СО
х ел ел
Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления оболочек из прорезиненных тканей.
Цель изобретения - повышение произрамки или состоять из отдельных полос. Прокладка 8 предназначена для предотвращения выдавливания резиновой смеси по месту перегиба. Затем заготовку в сложенном виде подают в барабанный вулкаводительности процесса изготовления оболо- низатор 7. При этом заготовку 3 оболоччек при обеспечении высокого их качества и располагают так, что участок с отверсза счет обеспечения возможности вулкани--рием 6 вулканизуется в последнюю очезации оболочки за один проход через вул-редь для свободного выхода летучих,
канизатор.В вулканизаторе 7 происходит опрессовНа фиг. 1 изображена заготовка перед юка заготовки 3 оболочки и вулканизации
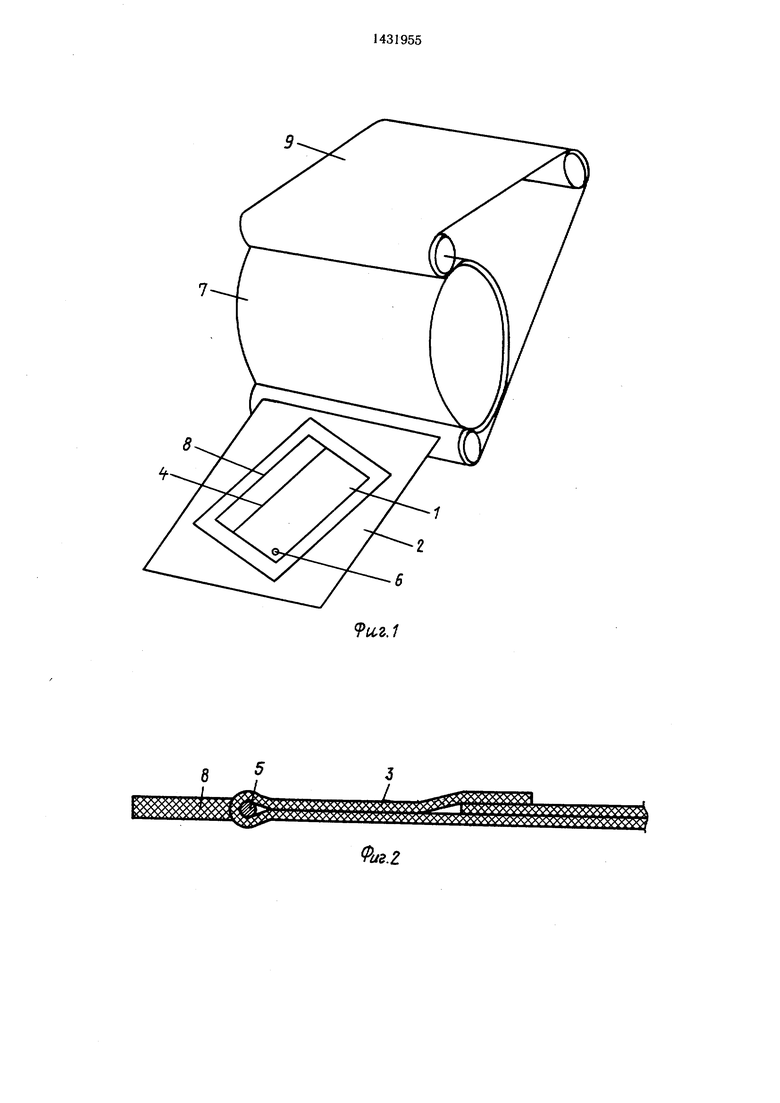
вводом в вулканизатор; на фиг. 2 - зонапод воздействием опрессующего усилия,
перегиба заготовки оболочки перед вулкани-создаваемого бесконечной лентой 9. Место
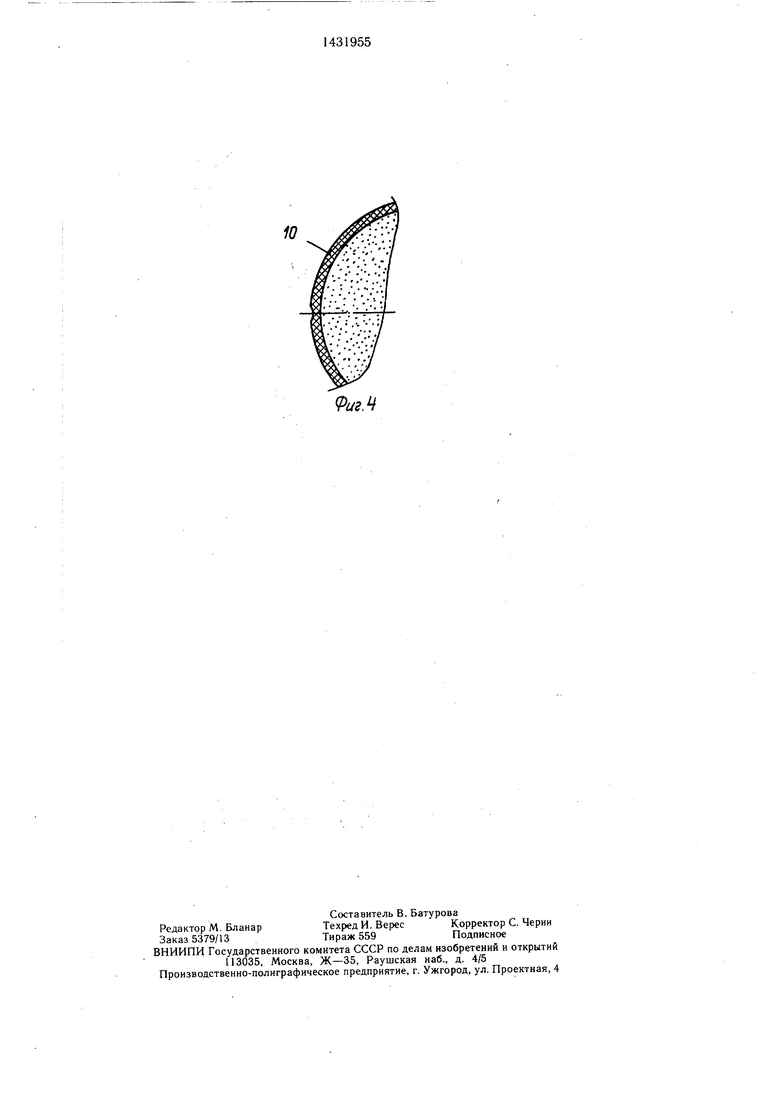
зацией, сечение; на фиг. 3 - то же, воперегиба заготовки 3 опрессовывается и
время вулканизации; на фиг. 4 - то же,приобретает соответствующую форму
в рабочем положении оболочки.(фиг. 3). При этом наружная поверхПреллагаемый способ изготовления обо- - цость его формуется прокладкой 8, а внутлочек из прорезиненных тканей осущест-ренняя жгутом 5. В результате готовая
вляют следующим образом.-оболочка 10 имеет достаточную толщину
Из прорезиненных тканей раскраиваютрезинового покрытия в этой зоне, что
полотнища 1 заданной формы, из которыхобусловливает ее высокую работоспособзатем на столе 2 собирают заготовку 3 обо- 20ность (фиг. 4). Вулканизацию осуществлочки со стыковкой внахлест их соединяе-ляют за один проход через вулканизатор,
мых кромок. Соединяют кромки с помощьючто предотвращает перевулканизацию от- горячей вулканизации с применением клея. Перед склеиванием замыкающего шва 4 по
заранее намеченным линиям перегиба внутри
