/1-А
аи
СО
со со
: Изобретение относится к металло- офработке, а именно к устройствам для подачи смазочно-охлаждаю1Л,ей жидкости (СОЖ) в зону внутреннего ш.ггифования.
Цель изобретения - повышение эффективности охлаждения за счет повышения скорости подачи СОЖ в зону внутреннего шлифования.
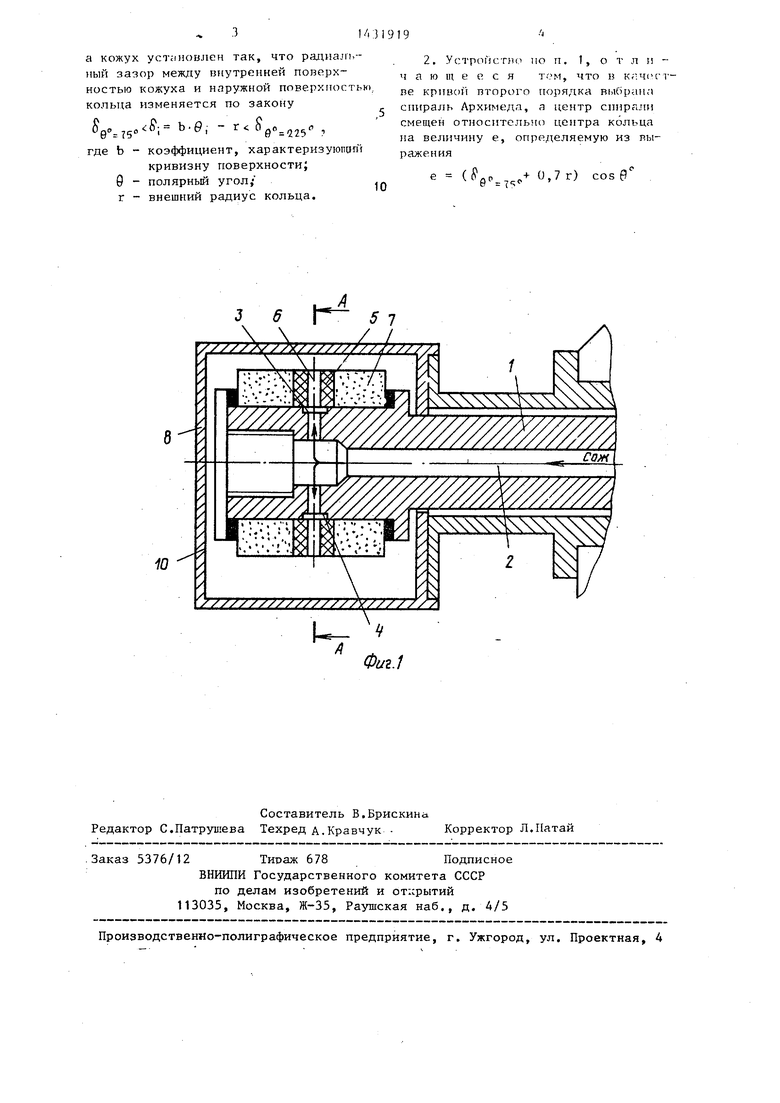
На фиг. приведена схема устрой- ства, вид сбоку; на фиг.2 - разрез А-А .на фиг.1.
Устройство содержит оправку . 1 с полостью в виде продольного осевого отверстия 2, радиальными отверстиями 3 и канавкой 4, причем радиальные отверстия 3 связьшают отверстие 2 и канавку 4о Устройство содержит также установленное на оправке 1 кольцо 5 с радиальными каналами 6, связанными с канавкой 4, шлифовальные круги 7 и ко жух 8 С окном 9, охватывающий с зазором кольцо 5 и круг 7. Внутренняя поверхность 10 кожуха 8 вьшолне- на в виде цилиндра с образующей по кривой второго порядка, а кожух 8 установлен так, что радиальный зазор между вн гтренней поверхностью кожуха и наружной поверхностью кольца изменяется по закону,
Ь .0; - г где Ь - коэффициент, характеризующий
кривизну поверхности, б - полярньш угол; г - внешний радиус кольца. В данном случае в качестве кривой порядка выбрана спираль Архимеда, а ц18нтр спирали смещен относительно центра кЬльца на величину е, определяемую из выражения
е (S flo . +0,7 г) cos е.
