Изобретение относится к области прессования металлов.
Известные прессы выполнены таким образом, что центральная и внешняя прошивные системы конструктивно расположены в главном плунжере. Вследствие этого внешняя промывная система имеет короткий ход, обеспечивающий только отрезку готового изделия, а движение центральной прошивной системы зависит от движения главного плунжера. Практически внешняя обрезная игла не участвует в процессе прошивки слитка и прессовании, что ведет к понижению стойкости инструмента и повышению разностенности труб.
Для устранения перечисленных недостатков лредлагается конструкция пресса с двумя независимыми прошивными системами. Внешняя прошивная система предназначается для прошивки в заготовке несквозной полости иглой, диаметр которой значительно больше диаметра отверстия прессуемой трубы, и для удержания этой иглы, неподвижной в процессе прессования. Игла внешней прошивной системы выполняется полой, во время прошивки полость закрывается центральной иглой. Центрально прошивной системой с помощью центральной иглы, размещенной внутри полой иглы, производится просечка дна прошитой заготовки и оформление полости прессуемой трубы.
Такая конструкция пресса позволяет осуществлять прошпвку жесткой иглой диаметром, большим диаметра центральной иглы, что обеспечивает уменьшение разнотолщинности прошиваемых заготовок и прессуемых труб. Увеличению стойкости центральной иглы способствует то, что в процессе прошивки она защищена полой иглой и не получает предварительного разогрева.
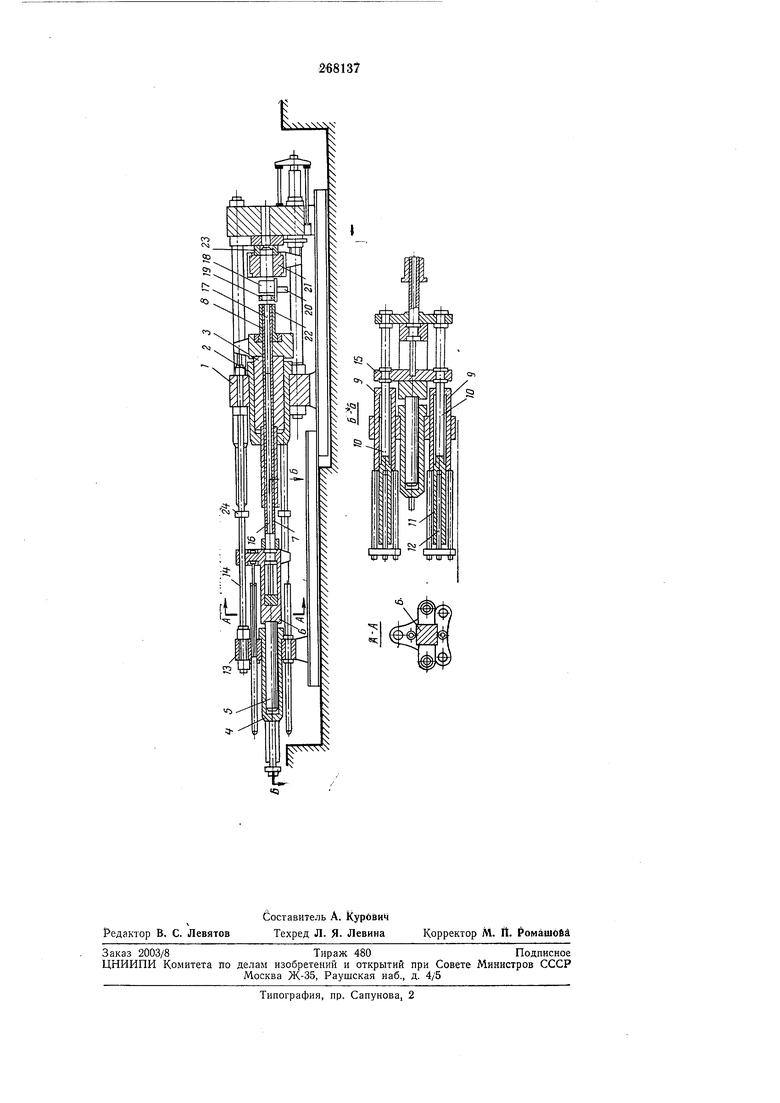
На чертеже показан вариант конструкции предлагаемого пресса.
