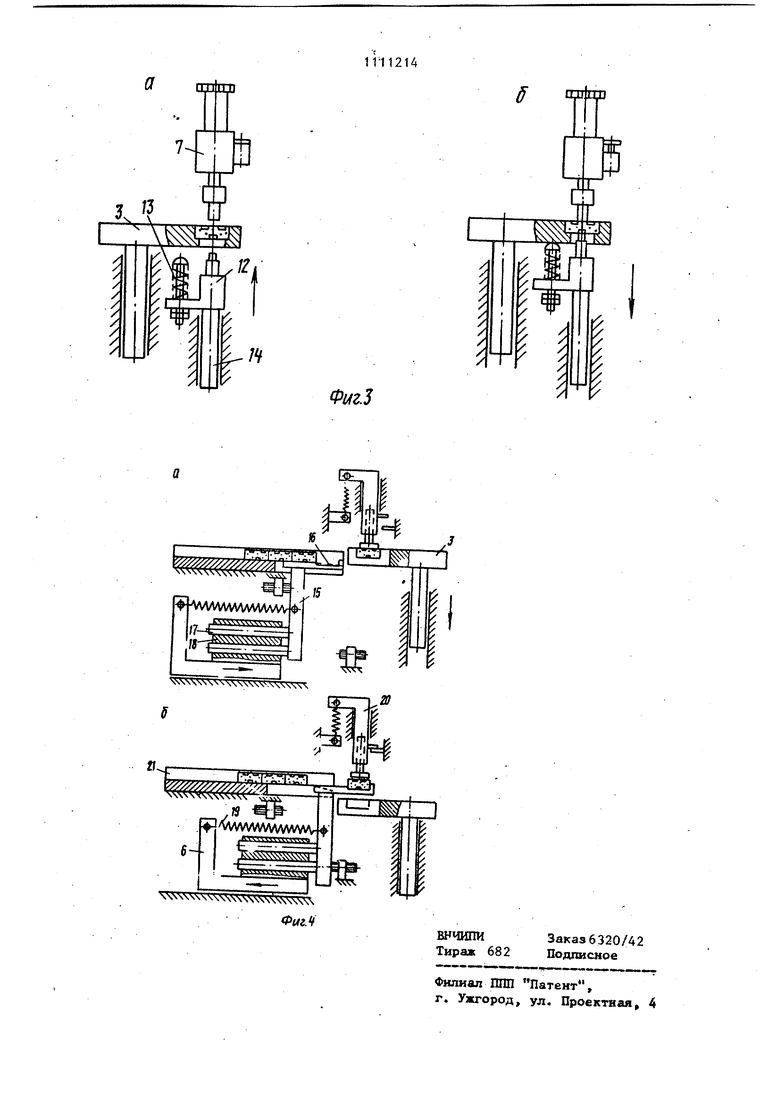
.с загрузки, и выполнен в виде кронштейна с четырьмя подпружиненными толкателями, указанный механизм вертикальной разгрузки размещен на рабочей позиции, следзтащей за свароч„ ными головками, и выполнен в виде прямоугольной планки с двумя колоннами, установленными в опоре указанной каретки, причем к указанной планке црикреплен съемный механизм, выполненньй в виде прямоугольной пластины с посадочным окном под собранные магнитную и контактную системы, а компенсаторы веса приспособлений укреплены на нижних 3 электродах и выполнены в крон штейна с подпружиненным толкателем На фиг.1 схематически изображен предлагаемый.полуавтомат в плане; на фиг.2 - механизм вертикальной фиксации узлов в исходном (а) и рабочем (б) положениях, на фиг.З компенсаторы веса приспособлений в исходном (а) и рабочем (б) положениях, на фиг.4 - механизм вертикальной разгрузки до начала (а) и в конце (б) разгрузки. Полуавтомат для сборки магнитной и контактной систем герметичного реле содержит корпус 1 (фиг.1), поворотный стол 2 с приспособлениями 3 для горизонтальной фиксации магнитной 4 и контактной 5 систем реле (фиг.2а). На корпусе 1 на каждой ра бочей позиции установлены каретки 6 и на рабочих позициях сварки сва рочные головки 7. Каждое приспособление снабжено осевым пс5дпружиненны фиксатором 8. Непосредственно за ра бочей позицией 9 загрузки установле механизм вертикальной фиксации узло вьтолненньй в виде кронштейна 10 с четьфьмя подпружиненными толкателям 11 (фиг.26). На каждой рабочей пози ции сварки под приспособлением 3 установлен компенсатор веса приспособлений, вьтолненньй в виде кроншт на 12 с подпружиненным толкателем 13 (фиг.З). Кронштейн 12 укреплен на нижнем подвижном электроде 14. После сварочных головок установлен механизм вертикальной разгрузки,выполненный в виде прямоугольной план ки 15 со съемным механизмом 16 и двумя колоннами 17 Хфиг.4). Съемный механизм 16 вьтолнен в виде прямоугольной пластины с посадочным окно под собранные магнитную и контактну системы. Прямоугольная планка 15 установлена в опоре 18, укрепленной на каретке 6 и подпружинена пр5 жиной 19. Механизм вертикальной разгрузки снабжен подпружиненным упоро 20 и накопителем 21. Полуавтомат работает следующим образ ом. Оператор вручную