СО
о ю
со
Изобретение отно.сится к металлур-- гии и oжeт быть использовано при контактной стыковой сварке горячекатаных полос для дальнейшего передела.
Цель изобретения - упрощение процесса дальнейшей обработки сварного шва и сокращение цикла сварки.
Одной из причин, приводящей к обрыву сварного шва при холодной про- катке, является неравномерность распределения механических свойств по длине- шва. Наибольшие значения пределов текучести, прочности и твердости металла шва наблюдается посередине полосы, наименьшие - по краям.
Распределение механических свойств по длине сварного шва достаточно точно описывается линейными уравнениями.
- Различия в механических свойствах шва посередине полосы и на кромках достигает 20%, При поступлении в очаг деформации сварного шва с неравномерно распределенными механическими свойствами возникает неравномерность в распределении контактного давления по длине бочки прокатного валка и увеличивается неравномерность распределения натяжения по ширине полосы, что может привести к обрыву шва.
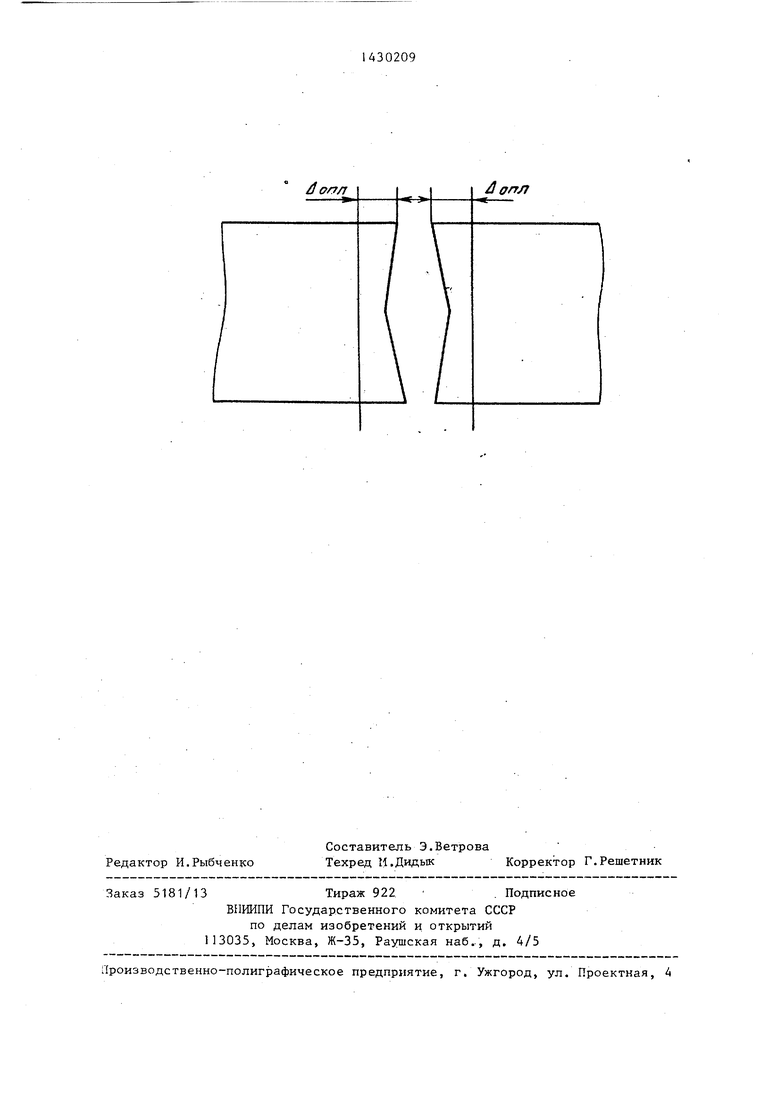
На чертеже показана подготовка кон цов свариваемых полос гго предлагаемому способу, где on величина оплавления кащюй из полос.
Способ реализуется следующим образом.
