Изобретение относится к трубопрокатному производству и наиболее эффективно может быть использовано при производстве прецизионных особотонкостенных труб.
Цель изобретения - повышение точности геометрических размеров и увеличение производительности.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - технологический инструмент с использованием многоступенчатой оправки; на фиг. 3 - циклы деформации.
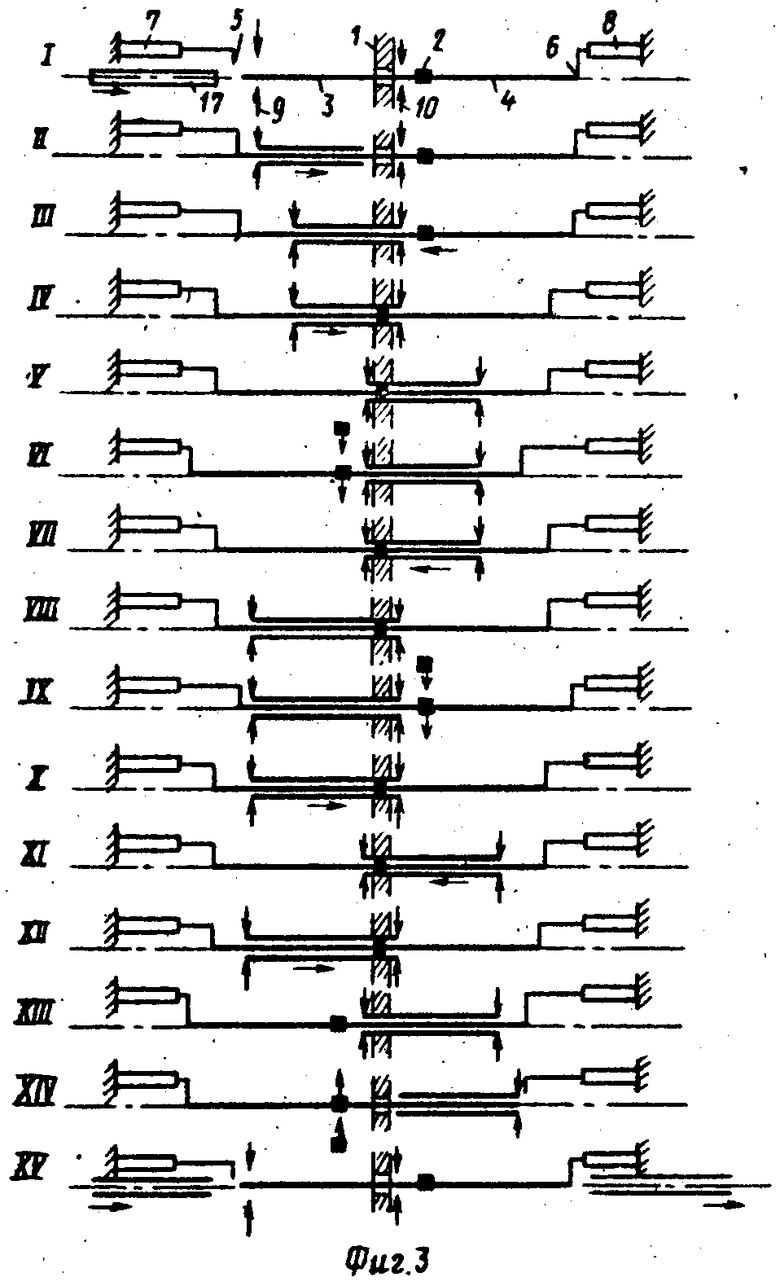
Устройство содержит матрицу 1 с коническим рабочим участком, угол конусности которого равен 5-15', оправку 2, к концам которой присоединены стержни 3 и 4, удерживаемые с натяжением посредством зажимов 5 и 6 и гидроцилиндров 7 и 8, захваты 9 и 10 концов трубы в виде коаксиальной пары с конусными поверхностями взаимодействия элементов пары, из которых внутренний выполнен с осевым отверстием для прохода оправки, и гидроприводы 11 и 12 осевого перемещения захватов. Для обеспечения равномерности деформации стенки трубы матрице сообщаются радиальные ультразвуковые колебания посредством преобразователей 13. Толщина стенки трубы измеряется посредством датчиков 14 и 15. Положение оправки в очаге деформации контролируется посредством указателя 16. Оправка 2 может быть многоступенчатой. Наличие двух стержней 3 и 4 повышает в два раза жесткость закрепления оправки, что способствует повышению точности труб за счет снижения вероятности дрожания оправки и позволяет расширить сортамент обрабатываемых труб в сторону уменьшения диаметра ( в частности, оказалась возможной обработка труб размером 5,8х0,1 мм). Кроме того, возможно производить деформацию при движении заготовки в обоих направлениях, что способствует повышению производительности процесса.