и - (Ь
Устройство работает следующим образом.
При внутреннем шлифовании врапдени сообщается оправке 1 с закрепленными на ней шлифовальньми кругами 7 и колцом 5. Подают СОЖ через осевое отверстие 2 оправки 1 и канавку 4. Оттуда под действием центробежной силы СОЖ отбрасываются в радиальные отверстия 6 кольца 5 из быстроизнашивающегося материала, а оттуда непосредственно в зону шлифования и в пространство между шлифовальными кругами 7 и кожу хом 8 с внутренней поверхностью в кривой второго порядка, описы- ва.смой уравнением спирали Архимеда,
необходимой для плавного увеличения скорости движения жидкости. СОЖ, поступающая в это пространство, увлекается шлифовальным кругом 7 через окно 9 в клиновидньй зазор между шлифовальным кругом 7 и поверхностью обра- батьшаемого отверстия в изделии 11. В этом случае в зону шлифования поступает значительно большее количество СОЖ (через радиальные отверстия 6 в кольцах 5 и через окно в кожухе 8), и СОЖ в большей степени проявляет смазывающее действие. Неодинаковьй зазор между шлифовальным кругом 7 и кожухом 8, возникающий вследствие того, что внутренняя поверхность окна 9 выполнена по кривой второго порядка, позволяет улавливать СОЖ, выходящую из зоны шлифования, а также плавно увеличивать скорость движения СОЖ по мере приближения ее к зоне шлифования. За счет этого резко снижаются усилия резания и температура в зоне шлифования, что позволяет повысить режим обработки, производительность процесса шлифования, а также улучшить качество обработанной поверхности.
В предлагаемом устройстве через зону шлифования проходит большее ко- jQi4ecTBO СОЖ в единицу времени, а значит большее количество тепла уносится с жидкостью. За счет этого происходит снижение температуры в зоне шлифования и в поверхностном слое обрабатываемой детали и, как следствие, уменьшается опасность возникновения поверхностных дефектов (прижоги, микротрещины и т.п.), следовательно, повьшается качество обработанной поверхности.
Формула изобретения
1. Устройство для подачи смазочно- охлаждающей жидкости в зону шлифования, содержащее полую оправку, закрепленное на оправке кольцо с радиальными каналами, соединенными с полостью оправки, и охватывающий с зазором кольцо кожух с окном, обращенным в зону резания, отличающееся тем, что, с целью повышения эффективности, охлаждения за счет повьш1ения скорости подачи СОЖ в зону внутреннего шлифования, внутренняя поверхность кожуха выполнена в виде цилиндрической поверхности с образующей по кривой второго порядка.
а кожух уст;1новлен так, что радиальный зазор меткду внутренней поверхностью кожуха и наружной поверхностью, кольца изменяется по закону
S.
,S- ъ.д, - .
g rTS 0 225 : где b - коэффициент, характеризуюпигй
кривизну поверхности; 9 - полярный угол/ г - внешний радиус кольца.
