4
00
00 ел
СД
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
| Многопозиционный штамп для пробивки,надрезки,последовательной гибки и отрезки | 1981 |
|
SU1007788A1 |
| Универсальный штамп для гибки штучных заготовок | 1983 |
|
SU1169777A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
Изобретение относится к оснастке для гибки деталей преимущественно замкнутой формы. Цель изобретения - расширение технологических воз.можностей за счет обеспечения гибки деталей со встречной догибкой концов заготовки и их калибровки. Штамп содержит подпружиненный верхний пуансон (П) для предварительной гибки и боковые П для окончательной, взаимодействуюп1ие с приводными клиньями верхней плиты. Боковые П снабжены шарнирно установленными двуплечими рычагами (Р) с ограничителями поворота. На верхнем П выполнены скошенные вниз к оси штампа направляющие поверхности для больших плеч П. При гибке замыкающих концов детали Р взаимодействуют с направляющими поверхностями, поворачиваются вниз и подгибают концы детали по форме верхнего П. Штамп позволяет осуществлять встречную догибку и калибровку замыкающих концов заготовки за один переход (лтамповки. 1 ил.
ю
; Изобретение относится к обработке металлов давлением, в частности к оснаст- ке для гибки деталей преимущественно замкнутой формы.
Целью изобретения являетс я расширение технологических возможностей за счет обеспечения гибки деталей преимущественно замкнутой формы со встречной догибкой за;ГОТОВКИ и их КЗЛИбрОВКИ.
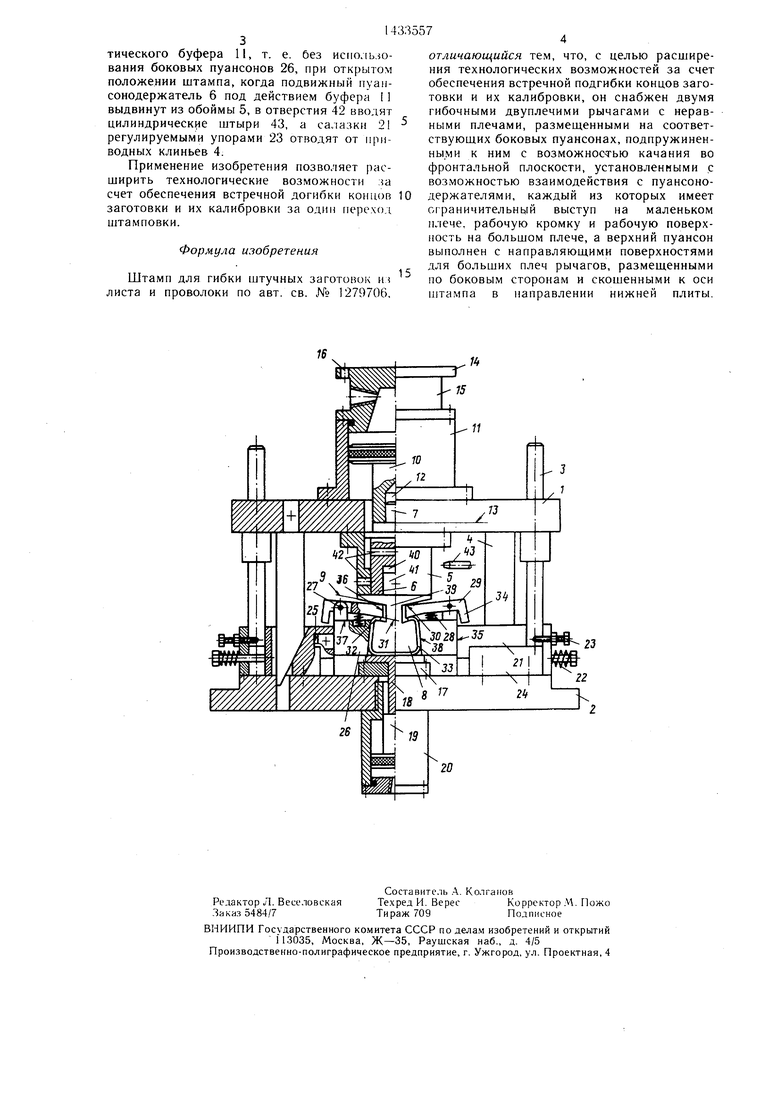
: На чертеже изображен щтамп, общий вид.