Использование замкнутого кольцевого калибра в сочетании с кольцевыми захватами концов заготовки позволяет прикладывать к заготовке в процессе деформации интенсивное противонатяжение, что при малой степени деформации за проход (порядка 15%) позволяет повысить точность труб за счет уменьшения упругой деформации инструмента, приводит к резкому (в 2...3 раза) снижению контактных напряжений, в результате чего уменьшается вероятность налипания металла на инструмент и появляется возможность обработки труднодеформируемых материалов.
Выполнение их в виде сопрягающихся конусов позволяет прикладывать к концам заготовки равномерно распределенные по периметру напряжения натяжения и противонатяжения в процессе деформации как во время рабочего хода, так и при вводе оправки в очаг деформации и вывода из него. Это позволяет производить многократную деформацию стенки без изменения наружного диаметра трубы и обеспечивает минимальную кривизну труб после деформации.
Использование матрицы с углом конусности 5-15' позволяет производить окончательную доводку толщины стенки до требуемых допусков и тем самым получать прецизионные особотонкостенные трубы с отклонением толщины стенки от номинала на 5-10%.
Использование оправки многоступенчатой в виде чередующихся конических кольцевых выступов с противоположно направленными друг к другу конусами и отстоящими один от другого на расстоянии, большем осевой длины рабочего участка матрицы, позволяет уменьшить вспомогательное время, необходимое для замены оправки между циклами деформации и тем самым повысить производительность процесса.
Величина угла матрицы от 5 до 15' выбирается из следующих соображений. В процессе деформации под действием изменения условий деформирования - температуры, условий смазки, прочности материала и т. п. изменяется усилие на оправке, соответственно изменяется величина упругой деформации стержней, которая приводит к смещениям оправки относительно рабочего участка матрицы. Как показали эксперименты, величина этих смещений от положения равновесия не превышает величины 1 = 2-3 мм. При этом отклонение толщины стенки от номинала не должно выходить за пределы допуска ±(8-10)% при минимальной толщине стенки. Минимальные стенки составляют величину от 0,05 до 0,1 мм, откуда получается максимальная величина допустимых отклонений Δ = 0,004-0,008 мм. Величина угла матрицы α, определяемая из соотношения α= arctg Δ /1, при заданных условиях составляет от 5 до 15'. При этом достаточная величина деформации стенки за счет конусности матрицы, составляющая 0,05-0,08 мм, достигается при длине матрицы 15-30 мм, что допустимо по условиям деформации.
Работа устройства протекает следующим образом.
В исходном состоянии оправка 2 посредством гидроцилиндров 7 и 8 устанавливается за очагом деформации. На концах заготовки предварительно делают по 6-8 надрезов на длину 20-30 см. Стержень 3 оправки отсоединяют от зажима 5, заготовку (трубу) 17 вводят в стержень и вновь присоединяют зажим 5. Далее левый конец заготовки закрепляется в захвате 9, для чего внутренним конусом раздвигают предварительно подрезанные лепестки на конце трубы, которые обжимаются на нем наружным конусом. С помощью гидропривода 11 рабочего хода первый конец заготовки передается через матрицу на стержень 4, где захватывается захватом 10 аналогично левому концу. При этом захват 10 находится между матрицей и выведенной ранее за пределы матрицы оправкой. В штоковые полости гидроприводов 11 и 12 рабочего хода подается давление и заготовке сообщаются растягивающие напряжения, равные 60-70% от предела текучести ее материала. Посредством гидроцилиндров 7 и 8 оправка вводится в очаг деформации и удерживается там при натянутых стержнях 3 и 4. Далее посредством гидропривода 12 производится волочение заготовки со степенью деформации 10-20% и с противонатяжением 60-70% от предела текучести ее материала, которое задается гидроприводом 11.
При подходе заднего захвата 9 к матрице 1 процесс волочения останавливается без снятия натяжения заготовки, оправка выводится из трубы за пределы захвата через отверстие в его внутреннем конусе, заменяется на следующий размер и вновь вводится в очаг деформации. Далее цикл волочения повторяется при движении трубы в обратном направлении. В предлагаемом устройстве используется матрица с углом конусности от 5 до 15'. В процессе деформирования, описанном выше, последняя оправка устанавливается вблизи максимального сечения конуса, поэтому труба на предготовом размере получается с плюсовым допуском по толщине стенки. При этом абсолютная величина отклонения зависит от многих факторов - допусков инструмента, его упругой деформации, отклонения толщины стенки заготовки, изменения свойств материала, температуры и т. п. Поэтому на предготовом размере измеряется действительная толщина стенки трубы с помощью датчика 14 и 15, вычисляется положение оправки в конусной матрице, при котором корректируется отклонение толщины стенки от номинала, оправка с помощью указателя 16 положения оправки устанавливается в это положение и осуществляется окончательное волочение на готовый размер. При стенках менее 0,1-0,2 мм коррекция может производиться в два-три прохода. Ввиду малой величины конусности матрицы (от 5 до 15) коррекция может быть осуществлена с высокой точностью (при величине отклонения от номинала менее 0,1 мм).
