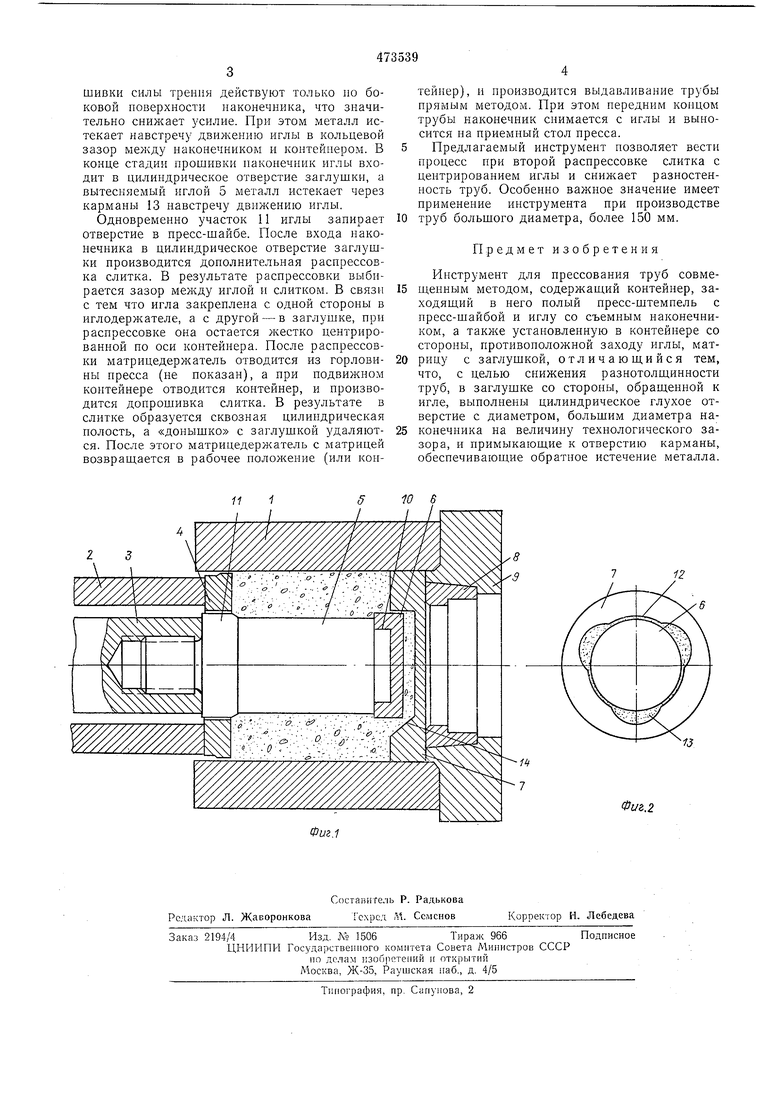
шивки силы тренпя действуют только но боковой поверхности наконечника, что значительно снижает усилие. При этом металл истекает навстречу движению иглы в кольцевой зазор между наконечником и контейнером. В конце стадии нрошивки наконечник иглы входит в цилиндрическое отверстие заглушки, а вытесняемый иглой 5 металл истекает через карманы 13 навстречу движению иглы.
Одновременно участок 11 иглы запирает отверстие в пресс-шайбе. После входа наконечника в цилиндрическое отверстие заглушки производится дополнительная раснрессовка слитка. В результате распрессовки выбирается зазор между иглой и слитком. В связи с тем что игла закреплена с одной стороны в иглодержателе, а с другой - в заглушке, при распрессовке она остается жестко центрированной но оси контейнера. После распрессовки матрицедержатель отводится из горловины пресса (не показан), а при подвижном контейнере отводится контейнер, и производится донрошивка слитка. В результате в слитке образуется сквозная цилиндрическая полость, а «донышко с заглушкой удаляются. После этого матрицедержатель с матрицей возвращается в рабочее положение (или контейнер), и производится выдавливание трубы прямым методом. При этом передним концом трубы наконечник снимается с иглы и выносится на приемный стол пресса. Предлагаемый инструмент позволяет вести процесс при второй распрессовке слитка с центрированием иглы и снижает разностенность труб. Особенно важное значение имеет применение инструмента нри производстве труб большого диаметра, более 150 мм.
