(Л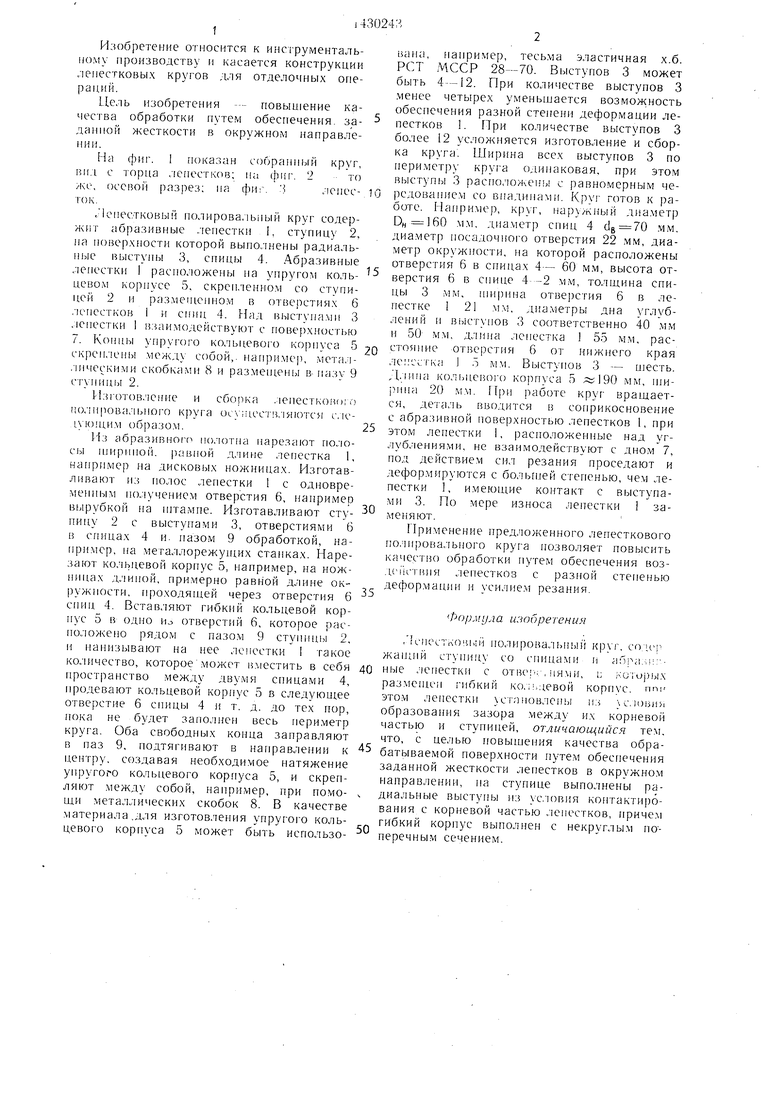
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый полировальный круг | 1987 |
|
SU1502288A1 |
| Лепестковый полировальный круг | 1986 |
|
SU1341008A2 |
| Абразивный лепестковый круг | 1981 |
|
SU1144864A1 |
| Лепестковый полировальный круг | 1985 |
|
SU1333560A1 |
| Лепестковый абразивный круг | 1990 |
|
SU1756133A1 |
| Лепестковый полировальный круг | 1982 |
|
SU1024252A1 |
| Лепестковый полировальный круг | 1988 |
|
SU1703436A1 |
| Зачистная лепестковая головка | 1978 |
|
SU712240A1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
| Лепестковый полировальный круг | 1983 |
|
SU1093528A1 |
Изобретение относится .тальному производству и к инструмен- касается конструкции лепестковы.х кругов, у которых лепестки установлены на гибком ко льцевом корпусе, а корпус связан со ступицей с помощью радиальных спиц. Цель изобретения - повышение качества обработки. Для этого на ступице круга выполнены радиальные выступы так, чтобы часть лепестков корневыми частями опиралась на выступы. В результате в окружном направлении создается заданная жесткость лепестков. 3 ил.
00
о
1чЭ
СО
Изобретение относится к инструментальному производству и касается конструкции лепестковых кругов для отделочных оне- раций.
Цель нзобретення --- повышение качества обработки нутем обеспечения, за- данной жесткости в окружном направлении.
На . 1 показан собранный круг, с торца , ietiecTKOB; на (})1-;г. 2то
же, осевой разрез: на фн)-. лснес-
ток,
.Лепестковый полировальный круг содержит абразивные .лепестки 1. ступицу 2, на поверхности которой выполнены радиаль- Н1з1е выступы 3, спицы 4. Абразивные лепестки I расположены па упругом коль- цевом корпусе 5, скрепленном со ступицей 2 и размеп1епном в отверстиях 6 , icriecTKOB I и спиц 4. Над выступами 3 лепестки 1 в: ,аимодействуют с поверхностью 7. Копны упругого кольцевого корпуса 5 скрсн,)1 между собой,. наприме|), мстал- .1ПЧССКИМИ скобками 8 и размеп1ены в пазу 9 ступицы 2.