заготовки оболочки размещают упругий 25деляют от оболочки и использу ют при жгут 5 с антиадгезионным покрытием. В качестве жгута может быть использо- FiaH текстильный или полимерный, в частности, резиновый шнур или свернутый
1. Способ изготовления оболочек из прорезиненных тканей, при котором собирают заготовку оболочки из раскроенных
дельных участков оболочки.
После вулканизации жгут 5 оставляют в полости оболочки, а прокладку 8 отизготовлении следующих оболочек. Формула изобретения
к трубку листовой материал. В качестве
антиадгезионного покрытия можно исполь зовать тальк, эмульгатор, силиконовую смазку, лавсановую или целлюлозную пленку Внутреннюю поверхность заготовки также покрывают антиадгезионным материалом.
. 30
полотнищ прорезиненных тканей со стыковкой внахлест их соединяемых кромок, а затем заготовку в сложенном виде подают
После стыковки последнего замыкающегоц барабанный вулканизатор на опрессовку
шва прикатывают все стыки заготовки „ вулканизацию, отличающийся тем, что, с оболочек. Собранные заготовки оболочек укладывают в стопу для вылежки с.целью удаления из их полостей воздуха через отверстия 6, предназначенные для установки
в оболочки после вулканизации штуцеров. 40 снаружи заготовки оболочки устанавл ивают Через отверстия 6 выходят летучие и воз-прокладку из упругого материала, равную
дух во время вулканизации оболочки.
Перед подачей в барабанный вулканизатор 7 по линии перегиба снаружи заготовки 3 оболочки устанавливают про- ..
кладку 8 из упругого материала, равную 45 прокладку выполняют из резинь. по толщине изготавливаемой оболочки.з. Способ по п. 1, отличающийся
Прокладка 8 может быть выполнена из резины или прорезиненной ткани в виде
целью повышения производительности процесса изготовления оболочек при обеспечении высокого их качества, перед подачей в вулканизатор по линии перегиба
по толщине изготавливаемой оболочке, а внутри размещают упругий жгут с антиадгезионным покрытием.