Предмет изобретения
Инструмент для прессования труб совмещенным методом, содержаш,ий контейнер, заходящий в него полый пресс-штемпель с нресс-шайбой и иглу со съемным наконечником, а также установленную в контейнере со стороны, противоположной заходу иглы, матрицу с заглушкой, отличающийся тем, что, с целью снижения разнотолщинности труб, в заглушке со стороны, обращенной к игле, выполнены цилиндрическое глухое отверстие с диаметром, большим диаметра наконечника на величину технологического зазора, и примыкающие к отверстию карманы, обеспечивающие обратное истечение металла.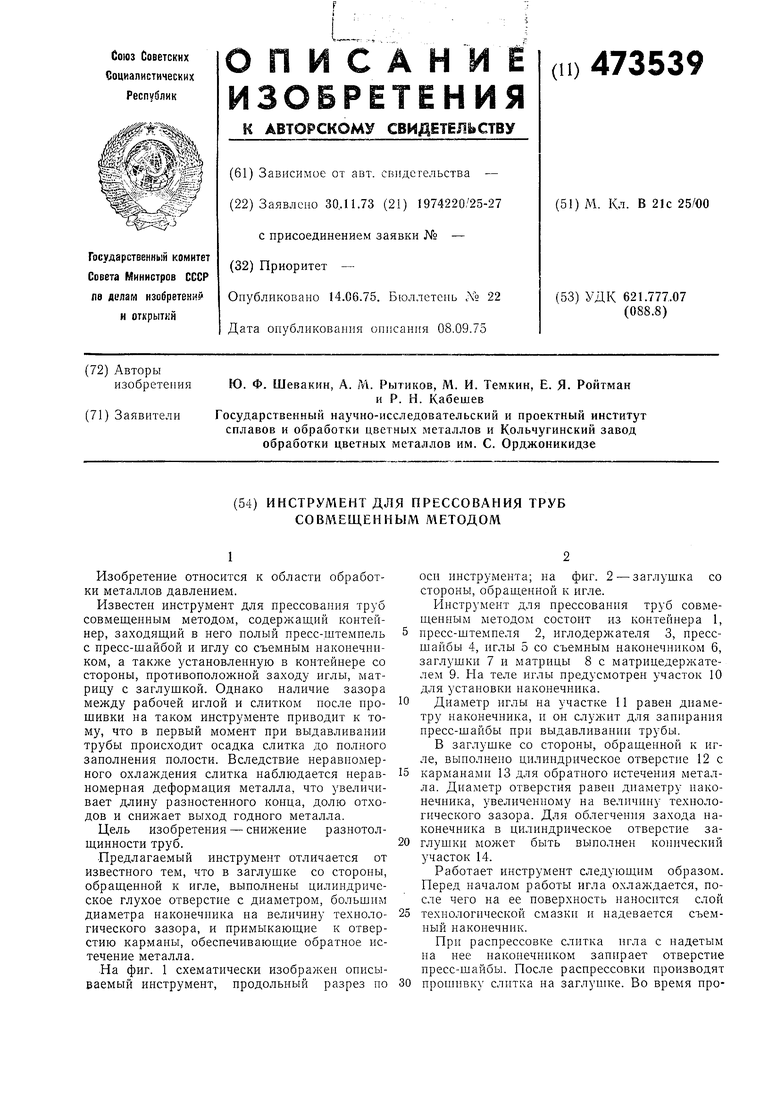
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования полых изделий | 1986 |
|
SU1433518A1 |
| Способ работы инструмента для экструдирования заготовок | 1975 |
|
SU595032A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
| Способ изготовления профилей | 1983 |
|
SU1230709A1 |
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| ИГЛА ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ ТРУБ | 1973 |
|
SU406592A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| УСТРОЙСТВО ДЛЯ ОБРАТНОГО ПРЕССОВАНИЯ ТОЛСТОСТЕННЫХ ТРУБ | 2002 |
|
RU2252093C2 |
| Инструмент для прессования из заготовок полых профилей | 1972 |
|
SU446336A1 |
