Oli
СА9
to
00
Изобретение относится к уплотни- тельной технике и может быть использовано для уплотнения фланцевых соединений пневмогидравлических систем в различных областях техники.
Цель изобретения - повьшение надежности узла путем увеличения зоны упругопластической деформации прокладки.
На чертеже представлено уплотнение с расположением элементов.узла до и после обжатия прокладки, разрез
Прокладка 1 выполнена в виде кольца С-образного профиля сечения и ус- тановлена в уплотнительном узле, в частности, между фланцами 2 и 3, к которым присоединены соответственно трубопроводы 4 и 5. Зазор 6 между фланцами равен величине обжатия Л прокладки 1. Соединение фланцев осуществляется при помощи болтового соединения 7.
Средняя часть прокладки, отстоя- щая от ее торцовых кромок на - 0,2 длины образующей, вьтолнена упроненной, при этом предел текучести материала упрочненной части увеличивается от на границе упрочненной части до в минимальном попереч- ном сечении оболочки. Закон изменения предела текучести материала от TwdKcS центре боковой поверхности (центр боковой поверхности это окружность, точки которой наименее удале- ны от оси вращения J до 6. „сх периферии боковой поверхности соответствует закону изменения интенсивности напряжений деформированной прокладки в процессе эксплуатации. Это приводит к тому, что упругопластическая деформация происходит одновременно,по всей длине образующей прокладки с С-образ- ным профилем сечения.
Максимальный предел текучести упрочненного материала определяется из следующего условия:
( , , , q
ИСХ
где 6,- у - предел текучести исходного неупрочненного материала проклад-. ки; qг погонное усилие, необходимое для надежной работы уплотнитель- ного узла; q „сх погонное усилие, которое обеспечивает конструкция уп- лотнительного узла без упрочнения материала прокладки.
0
5 0
5 о с д
0
Размеры упрочненной зоны обусловлены тем, что только в этой зоне возникает высокий уровень напряжений и, следовательно, происходят пластические деформации. Упрочнение периферийных зон прокладки приводит к повышению погонного усилия, необходимого для обеспечения герметичности стыка, и к образованию рисок на поверхности фланцев при их взаимодействии с упрочненным материалом прокладки, что значительно уменьшает надежность соединения при последующих сборках.
Узел работает следующим образом.
Прокладку 1 устанавливают в нижний фланец 2, после чего на него устанавливают верхний фланец 3. Зазор 6 между фланцами 2 и 3 устраняется за счет затяжки болтового соединения 7.
Причем на первом этапе затяжки, когда величина обжатия составляет и л( требуемая величина обжатия, полученная в результате расчета) , происходит упругая деформация прокладки, которая обеспечивает погонное усилие ГЧг необходимое для надежной работы соединения. Однако на практике в результате задания до- , пусков на изготовление прокладок и . посадочных мест во фланцах величина действительного обжатия /1 а между фланцами значительно превышает требуемую величину обжатия и,следовательно, дальнейшая затяжка болто вого соединения 7 приводит к тому, что материал прокладки 1 переходит в область упругопластической деформации. Благодаря тому, что распределение предела текучести материала предложенной прокладки аналогично распределению интенсивности напряжений, то упругопластическая деформация происходит одновременно по всей длине образующей прокладки, что позволяет ; значительно увеличить зону упругопластической деформации прокладки при ее обжатии по сравнению с прокладкой, упрочненной равномерно по всей длине.
Предел текучести материала в i-й точке образующей прокладки может быть определен со следующей формулы:
(т
макс т .
)е-
где е - основание натурального логарифма ;
Z - показатель, определяемый по формуле
31432298 .