2. Способ по п. 2, отличающийся
тем, что прокладку выполняют из прорезиненной ткани.
рамки или состоять из отдельных полос. Прокладка 8 предназначена для предотвращения выдавливания резиновой смеси по месту перегиба. Затем заготовку в сложенном виде подают в барабанный вулканизатор 7. При этом заготовку 3 оболоччто предотвращает перевулканизацию от-
деляют от оболочки и использу ют при
дельных участков оболочки.
После вулканизации жгут 5 оставляют в полости оболочки, а прокладку 8 отделяют от оболочки и использу
изготовлении следующих оболочек. Формула изобретения
.
. 30
„ вулканизацию, отличающийся тем, что, с
снаружи заготовки оболочки устанавл ивают прокладку из упругого материала, равную
целью повышения производительности процесса изготовления оболочек при обеспечении высокого их качества, перед подачей в вулканизатор по линии перегиба
снаружи заготовки оболочки устанавл ивают прокладку из упругого материала, равную
..
прокладку выполняют из резинь. з. Способ по п. 1, отличающийся
по толщине изготавливаемой оболочке, а внутри размещают упругий жгут с антиадгезионным покрытием.
2. Способ по п. 2, отличающийся
тем, что прокладку выполняют из прорезиненной ткани.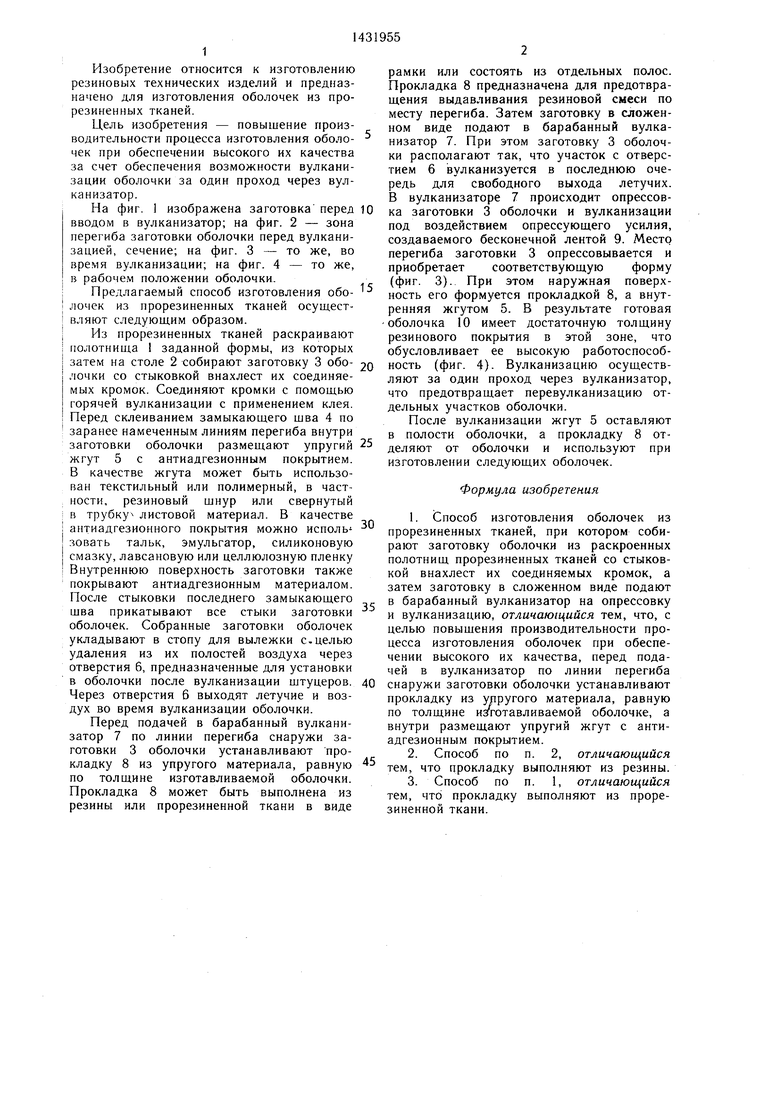
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ПРОРЕЗИНЕННЫХ ТКАНЕЙ | 1972 |
|
SU434023A1 |
| Способ изготовления оболочек | 1987 |
|
SU1442422A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ С ОБЪЕМНЫМ РИСУНКОМ СЛОЖНОЙ КОНФИГУРАЦИИ НА ВУЛКАНИЗАТОРАХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2000 |
|
RU2169076C1 |
| ПРОСТРАНСТВЕННО-ИЗОГНУТЫЙ ГАЗОВОД ФЛАНЦЕВОГО ПРИСОЕДИНЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576085C1 |