Горячекатаную полосу с разматыва- теля подают к кожницам, где производят обрезку концов предыдущего и последую-о щего рулонов таким образом, чтобы вылет по ширине сварки свариваемых полое изменялся по закону, обратному , форме линии, описывающей закон изменения механических свойств шва при 45 сварке с постоя}1ным вьшетом. После этого концы сваривают и зачищают грат.
При стыковой сварке оплавлением по обычной технологии вылет свариваемых Q концов одинаков по всей ширине полосы. В результате получают швы с неравномерной структурой и, как следствие, с неравномерно распределенньпуи механическими свойствами по длине шва.
55
различие которых может достигать 20%,
с
JQ 15
20 5ЗО
, 35
о 45 .
Q
5
Распределение тепла по краям и середине шва, обусловленное самим процессом сварки и различными условиям11 теплоотвода, неодинакдво, неравномерность механических свойств тем больше, чем больше ширина свариваемых полос,
Применение переменного выпета вследствие различной величины оплавления по ширине стыка обеспечивает неравномерное распределение температуры по длине шва при сварке и ее выравнивание в процессе охлаждения из- за неравномерности теплоотвода. В результате получают сварной шов с равномерной структурой и механическими свойствами по всей его длине.
Пример: Производили сварку полос стали 0810 толпщной 2,3 мм шириной 1520 мм на стыкосварочной маш-и не в линии стана 2030 бесконечной холодной прокатки. Обрезку концов производили на ножницах, встроенных в сварочной машине со смещением полосы вначале в одну сторону, а затем в другую для получения конусного среза относительно середины полосы. Величина вьшета между серединой и краем полосы отличались,на 2,5-3,0 мм. Сварку полос по предлагаемому и извест- Hot-iy способу осуществляли на одинаковых режимах,
Резница механических свойств по длине шва по предлагаемому способу не превьшает 1%,
Применение способа позволит в результате устранения разницы механических свойств по длине швов повысить их прокатываемость на 0,5-1,0%.
Формула изобретения
Способ контактной стыковой сварки горячекатаных полос дальнейшего передела, включающий предварительную обрезку, концов свариваемых полос и последующую обработку сварного шва, о т л и ч а ю щ и и с я тем, что, с целью упрощения процесса дальнейшей обработки сварного шва и сокращения цикла сварки, обрезку концов свариваемых полос осуществляют по форме, обратной форме линии, описывающей закон изменения механических свойств по длине сварного шва при сварке с постоянным вылетом концов полос.
/I ОГГЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки горячекатаных полос | 1983 |
|
SU1143548A2 |
| Способ обработки сварного шва | 1978 |
|
SU747900A1 |
| Способ сварки горячекатаных полос | 1984 |
|
SU1232424A2 |
| Способ обработки сварного шва | 1975 |
|
SU536025A1 |
| Способ обработки сварного шва | 1978 |
|
SU747898A1 |
| Способ обработки сварного шва | 1978 |
|
SU734300A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| Способ обработки сварного стыка | 1978 |
|
SU747899A1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2230638C1 |
Изобретение относится к области металлургии и может быть использовано при контактной стыковой сварке горячекатаных полос для дальнейшего передела. Цель - упрощение процесса дальнейшей обработки сварного шва и сокращение цикла сварки. Перед сваркой производят обрезку концов свариваемых полос с получением конусного среза относительно середины полосы. Форма обрезки обратна форме линии, описывающей закон изменения механических свойств по длине сварного шва при сварке с постоянным вьшетом концов полос. Вследствие различной величины оплавления по ширине стыка обеспечивается неравномерное распределение температуры по длине шва при сварке и охлаждении из-за неравномерности теплоотвода. Тем самым устраняется не-с УЗ равномерность механических свойств по длин е шва. 1 ил.
| СПОСОБ СВАРКИ ГОРЯЧЕКАТАНЫХ ПОЛОС | 0 |
|
SU390884A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ сварки горячекатаных полос | 1983 |
|
SU1143548A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
