1
Известны способы изгото1вления резинотканевых емкостей для перемещения и хранения жидкостей или газов, заключающиеся в том, что с помощью устройств для раскатки и разметки рулонного материала, направляющих и прижимных роликов, транспортера и вулканизатора рулонный материал раскраивают на заготовки полотнищ и усилительных лент, которые по соединяют внахлест в процессе вулканизации.
Известные способы, рассчитанные на поштучное изготовление крупногабаритных резинотканевых однослойных емкостей из вулканизованных полотнищ с недовулканизо ванными кромками, соединяемыми в процессе вулканизации через ленты сырой резины, не обеспечивают качественное непрерывное поточное изготовление двухслойных емкостей, например кислородных подушек.
Цель изобретения - обеспечить качественное непрерывное поточное изготовление двухслойных и двухшовных по контуру резинотка.невых емкостей для неремещения и хранения лсидкостей или газов, в частности кислородных подушек.
Согласно предлагаемому способу заготовки полотнищ нижнего наружного слоя емкостей размечают и заготовки усилительных лент раскраивают из обрезиненного с одной стороны невулканизованного рулонного материала,
заготовки полотнищ внутреннего слоя емкостей раскраивают из необрезиненной ткани и перед соединением в шов обрезиненными сторонами кромок полотнищ наружного слоя на обрезиненную сторону непрерывно перемещающегося рулонного материала этих полотнищ укладывают по предварительно размеченным контурам полотнищ внутреннего слоя сложенные по длине усилительные ленты, по линиям перегиба которых укладывают кромки заготовок тканевых полотнищ внутреннего слоя для образования внутреннего щва емкостей, затем, после наложения на заготовки непрерывно перемещающегося рулонного материала полотнищ верхнего наружного слоя, собранные заготовки дублируют и вулканизуют в устройстве непрерывного действия и отделяют готовые емкости от рулонного материала в вырубном устройстве.
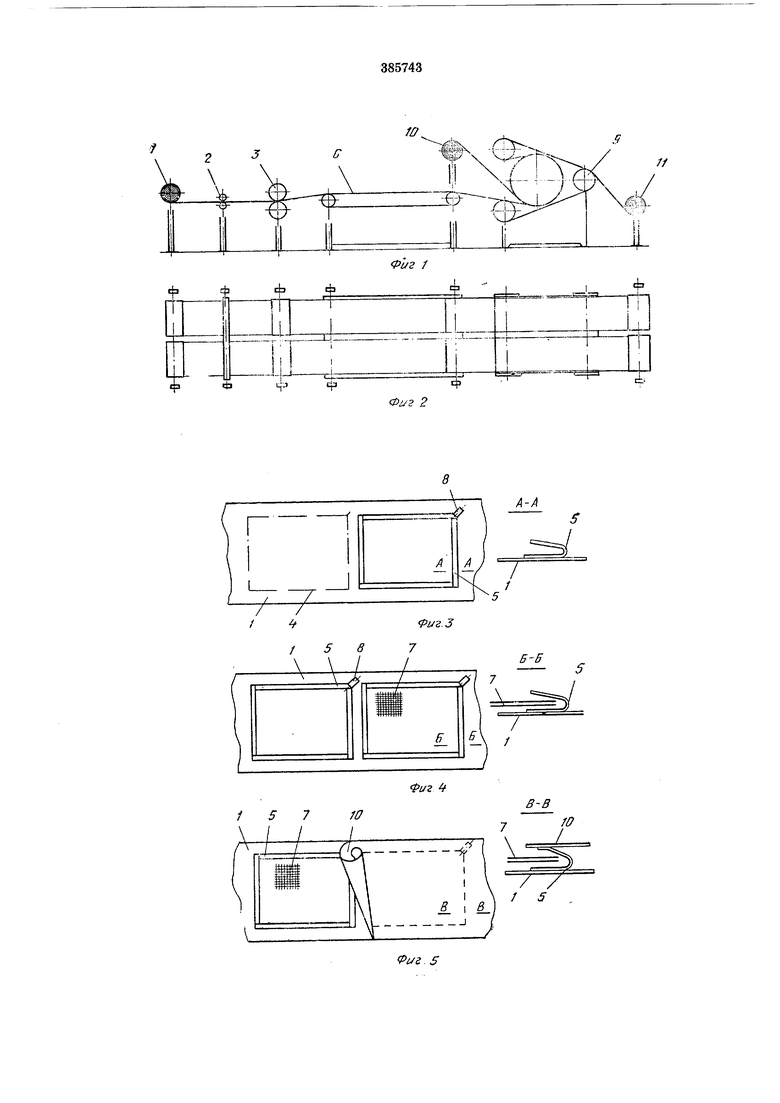
На фиг. 1 показана схема установки для осуществления предлагаемого способа; на фиг. 2-установка, вид сверху; на фиг. 3-5- стадии изготовления емкостей; па фиг. 6 - общий вид двухслойной и двухшовной по контуру емкости.
