1
Изобретение относится к обработке металлов давлением, в частности к производству полых профилей сложной формы прессованием, и может быть использовано в качестве инструмента для 5 образования внутренней полости прессизделия.
При прессовании полых профилей сложной формы, которое является одним из основных способов их производства,О вследствие неравномерности точения метсшла при прошивке слитка иглой наблюдается смещение ее с оси прессова- ния. .
Известна игла для прессования по- 15 лых изделий, которая включает в себя корпус иглы и рабочий участок, формирующий внутрарнее отверстие, причем площадь поперечного сечения корпуса иглы значительно больше площади пО- 20 перечного сечения рабочегоучастка Tt Однако такая конструкция иглы не может полностью исключить смещение рабочего участка иглы с оси прессования в процессе прошивки, не овеспе-И чивает получение изделий с внутренним отверстием менее 12-15 NJM вследствие перегрева и обрыва рабочего участка и требует предварительного регулирования положения иглы после прошивки. 30
Наиболее близка к предлагаемой по технической сущности и достигаемому результату прессовая игла, имеющая корпус и Цилиндрический или конический рабочий участок для формирования отверстия в изделии
Однако известная игла не обеспечивает требуе11ую точность прошивки. Даже если приняты специальные меры для обеспечения равновесия иглы в процессе прессования, смещение иглы при прошивке слитка вызывает ее изгйб и йе11 ушенйё геометрии поперечного сечения изделия иа переднем конце,
Цель изобретения - повышение точности прошивки слитка иглой путем обеспечения ее силового равновесия н& оси прессования.
Поставленная цель достигается конструкцией игЛЫ для прессования изделий сложной формы, содержащей корпус и рабочий участок для формирования отверстия в изделии, перед которым выполнен прошивной участок, торцовая поверхность которого наклонена к оси иглы под углом
:fe
где К - коэффициент пропорциональности.
F F- - большая Й меньшая сйммётрйчнае площади поперечного сечения полого изделия, мм,
причем площадь поперечного сечения иглы в месте сопряжения рабочего участка с прошивным составляет 0,9-0,95 от площади поперечного се чШйя иглы на рабочем участке.
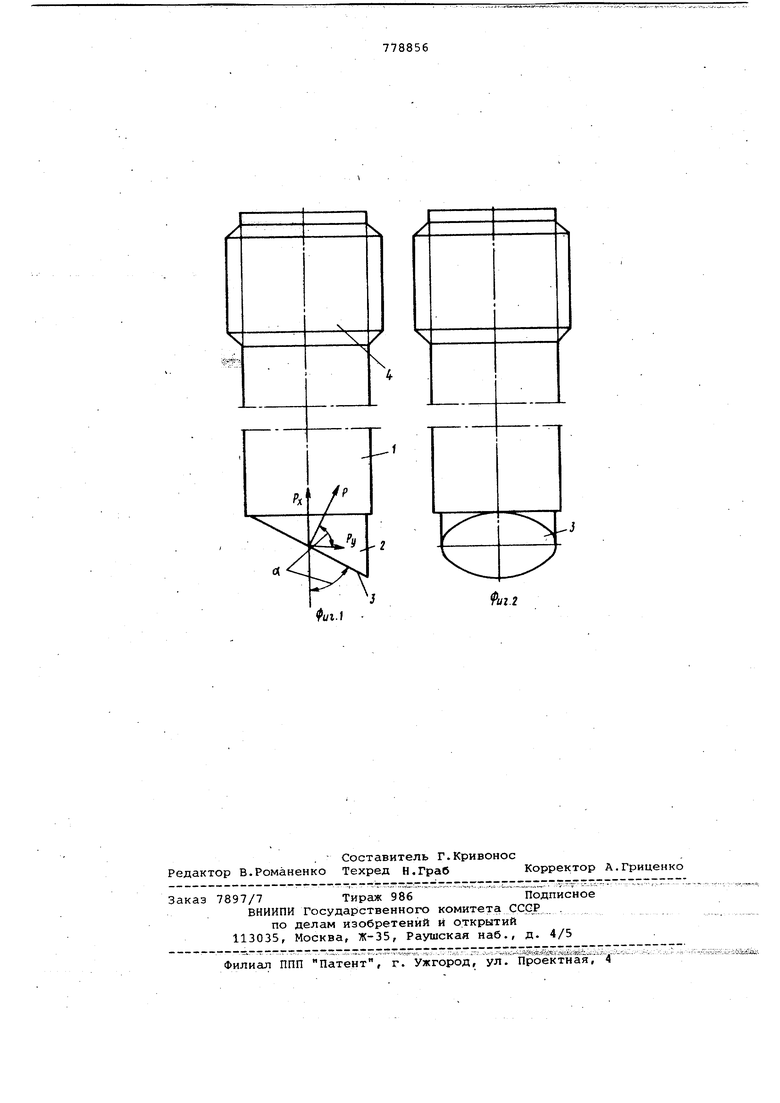
На фиг. 1 схематически показана игла для прессования полах изделий сложной формы, общий вид; на фиг. 2 то же, вид сбоку.
Игла содержит рабочий участок 1 для формирования отверстия в изделии прошивной участок 2 с наклонной торцовой поверхностью 3 и корпус 4.