Изготов.чение и сборка .lenecTKOiio; о .1Н|10валыюго круга ос ;цсст. |яютс« сло- lyioHuiM образом.
1 1з абразивногч полотна нарезают по.ло- С1з1 плфнпой. )авной длине ленестка 1, например на дисковых ножницах. Изготавливают из полос лепестки 1 с одновременным нолучение.1 отверстия 6, например вырубкой на штампе. Изготавливают сту- пицу 2 с выступами 3, отверстиями 6 в спицах 4 и. иазом 9 обработкой, например, па металлорежуи1,их станках. Нарезают кольцевой корнус 5, например, на нож- нпцах длипой, примерно равной длине окружности. проходяп1ей через отверстия 6 С1П1Ц 4. Вставляют гибкий кольцевой кор- цус 5 в одно HJ отверстий б, которое расположено рядом с пазо.м 9 стуннцы 2, н нанизывают на нее лепестки I такое ко.лпчество, которое может вместить в себя нространство между двумя сницами 4, продевают кольцевой корпус 5 в следующее отверстие б спицы 4 и т. д. до тех пор, иока не будет заполнен весь периметр круга. Оба свободпых конца заправляют в паз 9, подтягивают в направлении к центру, создавая необходимое натяжение унругог-о кольцевого корпуса 5, и скрепляют между собой, например, ири помо- щи металлических скобок 8. В качестве материала,для изготовления упругого кольцевого корпуса 5 может быть иепользо
Q
5
0 5
0
вапа, например, тесьма эластичная х.б. РСТ МССР 28-70. Выступов 3 может быть 4-12. При количестве выступов 3 .менее четырех уменьшается воз.мо.жность обеспечения разной степени деформации лепестков 1. Ири количестве выступов 3 более 12 усложпяется изготовление и сборка круга. Ширина всех выступов 3 по нери.метр) круга одинаковая, при это.м выступы 3 расгю.чожен., с равномерным че- редова1П ем со впадипамп. Круг готов к работе. Например, круг, наружный диаметр .м.м. диаметр спиц 4 .м.м. диаметр посадочного отверстия 22 мм, диаметр окруж1 ости, па которой расположены отверстия 6 в спицах 4- 60 мм, высота отверстия 6 в синце 4-2 мм, толшина спицы 3 мм, П1и)ина отверстия 6 в лепестке 1 21 мм, диаметры дна углублений и выступов 3 соответственно 40 мм и 50 м.м. длина ленестка ) 55 мм, расстояние отверстия 6 ог нижнего края ле::сстка 1 5 мм. Выступов 3 - пшсть. Д. иша к()Л1)Цевого корпуса 5 90 мм, jMHia 20 м.1. Ири работе круг вращается, деталь вво.;и-(тся в соприкосновение с абразивной поверхностью лепестков 1, при этом лепестки I, расположепные над уг- лублепия.ми. не взаимодействуют с дном 7, под действием сил резания проседают и дефор.мируются с .1ей степенью, че.м лепестки 1, и.меющие контакт с выступами 3. Ио мере износа лепестки I заменяют.
Применение нредложенного лепестково1-о гголпровальпого круга позволяет повысить качество обработки путем обеспечения воз- .U licTiuiH лепесткоз с разной степенью дефор.уации и усилие.м резания.
Формула изобретения
, 1снестко15Ь Й полировальный . со/и-Г жани1Й ступицу со сгншами и . ные лепестки с , пя.ми, i; Koiojjbix размешеп гибкий ко.;.цевой корпус, nni- это.м леиесткп стп 1овлепы ii:i слоы1 1 образования зазора между их корневой частью и ступицей, отличающийся тем. что, с целью повышепия качества обрабатываемой поверхности путем обеспечения заданной жесткости ленестков в окружном направлении, на ступице выполнены радиальные выступы из условия корггактиро- вания с корневой частью лепестков, нриче.м гибкий корпус выполнен с некруглым по - перечны.м сечением.
(puf.l
Фиг.З
Составитель С. Григорьев
Техред И. ВересКорректор В. Романснко
Тираж 678Подписное
.
y////////////.
K XXXXX X 99S
Фц.г
| Приспособление для строгания деревянных полов, устраняющее работу на коленях | 1925 |
|
SU1956A1 |