| ГОФРИРОВАННОЕ ГИБКОЕ ОГРАЖДЕНИЕ УЗЛА СОЧЛЕНЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2025293C1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1086638A1 |
| ЗАГЛУШАЮЩЕЕ РЕЗИНОКОРДНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037727C1 |
| ВУЛКАНИЗАТОР НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1992 |
|
RU2053119C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2077424C1 |
Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления оболочек из прорезиненных тканей. Цель изобретения - повышение производительности процесса изготовления оболочек при обеспечении их высокого качества. Для этого перед подачей заготовки 3 оболочки в вулканизатор по линии перегиба снаружи заготовки 3 оболочки устанавливают прокладку 8 из резины или прорезиненной ткани. Внутри оболочки по линии перегиба размещают упругий жгут 5 с антиадгезионным покрытием. Прокладка 8 равна по толщине изготавливаемой оболочке. При опрессовке в вулканизаторе место перегиба уплощается. Его наружная поверхность формуется прокладкой 8, а внутренняя - жгутом 5. В результате готовая оболочка имеет достаточную толщину резинового покрытия в зоне перегиба и высокую работоспособность. Предлагаемый с способ позволяет осуществлять опрессов- ку и вулканизацию оболочки на барабанном вулканизаторе за один проход. 2 з.п. ф-лы, 4 ил. СО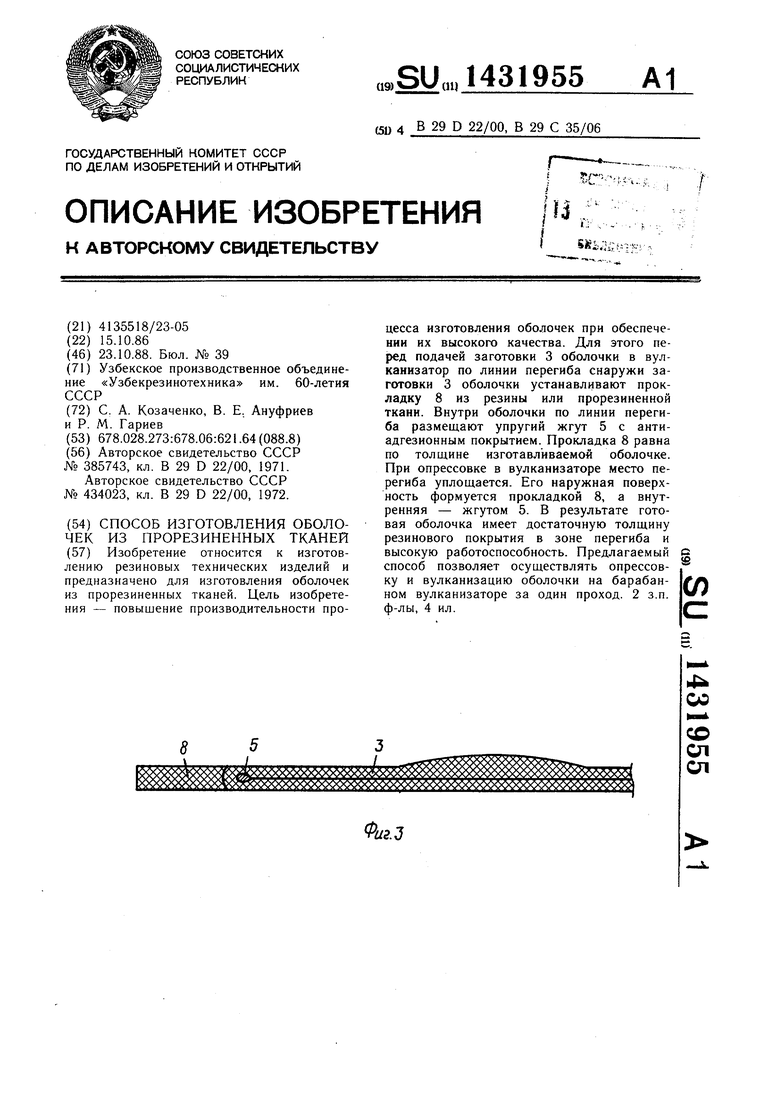
9и,г,1
9usM
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВЫХ ЕМКОСТЕЙ ДЛЯ ПЕРЕМЕЩЕНИЯ И ХРАНЕНИЯ ЖИДКОСТЕЙ ИЛИ ГАЗОВ | 0 |
|
SU385743A1 |
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ПРОРЕЗИНЕННЫХ ТКАНЕЙ | 1972 |
|
SU434023A1 |
| Солесос | 1922 |
|
SU29A1 |