Штамп для гибки .штучных заготовок из |листа и проволоки содержит верхнюю 1 и |иижнюю 2 плиты, соединенные, колонками 3. iHa верхней плите 1 закреплены приводные |клинья 4 и обойма 5, в которой установ- pieH подвижный пуансонодержатель 6 с хво- |стовиком 7 и верхним пуансоном 8, имеющим по боковым сторонам обращенные и скощенные вниз к оси штампа направляющие поверхности 9. Подвижный пуансоно- ержатель 6 подпружинен штоком 10 пнев- |матического буфера 11 посредством связи |хвостовика 7 с осевым отверстием 12 и Ьнорным торцом 13 штока. Пневматический |буфёр 11 закреплен на верхней плите 1 и |имеет во фланце 14 крышки 15 отверстия 16 для крепления к ползуну пресса.
На нижней плите 2 установлена мат- кричная плита 17 с прижимом-выталкивате- ;лем 18, подпружиненным торцом штока 19 пневматического буфера 20, ввернутого по :резьбе в нижнюю плиту снизу. На нижней :плите также установлены салазки 21, взаи- :модействующие с приводными клиньями 4, ;возвратными пружинами 22 и регулируемы- |ми упорами 23. Салазки 21 перемещаются IB направляющих 24 и имеют пуансонодер- |жатели 25, выполненные в виде гнезд, в :которых установлены боковые пуансоны 26, : снабженные шарнирно установленными на них посредством осей 27 и подпружиненными ; пружинами 28 двуплечими рычагами 29. Двуплечие рычаги 29 участками 30 взаимо15
двуплечих рычагов 29 при этом вниз, до поверхности 37 боковых пуансонов 26, на надежность работоспособности щтампа не влияет, так как при окончании хода верхнего пуансона 8 концы детали 33 находятся почти в вертикальном положении, т. е. ограничители 34 упираются в поверхность 35. После упора прижима-выталкивателя 18 в матричную плиту 17 верхний пуансон 8 останавливается благодаря пружинению сжатого 10 воздуха в буфере 11. Под действием приводных клиньев 4 боковые пуансоны 26 с двуплечими рычагами 29, взаимодействую-. щими с направляющими поверхностями 9 пуансона 8 участками 30, осуществляют одновременную окончательную гибку детали 33 своими рабочими поверхностями 38 и поверхностями 31 двуплечи.х рычагов 29. При этом двуплечие рычаги 29 осуществляют суммарное (горизонтальное и вертикальное) движение, что позволяет осуществлять встречную догибку концов 32 детали 33. Усилие буфера 11 больше усилия буфера 20 в сумме с усилием предварительной гибки, что обеспечивает предварительную гибку детали 33 с опусканием прижима-выталки- вате.т 18. На чертеже показано готовое изделие с незамкнутыми концами 32, для обеспечения гибки изделия с замкнутыми концами конструкция штампа аналогична, только верхний пуансон 8 выполнен кон- со.;1ьным, т. е. отсу 1Ч твуе 1 перемычка 39.
При холостом ходе салазки 21 под действием возвратных пружин 22 отводятся до регулируемых упоров 23, пуансонодержатель 6 с верхним пуансоном 8 выталкивается штоком 10 из обоймы 5 и поднимается с ползуном пресса, а прижим-выталкиватель 18 под действием штока 19 поднимается в-исходное положение. Готовая деталь удаляется с верхнего пуансона 8 механическим съемником или вручную.
Регулируемые упоры 23 предназначены для установки положения боковых пуансо20
25
30
35
действуют с направляющими поверхностя- 40 нов 26 для фиксации заготовки детали 33. ми 9 верхних пуансонов 8, а поверхнос-ПуансОнодержатели 6 и 25 имеют гнезда 40
тями 3 осуществляют встречную догибку концов 32 детали 33.
Пружины 28, установленные на боковых пуансонах 26, возвращают двуплечие рыча- . ги 29 в исходное положение, фиксирующееся ограничителями 34, упирающимися в поверхности 35 боковых пуансонов.
прямоугольного сечения, в которые установлены посадочные концы 41 верхнего 8 и боковых 26 пуансонов. В обойме 5 и пуансоно- держателе 6 выполнены соосно отверстия 42 под цилиндрические штыри 43.
В начале отвода боковых пуансонов 26 после гибки рабочие части рьшага 29., под действием пружин 28 поворачиваются
Заготовка детали 33 устанавливается на 50 вверх на осях 27 и выходят из контакта с прижим-выталкиватель 18 и фиксируется наконцами 32 детали 33, что исключает разШтамп работает следующим образом.
