SS (/
С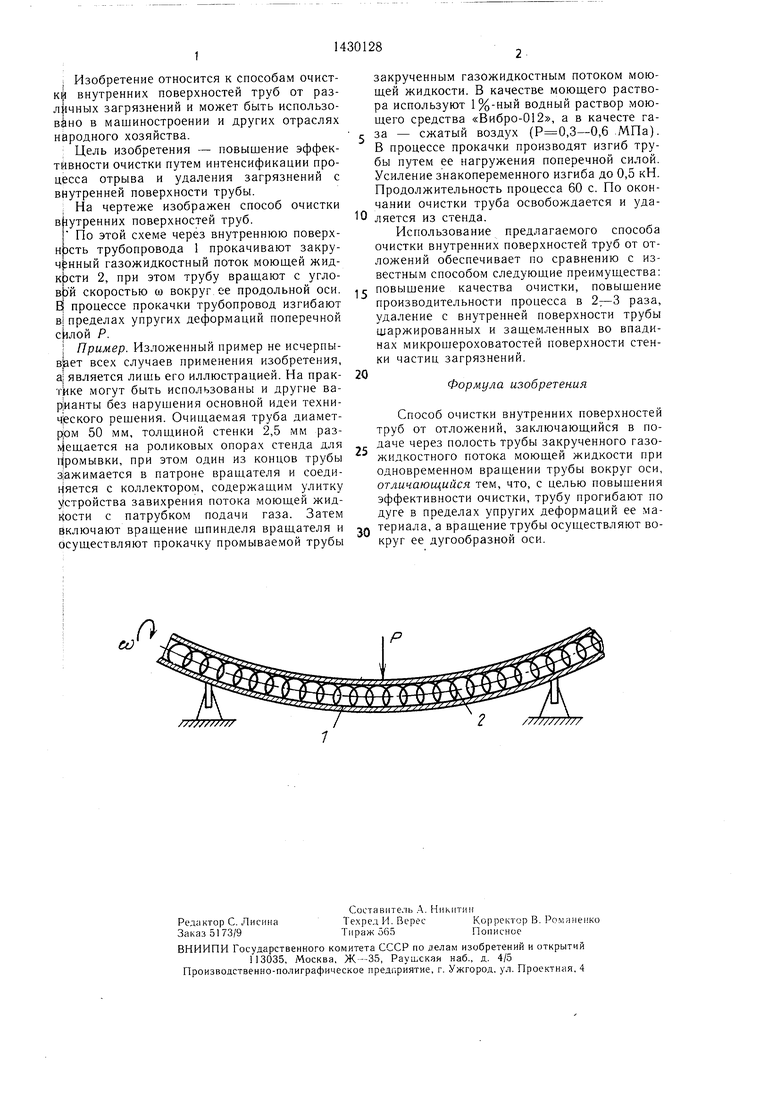
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для очистки внутренней поверхности труб | 1989 |
|
SU1726071A1 |
| СПОСОБ ОЧИСТКИ ТРУБ ОТ ТВЕРДЫХ ОТЛОЖЕНИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2302301C2 |
| Способ очистки внутренней поверхности труб | 1986 |
|
SU1359019A1 |
| СПОСОБ ПРОМЫВКИ ЭЛЕМЕНТОВ СИСТЕМ УЛЬТРАЗВУКОВЫМ ДВУХФАЗНЫМ ПОТОКОМ | 2024 |
|
RU2833387C1 |
| Установка для очистки внутренней поверхности труб | 1988 |
|
SU1622036A1 |
| СПОСОБ ОЧИСТКИ ТРУБ ОТ ТВЕРДЫХ ОТЛОЖЕНИЙ | 2003 |
|
RU2232061C1 |
| Способ очистки изделий и устройство для его осуществления | 1989 |
|
SU1727939A1 |
| Способ очистки внутренней поверхности цилиндрических изделий | 1990 |
|
SU1776465A1 |
| Устройство для очистки эластичных трубопроводов | 1981 |
|
SU1025467A1 |
| Способ очистки газовой среды и устройство для его осуществления | 2020 |
|
RU2753659C1 |
Изобретение относится к очистке внутренней поверхности труб и обеспечивает повышение эффективности очистки. Процесс очистки осуществляют при знакопеременном изгибе очищаемой трубы. При этом знакопеременный изгиб производят в пределах упругих деформаций ее материала путем приложения к трубе внешней силы в направлении перпендикулярном оси вращения трубы с одновременным вращением трубы вокруг ее дугообразной оси. i ил.
4
ОС
ts:
ос
I Изобретение относится к способам очист- Kiii внутренних поверхностей труб от раз- л|1чных загрязнений и может быть использо- в машиностроении и других отраслях народного хозяйства.
: Цель изобретения - повышение эффективности очистки путем интенсификации процесса отрыва и удаления загрязнений с внутренней поверхности трубы.
: На чертеже изображен способ очистки в 1утренних поверхностей труб.
Г По этой схеме через внутреннюю поверх- н|эсть трубопровода 1 прокачивают закру- газожидкостный поток моющей жид- крсти 2, при этом трубу вращают с угло- В1ЭИ скоростью ш вокруг ее продольной оси. В процессе прокачки трубопровод изгибают в1 пределах упругих деформаций поперечной силой Р.
Пример. Изложенный пример не исчерпы- BJaeT всех случаев применения изобретения, а| является лишь его иллюстрацией. На прак- тИке могут быть использованы и другие варранты без нарушения основной идеи техни- ч еского решения. Очищаемая труба диамет- р:ом 50 мм, толщиной стенки 2,5 мм разрешается на роликовых опорах стенда для Промывки, при этом один из концов трубы з|ажимается в патроне вращателя и соединяется с коллектором, содержащим улитку устройства завихрения потока моющей жид- Ности с патрубком подачи газа. Затем включают вращение шпинделя вращателя и осуществляют прокачку промываемой трубы
/7/////////
закрученным газожидкостным потоком моющей жидкости. В качестве моющего раствора используют 1%-ный водный раствор моющего средства «Вибро-012, а в качесте га- за - сжатый воздух (,3-0,6 ,МПа). В процессе прокачки производят изгиб трубы путем ее нагружения поперечной силой. Усиление знакопеременного изгиба до 0,5 кН. Продолжительность процесса 60 с. По окончании очистки труба освобождается и удаляется из стенда.
Использование предлагаемого способа очистки внутренних поверхностей труб от отложений обеспечивает по сравнению с известным способом следующие преимущества: повышение качества очистки, повышение производительности процесса в 27-3 раза, удаление с внутренней поверхности трубы шаржированных и защемленных во впадинах микрошероховатостей поверхности стенки частиц загрязнений.
0
5
20
25
30
Формула изобретения
Способ очистки внутренних поверхностей труб от отложений, заключающийся в подаче через полость трубы закрученного газожидкостного потока моющей жидкости при одновременном вращении трубы вокруг оси, отличающийся тем, что, с целью повышения эффективности очистки, трубу прогибают по дуге в пределах упругих деформаций ее материала, а вращение трубы осуществляют вокруг ее дугообразной оси.
///////////
| Авторское свидетельство СССР |