соединяет магнитную 4 и контактную 5 системы таким образом, что опоры стойки магнитной системы входят в пазы цоколя контактной системы. Подсобранный узе вкладывают в питатель загрузочной позиции 9. Штатель снабжен системой отсекания (не показана),обес144печивающей автоматический отвод фиксатора 8 каждого подошедшего под загрузку приспособления 3 и автоматическое падение подсобранного узла в окно приспособления. Загруженное приспособление подводится под позицию вертикальной фиксации узла, приспособление поднимается и обе системы 4 и 5 наталкиваются на толкатели 11, причем- автономно пол псные наконечники магнитной 4 и цоколь контактной 5 систем. При этом происходит гарантированная фиксация узла в приспособл ;нии 3. Затем приспособление переходит на позиции сварки. Например, для реле РЭС ч9 стойка магнитной системы 4 имеет три опоры,которые необходимо приварить в пазах цоколя контактной системы 5. Поэтому на описываемом полуавтомате установлено три сварочные головки. Две сварочные головки производят сварку сверху известным способом. Для сварки нижней точки без переворота приспособления 3 используется нижний электрод 14, установленный в электрододержателе, а для компенсации веса приспособления 3 - подпружиненньш толкатель 13, которьй подводит свариваемый узел к неподвижному верхнему электроду и фиксирует узел в таком положении. Сварка же нижней точки производится даль}1ейшим движением электрода, укрепленного на подвижном электрододержателе. Затем сваренный узел попадает на позицию разгрузки, на которой под приспособление 3 подводится планка 15 таким образом, что посадочное окно съемного механизма 16 совмещается со сваренным узлом. Приспособление 3 опускается и узел остается в съемнике 16. При этом упор 20 обеспечивает гарантированное попадание сваренного узла в посадочное окно съемного механизма 16. Планка 15 отводится в исходное положение,сталкивая при этом реле на накопитель 2 1 . Установка устройства вертикальной фиксации позволяет ликвидировать перекосы собираемых узлов до их сварки, установка компенсаторов при сварке стойки магнитной системы производить сварку узлов с двух сторон без переворота приспособления на 180 а установка вертикальной разгрузки - съем сваренного узла без перекосов. Все это стабилизирует. сборочный процесс.
