Известны способы изготозления полых профилей из сплошных заготовок при совмещении операций прошивки и прессования. Однако применение известных способов нри изготовлении полых изделий большой длины с отверстием менее 15 мм сопровождается низкой стойкостью инструмента, например, прошивных игл.
Особенность настояш,его способа изготовления полых профилей с малым отверстием (менее 15 мм) заключается в том, что, с целью повышения стойкости инструмента (прошивной иглы), прессование производят при помощи комбинированной иглы, состоящей из большой предохранительной съемной иглы и малой рабочей иглы, на ко|орой осушествляют прессование с применением двух пресс-шайб. Причем прессование производят при условии обеспечения возникновения в рабочей игле сжимающих напряжений.
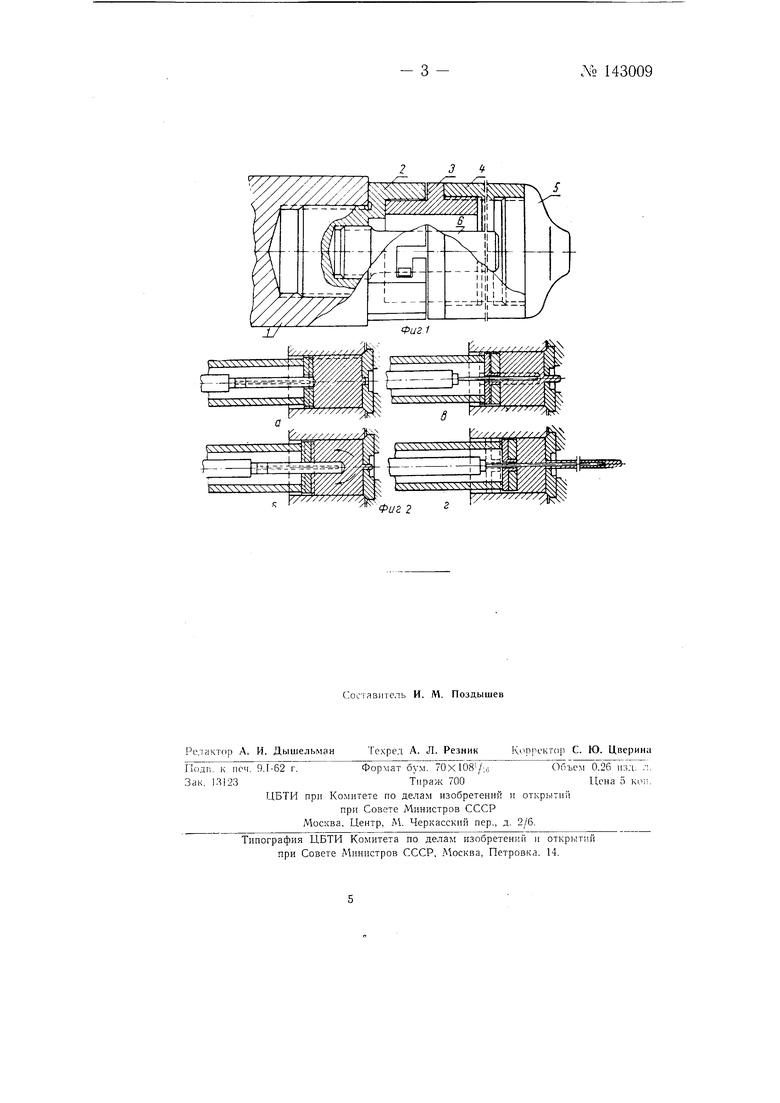
На фиг. 1 показана комбинированная прошивная игла; на фиг. 2 дана схема процесса поэтапного прессования полых профилей с малым внутренним отверстием.
Комбинированная игла для прессования полых профилей с отверстием менее 15 мм закрепляется иглодержателем / пресса и состоит из основания 2, з котором при помощи переходной втулки 3 помещена пустотелая большая игла 4 с ее наконечником 5. Внутри большой иглы 4 помешена малая игла 6. В процессе прессования при прошивке слитка малую иглу 6 от нагревания и продольного изгиба предохраняют большая игла 4 и ее наконечник 5. Переходная втулка 3 имеет сухари для соединения ее с основанием 2 большой иглы . Основание большой иглы имеет резьбу для крепления его в иглодержателе 1 и гнездо, в которое ввинчивается малая игла 6.
Способ прессозания состоит из следуюших основных этапов (фиг. 2):
№ 1430092
а)осажде,нне слитка (распроссонка) пресс-шайбой, имеющей отверстие под большую иглу;
б)прошивка Слитка комбинированной иг.юй. Прн -том давление на пресс-шайбу (главный плунжер) снимается для обеспечения обратного истечения металла. Прошивка производится так. что между матрицей и комбинированной иглой остается небольпюс донышко. Для этого на шкале нглы предварительно делается отметка, до которой подается игла. Затем комбинированная игла извлекается из слитка и снимается большая игла;
в)в контейнер пресса подается вторая пресс-шайба с диаметро.м отверстия под малую иглу, и в прошитый слиток вводится ма.чаи игла до второй отметки на шкале иглы. Производится второе осаживание слитка для заполнения мета.ллом полости между мало) игло и внутренней поверхностью прошитого слитка;
г)производится прошивка доиын1ка малой иглой, и начииается процесс прессова1П1я полого профиля.
Важнейшим условие.м прессования полых изделий с .ма.той иглой является обеспечение такой скорости движения иглы, при которч она превосходит скорость движеьп1я пресс-шайбы. При этом в иг.че, вследствие действия сил трения развиваются сжимаюпд,ие напряжения, гарантируюн1,ие отсутствие условий, при которых может образоваться шейка на теле иглы. Для обеснечения указанного CKOJ)OCTного режима длина малой иглы, а следовательно, и большой, должна быть в 1,2-2,0 раза больше длииы обычно ирименяемых игл.
Предупреждеиие от образования шейки на передней частн малси иглы достигается иостоянной сменой ее частей, находящихся в .)чке ирессовой матрицы.
Конструкция комбинированной иглы может быть различио, а вместо одной малой (рабочей) иглы может б)зггь установлено несколько игл, с целью получения полых профилей с несколькими OTisepстиями.
П р е д м е т и з о б р е т е и и я
1.Способ прессования полых профилей, отличающийся тем, что, с целью повышения стойкости иглы при изготовлении изделий, прессование производят с помощью комбинированиой иглы, состояще из съемной больнюй иглы, которая работает при прошивке и предохраняет малую (рабочую) иглу от нагревания при процлшке и продольного изгиба, и малой иглы, на KOTOpoii производят прессование профиля, при этом соответст15енно прпменяют две иресс-шайбы.
2.Способ прессования по н. 1, о т л и ч а ю Hj,n и с я тем, что процесс прессования профиля осуществляют так, что скорость движения иглы (иглодержателя) до.чжна пр-чьппать скорость движения прессщайбы (пуансона главн()1() плунжера), чтобы в И1ле создавались сжимающие напряжения.
3 «
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дополнительной калибровки или редуцирования трубы при холодной прокатке | 1961 |
|
SU145526A1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
| Способ изготовления профильных труб | 1961 |
|
SU145525A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU274063A1 |
| Игла для прессования полых изделий сложной формы | 1978 |
|
SU778856A1 |
| Инструмент для прессования труб совмещенным методом | 1973 |
|
SU473539A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1966 |
|
SU214488A1 |
| Способ получения бесшовных плакированных профилей и инструмент для его осуществления | 1988 |
|
SU1697919A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |