ясг
р 16 Q2 2уоСГ
rd2z2
Крутящий момент реактивной силы, определяют по формуле
,
или, подставляя в нее значение реактивной силы, имеют
2pQ2
jfd z2
г г
2pQ2r rd2z
Тогда определяют мощность реактивной силы СОЖ:
N 2|рв .
7rd2z
Зная мощность электродвигателя станка и мощность реактивной силы СОЖ, можно определить фактически необходимую мощность для осуществления процесса резания при шлифовании:
Мэд факт Эд тр -N,
Таким образом, зная расход СОЖ Q, плотность СОЖ/э, геометрические параметры сопла d и кольца г, можно определить значение мощности N, на величину которой можно снизить энергозатраты, необходимые для осуществления процесса резания при внутреннем шлифовании.
Устройство работает следующим образом.
При внутреннем шлифовании вращение сообщается оправке 1 с закрепленными на ней шлифовальными кругами 12 и 13 и кольцом 6. Насосная станция станка подает СОЖ через полость 2, имеющую винтовую канавку 3 для дополнительного напора СОЖ. Оттуда под действием центробежной силы СОЖ распределяется конусом 11 заглушки 10 в каналы 4 оправки 1, сопряженные с каналами 8 кольца 6, и далее, через коноидальные сопла 9 в пространство между кольцом 6 и кожухом 14 с внутренней поверхностью в виде оболочки с образующей в форме кривой второго порядка. СОЖ,
на величину которой можно снизить энергозатраты, необходимые для осуществления процесса резания при внутреннем шлифовании.
Пример. Расход СОЖ 0 5-10 3 м3/мин, угловая скорость вращения оправки (У 1256 , радиус окружности кольца по оси сопла г 20 мм, диаметр выходного отверстия сопла d 2 мм,
Н с2
плотность СОЖ/ 1000--р-, количество сопел , общий КПД устройства 7f--0,85, мощность электродвигателя станка N3fl.,7 кВт.
Мощность реактивной силы СОЖ:
2pQ2r Ttd2 г
carj 1000 -5-10
-3
20 10
-з
1256 0.85
50
3.14 (2-10 3)2 -8
-590Вт,
или ,59 кВт.
Фактическая мощность электродвигателя, 5 необходимая для осуществления процесса резания:
Мэд.факт Мэд.тр.,7-0.,11 кВт Использование реактивной силы СОЖ приводит к снижению требуемой мощности электродвигателя в 1,5 раза.
Формула изобретения
Устройство для подачи смазочно-ох- лаждающей жидкости в зону шлифования, содержащее оправку с осевой полостью, охватывающее оправку кольцо со связанными с полостью оправки криволинейными каналами, выходные отверстия которых расположены на боковой поверхности кольца, и трубопровод подачи СОЖ в полость оправки, отличающееся тем, что, с целью,снижения энергозатрат, оно снабжено соплами, расположенными в выходных отверстиях криволинейных каналов пла перпендикулярна соответствующей ди- кольца таким образом, что ось каждого со- аметральной плоскости кольца.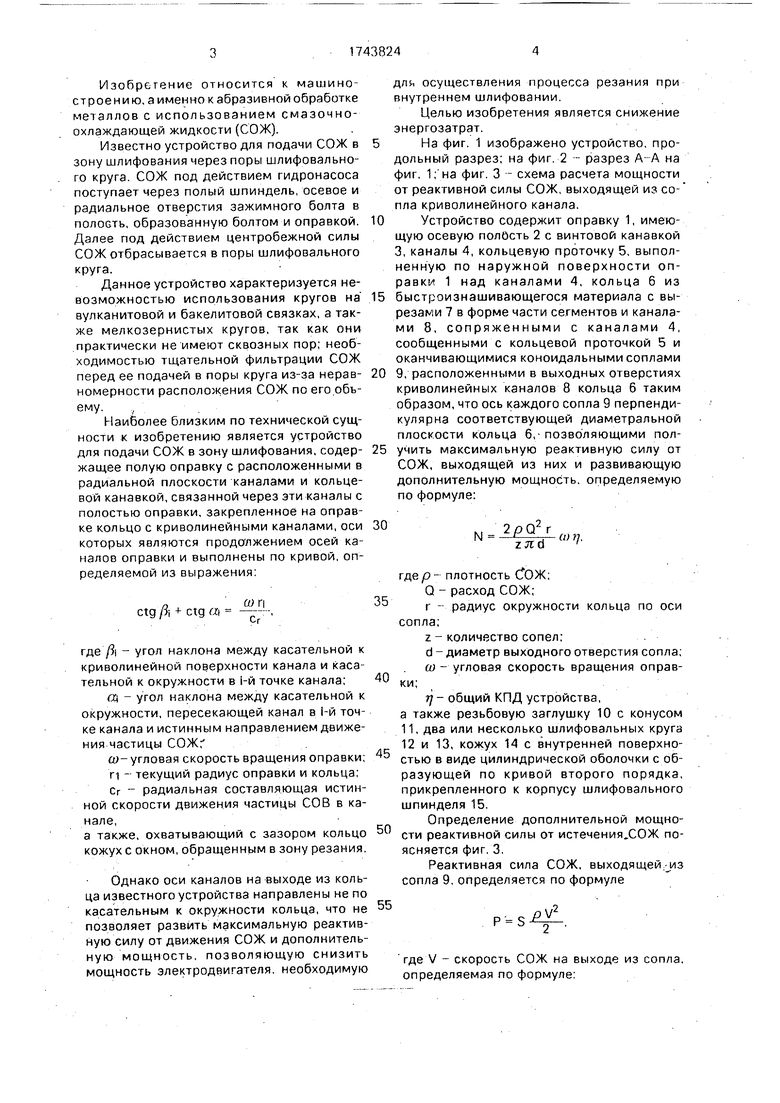
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи смазочно-охлаждающей жидкости в зону при внутреннем шлифовании | 1989 |
|
SU1646821A1 |
| Устройство для подачи смазочно-охлаждающей жидкости в зону шлифования | 1987 |
|
SU1431919A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2198086C1 |
| СПОСОБ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196040C1 |
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРИФЕРИЕЙ КРУГА | 2011 |
|
RU2466844C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2416506C2 |
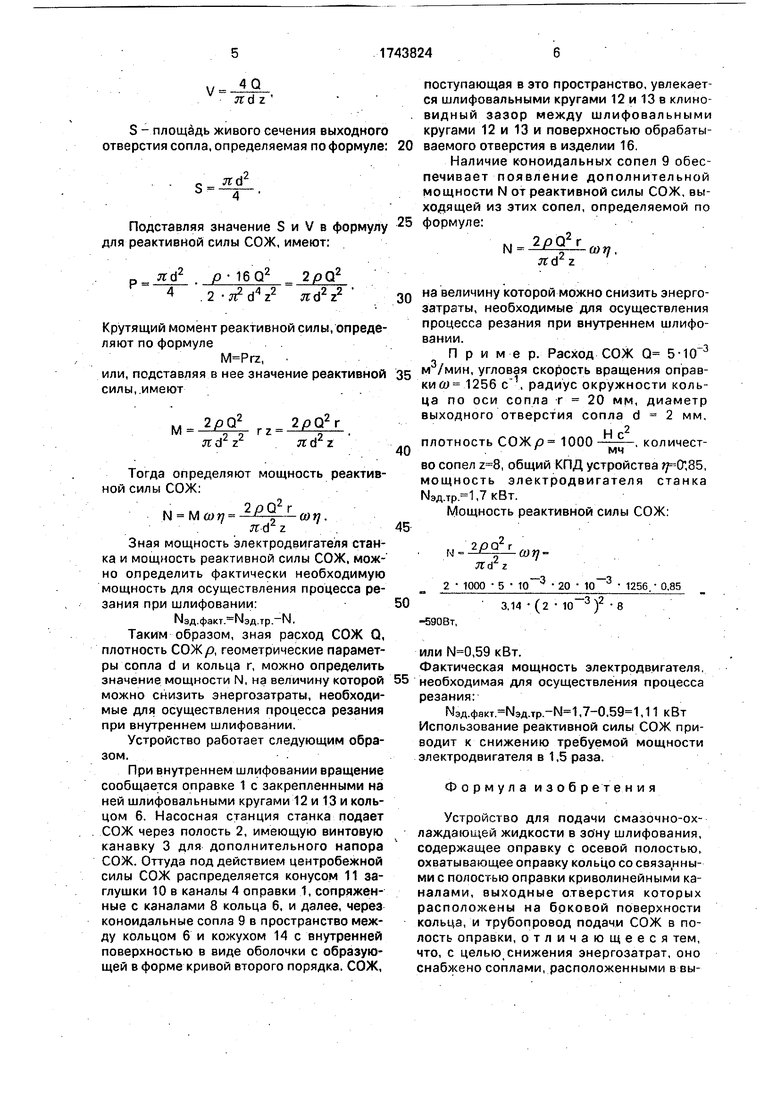
Область использования: охлаждение зоны шлифования. Сущность изобретения: на оправку 1 с помощью резьбовой заглушки 10 крепятся шлифовальные круги 12 и 13, кольца 6 и кожух 14. Оправка имеет полость 2 с винтовой канавкой 3, через которую СОЖ поступает в каналы 4 и 8 в кольце 6, имеющие сопряженную криволинейную ось, и далее - в пространство между шлифовальными кругами 12, 13 и кожухом, а оттуда - в зону шлифования. Сопла расположены в выходных отверстиях криволинейных каналов 8 кольца 6 таким образом, что ось каждого сопла перпендикулярна соответствующей диаметральной плоскости кольца, что позволяет развивать дополнительную мощность. 3 ил.
16
Фаъ:2
| Способ подачи смазочно-охлаждающей жидкости в зону при внутреннем шлифовании | 1989 |
|
SU1646821A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