его фиксаторах либо на двуплечих рычагах 29. В начале рабочего хода верхний пуансон 8 прижимает заготовку к прижиму- выталкивателю 18 и производит ее предварительную гибку под действием усилия пневматического буфера 11 на пуансонодержатель 6 по разведенным рабочим торцам 36 двуплечих рычагов 29. Поворот
гибание концов в результате трения между ними и пуансонами, а также позволяет осуществлять отвод боковых пуансонов при формовке концов детали с поднутрениями 55 вниз.
При использовании штампа для гибки деталей простой конфигурации или требующих усилий гибки, больших усилия пневма5
двуплечих рычагов 29 при этом вниз, до поверхности 37 боковых пуансонов 26, на надежность работоспособности щтампа не влияет, так как при окончании хода верхнего пуансона 8 концы детали 33 находятся почти в вертикальном положении, т. е. ограничители 34 упираются в поверхность 35. После упора прижима-выталкивателя 18 в матричную плиту 17 верхний пуансон 8 останавливается благодаря пружинению сжатого воздуха в буфере 11. Под действием приводных клиньев 4 боковые пуансоны 26 с двуплечими рычагами 29, взаимодействую-. щими с направляющими поверхностями 9 пуансона 8 участками 30, осуществляют одновременную окончательную гибку детали 33 своими рабочими поверхностями 38 и поверхностями 31 двуплечи.х рычагов 29. При этом двуплечие рычаги 29 осуществляют суммарное (горизонтальное и вертикальное) движение, что позволяет осуществлять встречную догибку концов 32 детали 33. Усилие буфера 11 больше усилия буфера 20 в сумме с усилием предварительной гибки, что обеспечивает предварительную гибку детали 33 с опусканием прижима-выталки- вате.т 18. На чертеже показано готовое изделие с незамкнутыми концами 32, для обеспечения гибки изделия с замкнутыми концами конструкция штампа аналогична, только верхний пуансон 8 выполнен кон- со.;1ьным, т. е. отсу 1Ч твуе 1 перемычка 39.
При холостом ходе салазки 21 под действием возвратных пружин 22 отводятся до регулируемых упоров 23, пуансонодержатель 6 с верхним пуансоном 8 выталкивается штоком 10 из обоймы 5 и поднимается с ползуном пресса, а прижим-выталкиватель 18 под действием штока 19 поднимается в-исходное положение. Готовая деталь удаляется с верхнего пуансона 8 механическим съемником или вручную.
Регулируемые упоры 23 предназначены для установки положения боковых пуансо0
5
0
5
прямоугольного сечения, в которые установлены посадочные концы 41 верхнего 8 и боковых 26 пуансонов. В обойме 5 и пуансоно- держателе 6 выполнены соосно отверстия 42 под цилиндрические штыри 43.
гибание концов в результате трения между ними и пуансонами, а также позволяет осуществлять отвод боковых пуансонов при формовке концов детали с поднутрениями 55 вниз.
При использовании штампа для гибки деталей простой конфигурации или требующих усилий гибки, больших усилия пневматического буфера 11, т. е. без исполь.ю- вания боковых пуансонов 26, при открытом положении штампа, когда подвижный пуан- сонодержатель 6 под действием буфера 11 выдвинут из обоймы 5, в отверстия 42 вводят цилиндрические штыри 43, а салазки 21 регулируемыми упорами 23 отводят от приводных клиньев 4.
Применение изобретения позволяет расширить технологические возможности за
отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения встречной подгибки концов заготовки и их калибровки, он снабжен двумя гибочными двуплечими рычагами с неравными плечами, размеш,енными на соответствующих боковых пуансонах, подпружиненными к ним с возможнос-тью качания во фронтальной плоскости, установленными с возможностью взаимодействия с пуансоносчет обеспечения встречной догибки концов 10 держателями, каждый из которых имеет
ограничительный выступ на маленьком плече, рабочую кромку и рабочую поверхность на большом плече, а верхний пуансон выполнен с направляющими поверхностями для больших плеч рычагов, размещенными Штамп для гибки штучных заготовок и(по боковым сторонам и скошенными к оси
листа и проволоки по авт. св. № 1279706,штампа в направлении нижней плиты.
заготовки и их калибровки за один переход штамповки.
Формула изобретения
отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения встречной подгибки концов заготовки и их калибровки, он снабжен двумя гибочными двуплечими рычагами с неравными плечами, размеш,енными на соответствующих боковых пуансонах, подпружиненными к ним с возможнос-тью качания во фронтальной плоскости, установленными с возможностью взаимодействия с пуансонодержателями, каждый из которых имеет
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
