Известны устройства для разливки металла, например, никелевых и других анодов, состоящие из питающего желоба, вращающихся валковкристаллизаторов и рольганга. В этих устройствах разливка никелевых и других анодов производится периодически в изложницы, установленные на карусели.
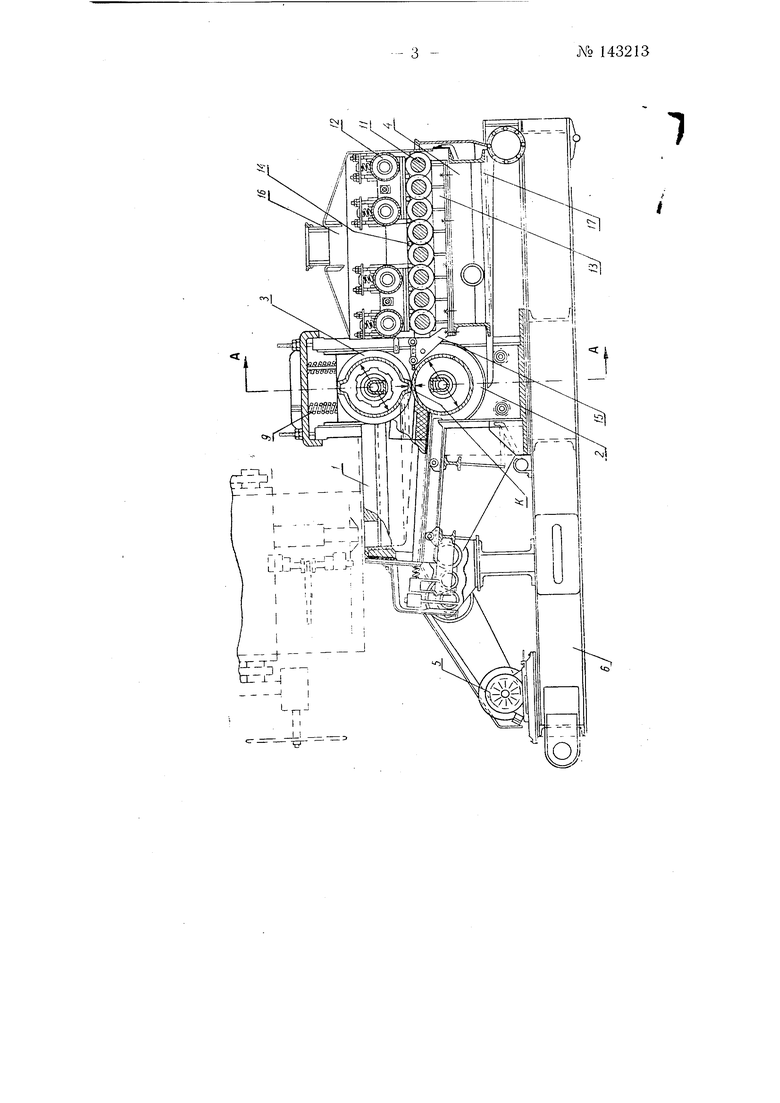
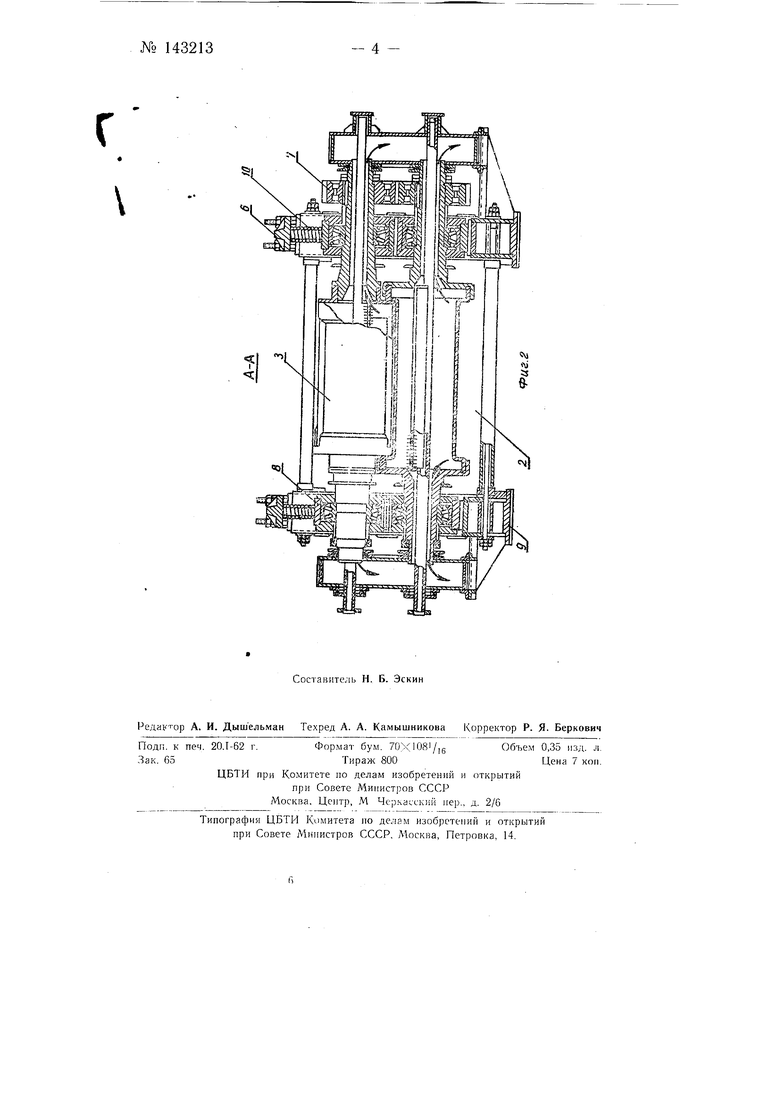
В данном устройстве, с целью непрерывной отливки анодов, ве зхний валок-кристаллизатор выполнен профильным и снабжен двумя продольными ребрами, соответственно профилю анодаНа фиг. 1 изображено устройство для непрерывной разливки металла, продольный разрез; на фиг. 2 - то же, разрез по А-А на фиг. 1.