Для уменьшения потерь времени между циклами деформации используется многоступенчатая оправка, выполненная в виде чередующихся конических кольцевых выступов с противоположно направленными друг к другу конусами и отстоящими друг от друга на расстоянии, большем осевой длины рабочего участка матрицы (фиг. 2). Каждый кольцевой выступ по существу представляет собой оправку очередного прохода. После каждого прохода оправка смещается на величину расстояния между кольцевыми выступами и производится следующий цикл волочения. Таким образом, уменьшается время, необходимое для замены оправок, а следовательно повышается производительность процесса изготовления труб.
С момента захвата концов заготовки зажимами работа установки протекает в автоматическом режиме с использованием ЧПУ, в которое вводится программа работы, параметры заготовки трубы и допуски на толщину стенки. П р и м е р. Производилась деформация заготовки по маршруту: 30,0 х 0,4 ->> 30,0 х x 0,15 ± 5%, из стали Х18Н9Т в шесть проходов с использованием оправок четырех размеров. Осевая длина конусного рабочего участка матрицы 20 мм, разность диаметров рабочего участка 0,15 мм. Величина противонатяжения в среднем составляла 0,65-0,7 от предела текучести материала заготовки соответствующего прохода. Первые четыре прохода выполнялись со сменой оправки в очаге деформации, последние два - с осевым перемещением оправки в конусном участке матрицы. Все проходы, начиная с третьего, выполнялись с приложением к матрице радиальных ультразвуковых колебаний. Амплитуда колебаний на рабочей поверхности матрицы составляла около 3 мкм.
Результаты сведены в таблицу.
Как видно из таблицы, в шесть проходов получена особотонкостенная труба с толщиной стенки 0,15 ± 5% мм. На третьем и четвертом проходах видно некоторое увеличение диаметра из-за раздачи на оправках, находящихся перед очагом деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| Стан для волочения труб на оправке | 1989 |
|
SU1694275A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1994 |
|
RU2066577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391161C2 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1998 |
|
RU2148445C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2378067C1 |
| Способ холодной пилигримовой прокатки труб | 1988 |
|
SU1613209A1 |
| Способ волочения особотонкостенных труб малого диаметра | 1990 |
|
SU1766551A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПОДВИЖНОЙ ОПРАВКЕ | 1992 |
|
RU2057609C1 |


Изобретение относится к трубопрокатному производству и наиболее эффективно может быть использовано при производстве прецизионных особотонкостенных труб. Цель изобретения - повышение точности геометрических размеров и увеличение производительности. Устройство для деформации особотонкостенных труб на неподвижной оправке содержит матрицу 1 с коническим рабочим участком, угол конусности которого равен 5-15′ , оправку 2, к концам которой присоединены стержни 3 и 4, удерживаемые с натяжением посредством зажимов 5 и 6 и гидроцилиндров 7 и 8. Концы трубы 17 захватываются с натяжением посредством захватов 9 и 10, имеющих гидроприводы 11 и 12 осевого перемещения. Оправка 2 может быть многоступенчатой. 3 ил., 1 табл.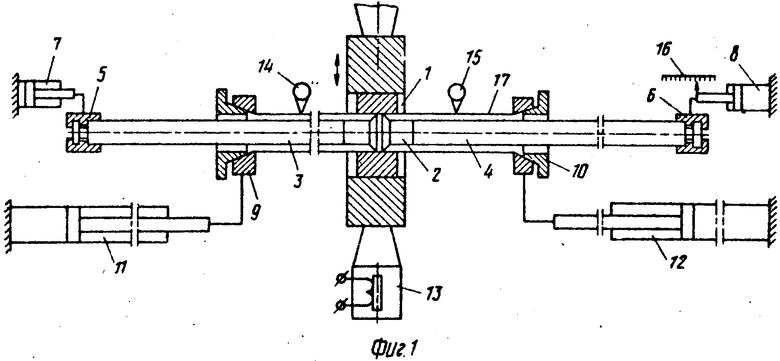
УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИИ ОСОБОТОНКОСТЕННЫХ ТРУБ НА НЕПОДВИЖНОЙ ОПРАВКЕ, содержащее захваты концов трубы, имеющие каждый привод осевого перемещения, стержень и соединенную со стержнем одним концом оправку, отличающееся тем, что, с целью повышения точности геометрических размеров и увеличения производительности, оно снабжено матрицей с коническим рабочим участком, угол конусности которого равен 5 - 151, и дополнительным стержнем, присоединенным к другому концу оправки, а каждый захват выполнен в виде коаксиальной пары с конусными поверхностями взаимодействия элементов пары, из которых внутренний выполнен с осевым отверстием для прохода оправки.
| Вюкше И., Решмейд Г | |||
| Холодная прокатка труб | |||
| Материалы конференции, проведенной Обществом немецких металлургов совместно с Домом техники г.Эссена | |||
| Производство труб | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