2, ycTpofjcTHo по п. 1, о т л и
чаю 1Д е е с я
т.м. что в к Г; ч с ч-1-
ве кривой второго порядка выбрана спираль Архимеда, а центр спирали смещен относительно центра кольца на величину е, определяемую из выражения
е (б -.о- ) COS0 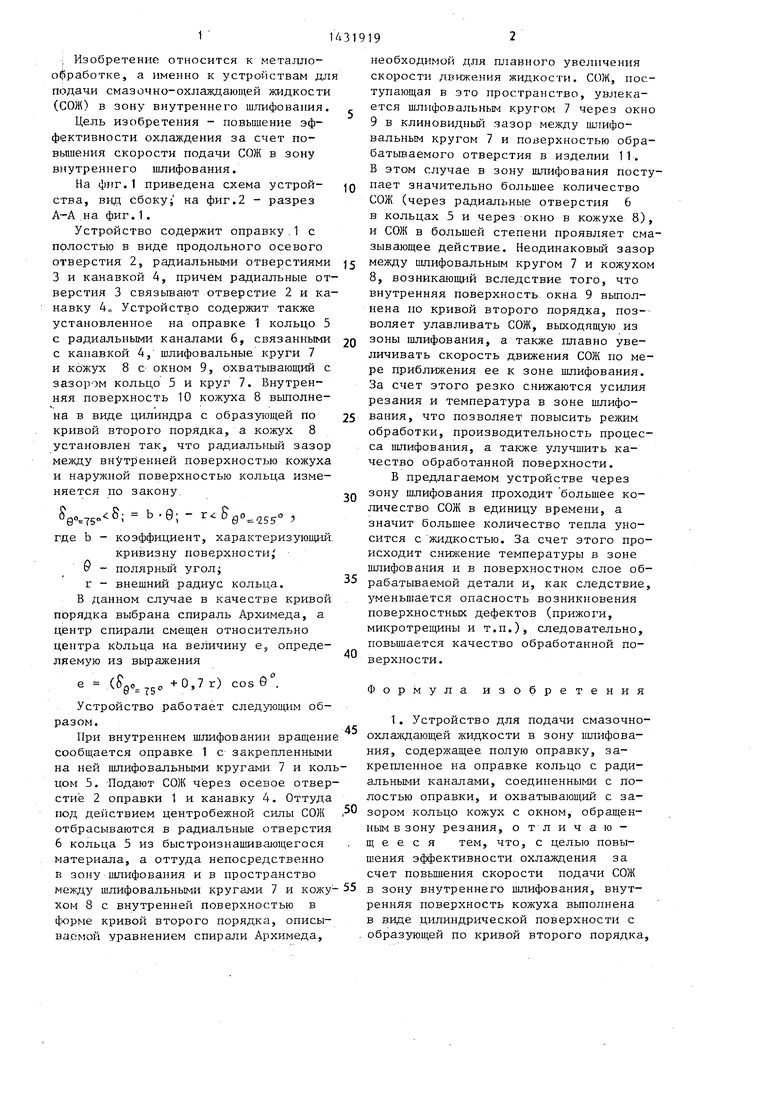
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи смазочно-охлаждающей жидкости в зону шлифования | 1989 |
|
SU1691085A2 |
| Способ подачи смазочно-охлаждающей жидкости в зону при внутреннем шлифовании | 1989 |
|
SU1646821A1 |
| Устройство для подачи смазочно-охлаждающей жидкости в зону шлифования | 1990 |
|
SU1743824A1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2198086C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| СПОСОБ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196040C1 |
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
Изобретение относится к металлообработке, а именно к устройствам для подачи смазочно-охлаждающей жидкости (СОЖ) в зону внутреннего шлифования. Целью изобретения является повьш1ение эффективности охлаждения за счет повышения скорости подачи СОЖ в зону внутреннего шлифования. СОЖ по отверстиям 2 в оправке 1 подается в канавку 4 и оттуда в радиальные отверстия 6 кольца 5. Через эти отверстия СОЖ попадает в зону шлифования и под кожух 8, внутренняя поверхность которого выполнена в виде кривой второго порядка. Кожух 8 установлен так, что зазор между внутренней поверхностью 10 кожуха 8 и наружной поверхностью кольца 5 изменяется по закону b 0;- r .55° 5 оэффици- ент,. характеризующий кривизну поверхности, 9 - полярньй угол, г - внешний радиус кольца 5. Так как зазор уменьшается в сторону вращения оправки 1, то в зону резания подается СОЖ с большими скоростями.1 з.п. ф-лы, 2 ил. « (Л
| Худобин Л.В | |||
| Смазочно-охлаждающие средства, применяемые при шлифовании. | |||
| М.: Машиностроение, 1971, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