jX пчК верхнее тями прокладку в виде кольца
ь 1 «С-образного профиля сечения, о т л игде X - текущая координата; 0, чающийся тем, что, с целью 0,9 Ь (Ь - дгшна образующей прок- повьшения надежности узла, средняя ладки); Кип- коэффициенты, завися- часть кольца, отстоящая от торцовых щие от геометрических параметров про- кромок на 0,1-0,2 дпины его образую- кладок.щей, выполнена упрочненной с увеличением предела текучести материала уп- Формула изобретения ю рочненной части до максимального в
Уплотнительный узел, содержащий минимальном поперечном сечении коль- размещенную между уплотнительными по- ца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемное неподвижное уплотнительное устройство | 1988 |
|
SU1536115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| МЕТАЛЛИЧЕСКОЕ УПЛОТНИТЕЛЬНОЕ КОЛЬЦО | 2002 |
|
RU2218495C1 |
| Способ обработки тонкостенных деталей | 1989 |
|
SU1648737A1 |
| Соединение трубопроводов | 1990 |
|
SU1809230A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОГО ЭЛЕМЕНТА РАЗЪЕМНОГО СОЕДИНЕНИЯ | 2011 |
|
RU2482372C2 |
| Способ упрочнения деталей с выступами | 1973 |
|
SU859466A1 |
| УПЛОТНЕНИЕ ТРУБОПРОВОДА | 1993 |
|
RU2076969C1 |
| УПЛОТНЕНИЕ РАЗЪЕМНОГО СОЕДИНЕНИЯ | 2012 |
|
RU2489633C1 |
| Способ обжатия труб | 1988 |
|
SU1648606A1 |
Изобретение относится к уплот- нительной технике и может быть использовано для уплотнения фланцевых соединений пневмогидравлических систем в различных областях техники. Целью изобретения является повышение надежности узла путем увеличения зоны упругопластической деформации прокладки. Прокладка 1, выполненная в виде кольца С-образного профиля сечения, установлена между фланцами 2 и 3. Средняя часть прокладки, отстоящая от ее торцовых кромок на 0,1-0,2 длины образующей, выполнена упрочненной с увеличением предела текучести материала упрочненной части до максимального от ее границы до минимального поперечного сечения кольца. Такой закон изменения предела текучести материала соответствует закону интенсивности напряжений деформированной прокладки, что создает условия того, что упругопластическая деформация будет происходить одновремен- .но по всей длине образующей прокладки. 1 ил. ч (Л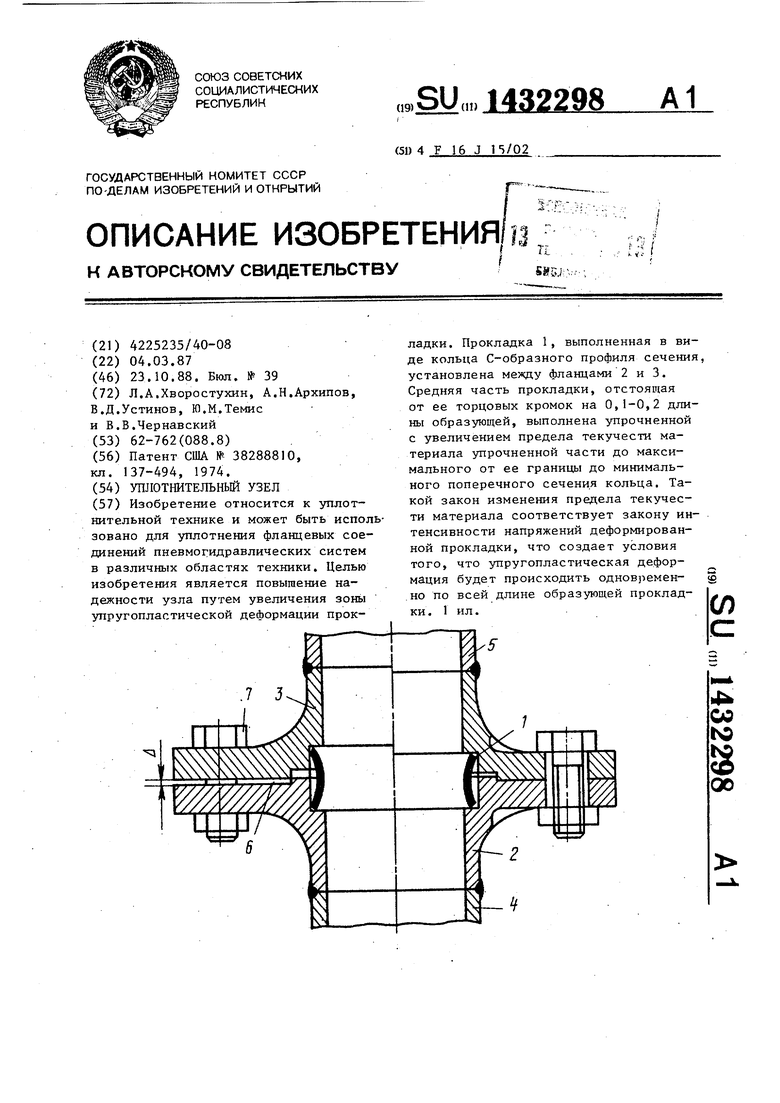
| Патент США №- 38288810, кл | |||
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