Пресс имеет заднюю траверсу /, в которой закреплен главный цилиндр 2 с плунл ером 3. Внешняя прошивная система содержит рабочий цилиндр 4, плунжер 5, связанный посредством подвижной траверсы 6 с иглодержателем 7, на котором крепится полая игла 8. Центральная прошивная система содержит два возвратных цилиндра 9 с плунжерами 10
дифференциального типа, включающими рабочие цилиндры // с плунжерами 12. 1Дилиндры 9 и 4 крепятся в неподвижной прошивной траверсе 13, соединенной тремя колоннами 14 с траверсой /. В вырезе подвижной траверсы 6 подвижно расположена траверса 15 центральной прошивной системы, в которой крепятся плунжеры W и иглодержатель 16, на котором крепится центральная игла 17.
Когда все детали пресса находятся в исходном положении (как показано на чертеже), сплошная заготовка 18 с прессшайбой 19 подается загрузчиком 20 на ось прессования между контейнером 27 и полым прессштемпелем 22. Под действием жидкости, подаваемой в главный цилиндр 2, плунжер 3 перемещается вправо, и прессштемпель заталкивает прессшайбу и заготовку в контейнер. После того как заготовка упрется в матрицу 23, запирающую контейнер, жидкость будет подаваться в цилиндр 4. Плунжер 5 движется вправо вместе с траверсой 15 и иглодержателями 7 м 16 ко прохождения игл 5 и /7 через отверстие в прессшайбе 19 до упора в заготовку. При этом цилиндры 9 соединены со сливом. Затем производится подпрессовка заготовки, для чего цилиндр 2 соединяется с источником жидкости высокого давления.
Прошивка осуществляется подачей жидкости высокого давления в цилиндр 4 до тех пор, иока подвижная траверса не дойдет до упоров 24. Прошивка ведется полой иглой 8, заглушенной центральной иглой 17. Просечка дна прошитой заготовки и прессование происходят при последовательной подаче жидкости высокого давления в цилиндры // и 2. Отрезка отпрессованной трубы или профиля и отделение прессостатка производится известными способами.
Предмет изобретения
Пресс для прессования полых профилей, содержащий смонтированный на силовой раме главный цилиндр с плунжером и прессштемпелем, центральную прошивную систему с подвижной траверсой и иглодержателем и соосно с ней расположенную внешнюю прошивную систему с подвижной траверсой и иглодержателем, а также с неподвижной траверсой, связанной колоннами с силовой рамой, отличающийся тем, что, с целью повышения стойкости инструмента и качества изделий, подвижная траверса центральной прошивной системы расположена внутри подвижной траверсы внешней прошивной системы и связана тягами с дополнительной подвижной траверсой, установленной на иглодержателе внешней прошивной системы, упирающейся после прошивки заготовки в плунжер главного цилиндра и обеспечивающей при прессовании временную связь прессштемпеля с подвижной траверсой центральной прошивной системы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХГИЛЬЗ | 1971 |
|
SU315501A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Пресс для прессования полых профилей | 1977 |
|
SU670463A1 |
| ГОРИЗОНТАЛЬНЫЙ ТРУБОПРОФИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС&^^а<;:: | 1972 |
|
SU323294A1 |
| Гидравлический пресс | 1975 |
|
SU582102A1 |
| Устройство для прессования полых профилей | 1976 |
|
SU617096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННЫХ СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2491146C1 |
| Н. Д. ОСИНОЕ,А. Г. Ирошников и В. М. Каковин | 1969 |
|
SU242672A1 |
| ИНСТРУМЕНТ К ПРЕССУ С САМОСТОЯТЕЛЬНЫЛ< ПРОШИВНЫМ УСТРОЙСТВОМ | 1972 |
|
SU360126A1 |
| ГИДРАВЛИЧЕСКИЙ ТРУБОПРОФИЛЬНЫЙ ПРЕСС | 1972 |
|
SU360127A1 |