1
Изобретение относится к прокатке металла, а именно к предварительной подготовке полос для производства холодиокатаного листа рулонным способом.
Известна технология производства холоднокатаион листовой стали, полученной из подката после сварки нескольких горячекатаных полос в один рулон и прокатки его на станах холодной прокатки. Однако при существующих скоростях движения полосы в валках наличие сварных швов является причиной биения валков, так как возмущения, вносимые деформацией свариых соединений, весьма быстротечны и Б силу инерционности системы автоматического регулироваиия обжатия устойчивость процесса прокатки не обеспечивается. Это ведет к увеличению иродольиой разнотолиипиюсти листа и к обрывам иолосы по шву.
Цель предложения - иовысить стабильность и скорость прокатки листа.
Это достигается тем, что в ироцессе съема грата толщину металла в месте сварного щва занижают по сравнению с толщиной свариваемых полос на величину А/г, определяемую по формуле:
Нп (п - ЕШ)
ДЬ
где
1 -Е,
Нп - толщина свариваемых полос, ЕП -относительное обжатие основного металла в первой клети.
ЕШ-относительное обжатие в центре шва в
иервой .
При выполнении сварного шва ио предлагаемому способу обеспечивается выравнивание предела текучести металла иолосы и толщины листа после первого обжатия. По мере прохождения шва через остальные клети наблюдается выравниваиие микроструктуры зоны термического влияния (образующейся при сварке) и основного металла. В результате возможность обрыва полос ио шву в межклетевых промежутках 2-5-й клетей иоцижается.
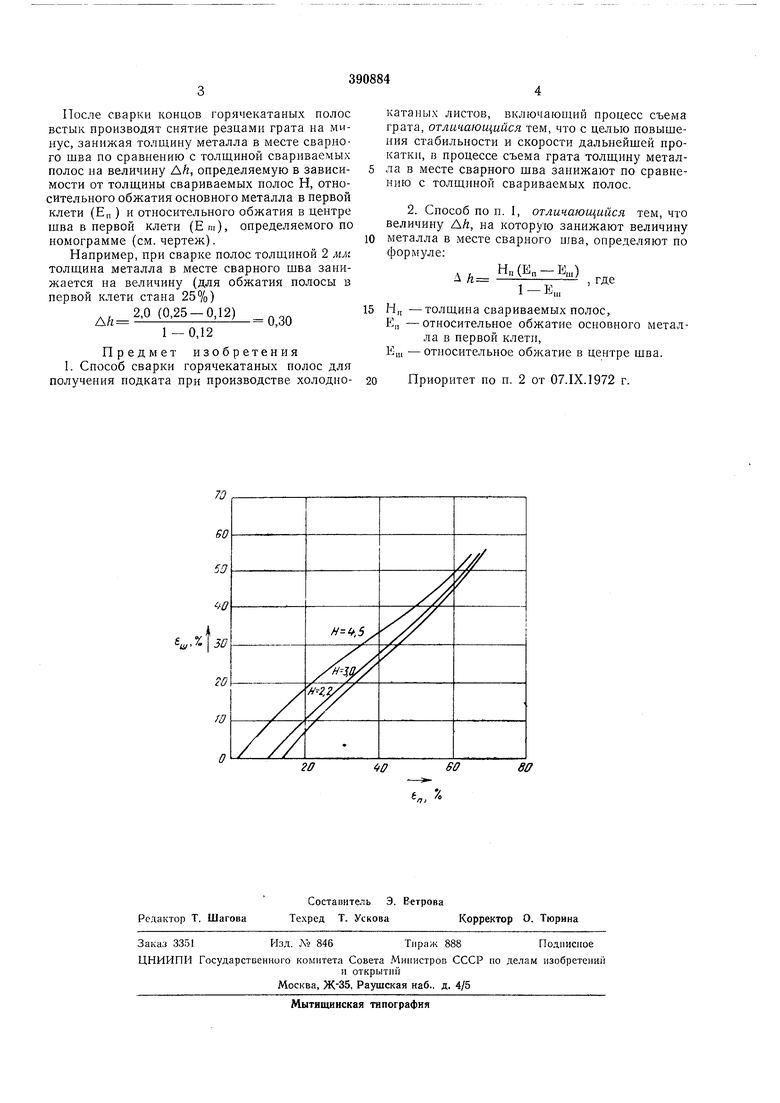
Иа чертеже изображена зависимость обжатия в цеитре шва от стеиеии деформации металла полосы, способствующей выравниванию мехаиических свойств иолосы и шва.
Сварка горячекатаиых полос ио иредлагаемому способу производится встык ири скорости
оплавления начальной - 0,037 -f 0,026 мм/сек, конечной (сплавным переходом) - 3,,6 мм/сек соответственно д.ля тонкого и толстого подката (2- 4,5 мм), При этом припуск на оплавлеиие дается 14 мм, сила тока - 28700-f-32800 а, напряжение -9,2-j-14,9 в. Скорость осадки равна 60 - 90 мм/сек. При таких параметрах сварки обеспечивается прочное закрытие кратеров жидким металлом без окисления торцов и образования пористости в
приконтактных участках для всего сортамента иолос.
После сварки концов горячекатаных полос встык производят снятие резцами грата на минус, занижая толщину металла в месте сварного шва по сравнению с толщиной свариваемых полос на величину Aft, определяемую в зависимости от толщины свариваемых полос Н, относительного обжатия основного металла в первой клети (ЕП ) и относительного обжатия в центре шва в первой клети (Еш), определяемого по номограмме (см. чертеж).
Например, при сварке полос толщиной 2 мм толщина металла в месте сварного шва занижается на величину (для обжатия полосы в первой клети стана 25%)
2,0(0,25-0,12)
1 - 0,12
Предмет изобретения 1. Способ сварки горячекатаных полос для получения подката при производстве холоднокатаных листов, включающий процесс съема грата, отличающийся тем, что с целью повышения стабильности и скорости дальнейшей прокатки, в процессе съема грата толщину металла в месте сварного щва занижают но сравнению с толщиной свариваемых полос.
2. Способ по н. 1, отличающийся тем, что величину Л/г, на которую занижают величину металла в месте сварного шва, определяют по формуле;
л Нп(Е„-Е)
А Л-- , где
1 - Ли,
Н„ -толщина свариваемых полос,
Е„ -относительное обжатие основного металла в первой клети, ЕШ - относительное обжатие в центре шва.
Приоритет по н. 2 от 07.IX.1972 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сварного шва при получении подката для холоднокатаных листов | 1983 |
|
SU1348114A1 |
| Способ обработки сварного шва | 1975 |
|
SU536025A1 |
| Способ обработки сварных соеди-НЕНий гОРячЕКАТАНыХ СТАльНыХ пОлОС | 1978 |
|
SU819198A1 |
| Способ обработки сварного шва | 1978 |
|
SU747900A1 |
| Способ обработки сварного шва | 1978 |
|
SU734300A1 |
| Способ подготовки подката для производства холоднокатаных полос | 1988 |
|
SU1551494A1 |
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ СВАРНЫХ СТАЛЬНЫХ ЛИСТОВ И ЛИСТЫ, ПРОИЗВЕДЕННЫЕ ТАКИМ ОБРАЗОМ | 2017 |
|
RU2709321C1 |
| СПОСОБ ФОРМИРОВАНИЯ РУЛОНА ТРАВЛЕНОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277988C1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2230638C1 |
ш.У 3G