Ф1Аг. 1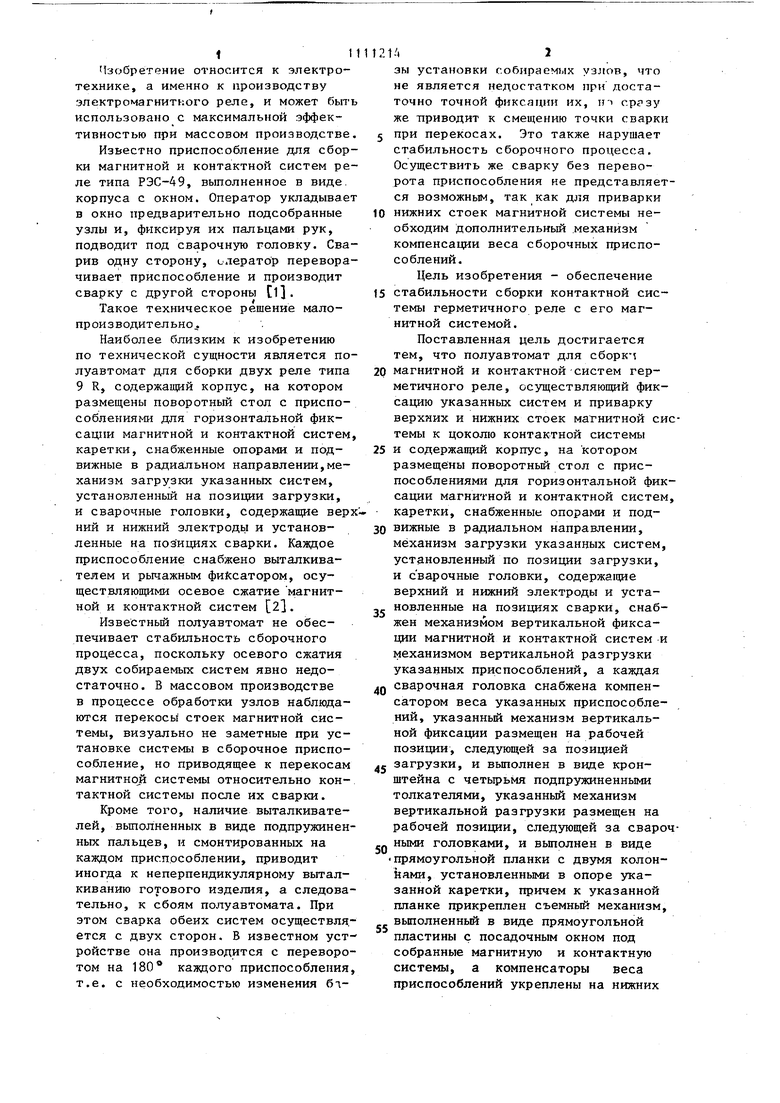
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки узла якоря с толкателем герметичного реле | 1983 |
|
SU1098049A1 |
| Приспособление для сборки узла магнитной и контактной систем герметизированного реле | 1983 |
|
SU1094084A1 |
| Устройство для сварки контактной и магнитной систем миниатюрного реле | 1987 |
|
SU1561121A1 |
| Приспособление для сборки магнитной и контактной систем герметичного реле | 1987 |
|
SU1429195A1 |
| Устройство для сборки верхней опоры электромагнита | 1983 |
|
SU1292066A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| Приспособление для сборки узла магнитной и контактной систем герметизированного реле | 1986 |
|
SU1397991A2 |
| Устройство для сборки и сварки | 1983 |
|
SU1207697A1 |
| ПОЛУАВТОМАТ ДЛЯ НАБИВКИ СЕРДЕЧНИКОВ ТРАНСФОРМАТОРОВ | 1964 |
|
SU165819A1 |
| Устройство для изготовления контактов реле | 1981 |
|
SU991525A1 |
ПОЛУАВТОМАТ ДЛЯ СБОРКИ МАГНИТНОЙ И КОНТАКТНОЙ СИСТЕМ ГЕРМЕ-. ТИЧНОГО РЕЛЕ, осуществляющий фиксацию указанных систем и приварку верхних и нижних стоек магнитной системы к цоколю контактной системы и-содержащий корпус, на котором размещены поворотный стол с приспособлениями для горизонтальной фикса- v ции магнитной и контактной систем , каретки, снабженные опорами и подвижные в радиальном направлении, механизм загрузки указанных систем, установленный на позиции загрузки, и сварочные головки, содержащие верхний и нижний электроды и установленные на позициях сварки, о т-личающийся тем, что, с целью обеспечения стабильности сборки контактной системы герметичного реле с его магнитной системой, полуавтомат снабжен механизмом вертикальной фиксации магнитной и контактной систем и механизмом вертикальной разгрузки указанных приспособлений,а . каждая сварочная головка снабжена .компенсатором веса указанных приспособлений, указанньй механизм вертикальной фиксации размещен на рабочей позиции, следующей за позицией загрузки, и вьшолнен в виде кронштейна с четырьмя подпружиненными толкателями, указанный механизм вертикальной разгрузки размещен на рабочей позиции, следующей за сварочными голов- , ками, и выполнен в виде прямоугольной планки с двумя колоннами, установленными в опоре указанной каретки, причем к указанной планке прикреплен съемнь1й механизм, выполненный в виде прямоугольной пластины с посадочным окном под собранные магнитную и контактную , а компенсаторы веса приспособлений укреплены на нижних электродах и выполнены в виде кронштейна с подпружиненным толкателем.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