Способ изготовления резинотканевых емкостей для перемещения и хранения жидкостей или газов осуществляется на установке, которая представляет собой совокупность машин и приспособлений, расположенных по ходу технологического процесса и образует с вулканизатором непреры.вного действия производственный комплекс, позволяющий производить сборку емкостей из невулканизованных резинотканевых материалов и их вулканизацию в едином потоке. Рулонный, обрезиненный с одной стороны невулканизованный материал, являющийся заготовками полотнищ нижнего наружного слоя / двухслойной и двухшовной по контурам емкости, непрерывно перемещаясь, щ ходит через систему направляющих роликов 2, печатающее устройство 3, на котором размечается с двух сторон: с обрезиненной стороны наносятся контуры 4 наложе ния уси- is лительных лент 5, а с необрезиненнои наружной стороны контуры выреза готовых емкоетеи и поступает на транспортер 6. На транспортере 6 по линиям контуров 4 на полотнище нижнего наружного слоя 1 на- зо кладывают усилительные ленты 5, предварительно раскроенные из обрезиненного с одной стороны невулканизованного рулонного материала и сложенные по длине, необрезиненнои стороной внутрь. По линиям перегиба усили- 25 тельных лент укладывают кромки заготовок тканевых полотнищ внутреннего слоя 7. имеющие размеры и форму, соответствующие внутренним размерам и форме самих емкостей, укладывают так, что их края размеща- зо ются внутри перегиба усилительных лент о для образования внутренних швов емкостей и усиления 8 для создания в емкостях отверстий под гарнитуру. С транспортера 6 полотнище нижнего на- 35 ружного слоя 1 eMKOcieji с наложенными усилительными лентами 5, заготовками тканевых полотнищ 7 и усилениями 8 поступает в устройство непрерывного действия 9, при входе в которое на него накладывают непрерыв- о но перемещающийся рулонный обрезиненный с одной стороны невулканизованныи материал, являющийся полотнищем верхнего наружного слоя 10. В устройстве непрерывного действия 9 по- 45 1ище нижнего наружного слоя / с налолотнищеженными усилительными лентами 5, заготовками тканевь1Х полотнищ 7, усилениями 8 и полотнище верхнего наружного слоя JO дуб5лируют и вулканизуют, после чего готовые двухслойные и двухщовные по периметру емкости в виде дублированного материала закатывают в рулон 11 и направляют к устройству для вырубки по намеченному контуру на нижнем наружном полотнище. Затем в отверстия, образованные усилениями 8, монтируют гарнитуру для наполнения емкостей. Предм-ет изобретения Способ изготовления резинотканевых емкостей для перемещения и хранения жидкос ей или газов, заключающийся в том, что с помощью устройств для раскатки и разметки рулонногоматериала, направляющих и прижимных роликов, транспортера и вулканизарулонный материал раскраивают на заготовки полотнищ и усилительных лент, ко.р кромкам соединяют внахлест в процессе вулканизации, отличающийся тем, что, с целью обеспечения качественного непрерывного поточного изготовления двухслойных и двухщовных по контуру емкостей, например кислородных подушек, заготовки полотнищ нижнего наружного слоя емкостей размечают и заготовки усилительных лент раскраивают из обрезиненного с одной стороны невулканизованного рулонного материала, заготовки полотнищ внутреннего слоя емкостей раскраи/вают из нео-брезиненной ткани и перед соединением в шов обрезиненными сторонами кромок полотнищ наружного слоя на обрезиненну к стор ону11епрерывно пе ремещаю его я рулонного материала этих полотнищ укладывают по предварительно размеченным контурам полотнищ внутреннего слоя сложенные по длине усилительные ленты, по линиям перегиба которых укладывают кромки, загото у. каневых полотнищ внутреннего слоя для образования внутреннего щва емкостей, , после наложения на заготовки непрерывно перемещающегося рулонного материала полотнищ верхнего наружного слоя, собранные заготовки дублируют и вулканизуют ранные заготовки дублируют и вулканизуют в устройстве непрерывного действия И отделяют готовые емкости от рулонного материала в вырубном устройстве.
,
1
S
4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2044654C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ПРОРЕЗИНЕННЫХ ТКАНЕЙ | 1972 |
|
SU434023A1 |
| Способ изготовления резинотехнических изделий | 1990 |
|
SU1782772A1 |
| СБОРНОЕ РЕЗИНОТКАНЕВОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2027596C1 |
| Способ изготовления обрезиненных металлокордных заготовок | 1989 |
|
SU1717396A2 |
| Устройство для раскроя эластичного материала на заготовки | 1983 |
|
SU1237448A1 |
| Способ заготовки слоев покрышек пневматических шин | 1988 |
|
SU1720893A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ЭЛАСТИЧНОГО ПОЛОТНА МАТЕРИАЛА | 1992 |
|
RU2041822C1 |
| Устройство для настилания и раскраивания длинномерных материалов | 1983 |
|
SU1183384A2 |
| НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2046729C1 |

ф«Ь
ч-4
А-А
ББ
3-3
Фиг, 5
г
г
м
Фиг. Б