Площадь поперечного сечения иглы в месте сопряжения рабочего участка 1 с прошивным 2 составляет 0,9-0,95 от площади поперечного сечения иглы на рабочем участке 1.
Работа инструмента осуществляется следующим образом. ,-,;,.
В процессе прошивки слитка при получении полого изделия сложной формы способом прессования на боковую поверхность иглы действует неуравновешенная система сил, приводящая к ее смещению с оси прессования, а сила Р возникающая на наклонной торцовой поверхности 3 прошивного участка 2 иглы, позволяет получить уравновешенну систему нагружения иглы и ее стабилизацию на -оси прессования. Таким образом обеспечивается точное положение иглы при Прошивке слитка.
В процессе прессования боковая и наклонная торцовая поверхности прошййного участка 2 иглы не взаимодейсвуют , металлом слитка, так как площадь ёгБ поперечного сечения меньше площади поперечного сечения иглы на участке -
778856
Игла предлагаемой конструкции диаметром 28 мм с передней частью диаметром 25 мм и наклоном торцовой поверхности к оси иглы 10° позволяет обеспечить точность прошивки слитка с отклонением от оси прессования - 0,6 мм при прессовании медного полого слитка с отношением ассиметричнь1Х площадей поперечного сечения равным 2,5.
. Формула изобретения
Игла для прессования полых издели сложной формы из слитков, содержащая корпус и передний рабочий участок для формирования отверстия, отличающаяся тем, что, с целью повышения точности прошивки, слитка, перед рабочим участком выполнен прошивной, торцовая поверхность которого наклонена к оси иглы под углом
- К ft
где К - коэффициент пропорциональности,
F , F. - большая и меньшая ассиметричные площади поперечного сечения полого изделия, мм,
причем площадь поперечного сечения иглы в месте сопряжения рабочего участка с прошивным составляет 0,9-0,95 от площади поперечного сечения иглы на рабочем участке.
Источники информации, rifpинятыe во внимание при экспертизе
1.Шевакин Ю.Ф. и др. Производство труб из цветных металлов. М., Металлургиздат, 1963, С..113.2.Жолобов В.В. и др. Прессовани металлов. М., Металлургия, 1971, с. 416 .(прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования полых изделий с асимметричным профилем поперечного сечения | 1980 |
|
SU1030062A1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| Игла для прессования труб | 1989 |
|
SU1694278A1 |
| Устройство для безокислительного прессования полых заготовок | 1991 |
|
SU1834732A3 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ОБРАТНЫМ ВЫДАВЛИВАНИЕМ | 1987 |
|
RU2074780C1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |