Известен способ сварки, например, труб дуго11, вращаемой магнитным полем.
Отличительная особенность описываемого способа сварки дугой, перемещаемой магнитным полем, неплавящимся электродом заключается в том, что, с целью сварки прямолинейных, криволинейных, неплоских, замкнутых или незамкнутых щвов, дуга перемещается и нагревает металл по направлению формирования щва при ее возвратно-поступательном движении. При этом дуга по направлению формирования шва пробегает больщее расстояние, чем при движении в обратном направлении.
Дуга горит между изделием и неплавящимся неподвижным электродом, рабочая кромка которого геометрически подобна контуру шва.
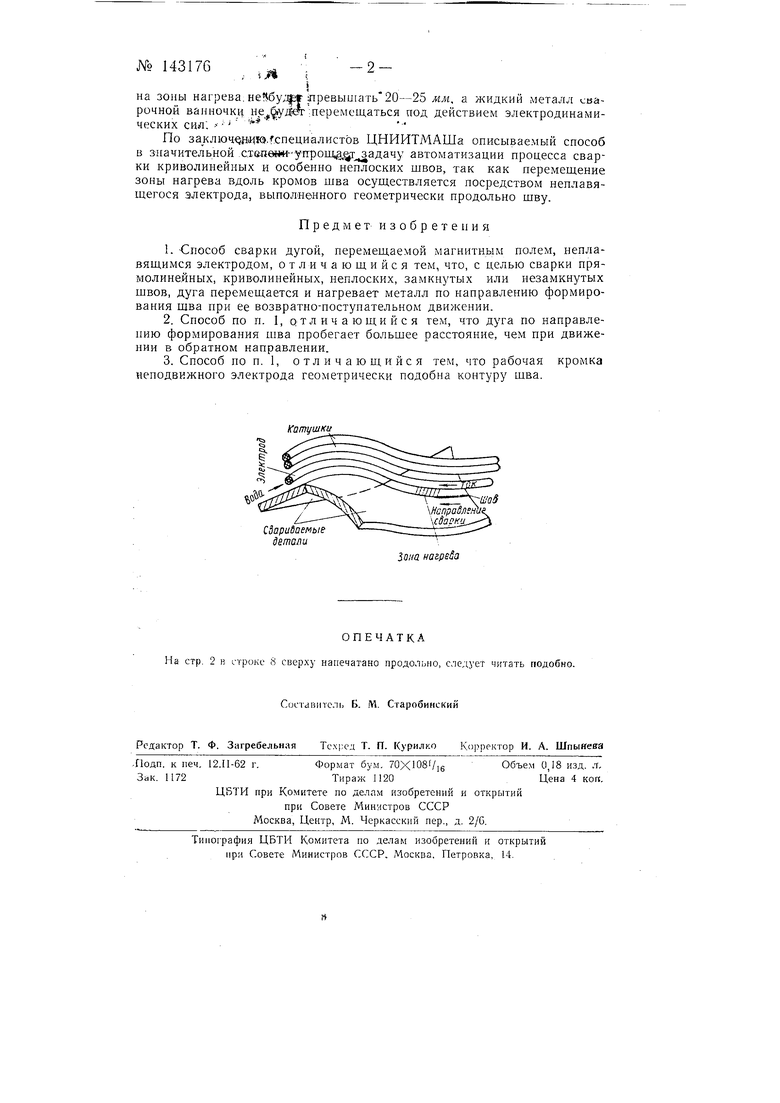
На чертеже показан участок криволинейного нлоского щва и расположение электрода и катушек возбуждения поля при автоматизации сварки оплавлением по предлагаемому способу.
Для достижения равномерного формирования щва и предотвращения разбрызгивания металла щва из жидкой ванночки дуга движется вдоль щва возвратно-поступательно со средней амплитудой, в 2-10 раз превышающей щирину щва. При этом при движении по направлению сварки дуга пробегает больщее расстояние, чем при движении в обратном направлении, т. е. возвратно-поступательное перемещение дуги происходит с максимально возможной скоростью по зоне нагрева, а зона нагрева со скоростью сварки перемещается по контуру щва.
Такое перемещение дуги обеспечивается наличием двух катущек возбуждения магнитного поля. Одна из этих катущек питается переменным током, другая - постоянным, причем суммарное поле этих катущек будет ассиметрично по амплитуде и частоте. Частота питания катущки переменного тока должна быть порядка 1000 герц, благодаря чему длина зоны нагрева. Hei6yj|;t превышать20-25 мм, а жидкий металл сварочной ванночкц н,е удет:перемеш.аться под действием электродинамическнх сил,
По заключед 1ф.г,специалистоБ ЦНИИТМАШа описываемый способ в значительной ,ствпв и-у1Трощ адачу автоматизации процесса сварки криволинейных и особенно иеплоских швов, так как перемещение зоны пагрева вдоль кромов шва осуществляется посредством пеплавящегося электрода, выполненного геометрически продольно шву.
Предмет изобретен и jj
1.-Способ сварки дугой, перемещаемой магнитным полем, неплавящимся электродом, отличающийся тем, что, с целью сварки прямолинейных, криволинейных, неплоских, замкнутых или незамкнутых щвов, дуга перемещается и нагревает металл по направлению формирования щва при ее возвратно-поступательном движении.
2.Способ по п. I, ОТЛ ич а ющи и с я тем, что дуга по направлению формирования шва пробегает большее расстояние, чем при движении в обратном направлении.
3.Способ но п. 1, отличающийся тем, что рабочая кромка неподвижного электрода геометрически подобна контуру щва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ | 1970 |
|
SU270932A1 |
| Способ сварки кольцевых соединений магнитоуправляемой дугой | 1990 |
|
SU1775252A1 |
| Устройство для нагрева магнитоуправляемой дугой | 1983 |
|
SU1152741A1 |
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |
| Устройство для нагрева длинных зон магнитоуправляемым разрядом | 1986 |
|
SU1489937A1 |
| Способ дуговой сварки | 1983 |
|
SU1103969A1 |
| Способ двухдуговой сварки | 1985 |
|
SU1442345A1 |
| Устройство для контактного возбуждения дуги | 1986 |
|
SU1324790A1 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1326404A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
Kami/uiKu
СЗариВаемые детали
lE-J -Шоб
с6арки
Зам HsspsSa