Устройство для непрерывной разливки металла содержит питающий желоб 1, валки-кристаллизаторы 2 и 3, рольганг 4, привод 5 и наклонную раму 6. Питающий желоб / предназначен для направления жидкого металла между валками-кристаллизаторами 2 и 5 и представляет собой футерованный огнеупорным материалом металлический короб. Внутри желоба / имеется щлакоуловитель (на чертеже пе показан). Одной стороной желоб 1 прижат к валкам-кристаллизаторам 2 и ,9. Для компенсации износа трущихся поверхностей примыкающая к вал кем 2 и 3 часть футеровки выполнена из огнеупорного антифрикционного материала. Желоб / может быть выполнен нсобогреваемым и с постоянным обогревом; последнее значительно улучщает подачу мет.пла в валки, позволяя поддерживать постоянную темпера-fypy заливки металла.
Валки-кристаллизаторы 2 п 3 предназначены для придания аноду определенной геометрической формы и размеров, кристаллизации жидкого металла и подачи анода на рольганг 4. Их вращение осуществляется через шестерни 7 от привода 5. Подщипники валков 2 и. 3 установлены в иодушках 8, которые находятся в двух стойках 9. Подушки 8 нижнего валка 2 неподвижны, а верхнего 3, благодаря пружинам Ж могут пере.мещатьсяпо вертикали. Пружины 10 постоянно прижима(|р верхний валок-кристаллизатор 3 к нижнему валку 2- При попадапи),межДувалками - вердых частиц верхний валок 3 приподнимается. Ва ки-к лсталлизаторы предпочтительней изготавливать сборными,, при этом рабочие части валков изготавливают из металла с больижй теплопроводностью. Рабочая поверхность валка 5 профилирована AD форме рнфазмерам отливаемых анодов, размещаемых по ее окружности и вдоль образующей. Валок 2 имеет гладкую рабочую поверхность. Между зубом валка 3, разделяющим аноды, и рабочей поверхностью валка 2 имеется небольшой радиальный зазор к для соединения отливаемых анодов между собой. Прорыв металла вдоль оси валков предотвращается тем, что торцы рабочей поверхности валка плотно входят между буртами валка 2. Балки-кристаллизаторы выполнены полыми для подвода в них охлаждающей воды.
Рольганг 4 нредназначен для приема анодов, выходящих из валков 2 и 3, рихтовки и транспортировки их в приемные приспособления. Кроме того, на рольганге производится вторичное охлаждение анодов (первичное охлаждение анодов происходит между валками-кристаллизаторами). Рольганг 4 состоит из приводных роликов //, прижимных роликов 12, рамы 13. системы 14 вторичного охлаждения, приемного стола 15 с роликами, зонта /5 и поддона 17. Аноды, выходящие из валков 2 и 3, попадают на ролики приемного стола 15, которые направляют их на ролики // рольганга 4. Прижимные ролики 12 облегчают вььход анодов из валков 2 и 5 и рихтуют их. Система 14 вторичного охлаждения 14, состоящая из ряда труб с форсунками, обеспечивает интенсивное охлаждение анодов, выходящих из валков.
Зонт 16 предназначен для отвода пара (газа), а поддон 17 - для сбора и отвода охлаждающей, жидкости.
Привод рольганга 4 состоит из типовых механизмов и выбирается так, чтобы линейная скорость роликов // была равна или несколько превьш ала ли гейную скорость валков 2 и -.
П р е д м е г и з о б р е т е н н я
Устройство для непрерывной разливки металла, нагфимер, никелевых и других анодов, состоящее из питающего желоба, вращающихся валков-кристаллизаторов и рольганга, от л и ч а FO ще е с я тем, что, с целью непрерывной отливки слитков (анодов) в устройстве, верхний валок-кристаллизатор выполнен профильным и снабжен двумя продольными ребрами, соответственно профилю анода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Наклонная установка непрерывной разливки металлов | 1978 |
|
SU930821A1 |
| Машина непрерывной разливки стали для одновременной отливки двух слитков квадратного сечения | 1958 |
|
SU119317A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |
| Способ прокатки | 1969 |
|
SU461558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| Установка для непрерывной разливки стали | 1959 |
|
SU125883A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070470C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |