1 1
Si
эо
00
Kjff
2.Штамп ПОП.1, отличающийся тем, что механизм съема готовой детали выполнен в виде связаннсэго с неподвижной -плитой посредством поворотного вала и подпружиненного к ней рычага съема, имеющего П-обраэный рабочий конец, охватывающий пуансон окончательной гибки, и кинематически связанного с подвижной плитой посредством жестко закрепленного на поворотном валу кулачка и взаимодействуюочегр с ним дв.уплечего рычага, шарнирно установленного на подвижной плите и подпружиненного к ней.
3.Штамц по п.1, о т л и ч а ю щ и и с я тем, что механизм повышения жесткости пуансона окончательной гибки выполнен в виде связанного с неподвижной плитой посредством индивидуального поворотного вала и подпружиненного к ней рычага жесткости, взаимодействующего с консольным концом пуансона и Кинематически связанного с подвижной плитой посредством шарнирно закрепленного на ней рычага и взаимодействуквдего с последним кулачка, жестко закрепленного по поворотном валу рычагажесткости.
4.Штамп по П.1, отличающ и и с я тем, что узел догибки вы-полнен в виде шарнирно-установлен-.
ных в пуансон-матрицах окончательной гибки подпружиненных рьпагов и жестко закрепленных на неподвижной плите с возможностью взаимодействия с рычагами клиньев.
5.Штамп по П.1, отличающийся тем, что узел регулировки зазора между пуансон-матрицами и пуансоном окончательной гибки выполнён в виде установленных на подвижной плите микрометрических винтов, взаимодействующих своими торцами с боковыми поверхностями пуансон-матРИЦ.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки и отрезки выводов радиоэлементов | 1981 |
|
SU1026331A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Устройство для изготовления рулонных пружин | 1983 |
|
SU1148671A1 |
| Штамп совмещенного действия для гибки и отрезки выводов радиоэлементов | 1980 |
|
SU974619A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп совмещенного действия для отрезки заготовки от ленты и гибки острого угла изделия | 1984 |
|
SU1278072A1 |
МНОГОПОЗИЦИОННЫЙ ШТАМП ДЛЯ ПРОБИВКИ, НАДРЕЗКИ, ПОСЛЕДОВАТЕЛЬНОЙ ГИБКИ И ОТРЕЗКИ, содержащий подвижную плиту, несущую режущие пуансоны и пуансон-матрицы, а также неподвижную плиту, на которой установлены режущая матрица, гибочные «пуансоны и механизм подачи ленты, о т л и чающийся тем, что, с целью повышения производительности за счет автоматизации съема готовой, детали и повышения стойкости штампа, штгилп снабжен расположенными на позиции окончательной гибки механизмом съема готовой детали, кинематически связанным с подвижной плитой и узлами догибки и регулировки зазора между пуансон-матрицами и пуансонЬм окончательной гибки, причемпоследний установлен консольно и снабжен механизмом повышения его жесткости. (Л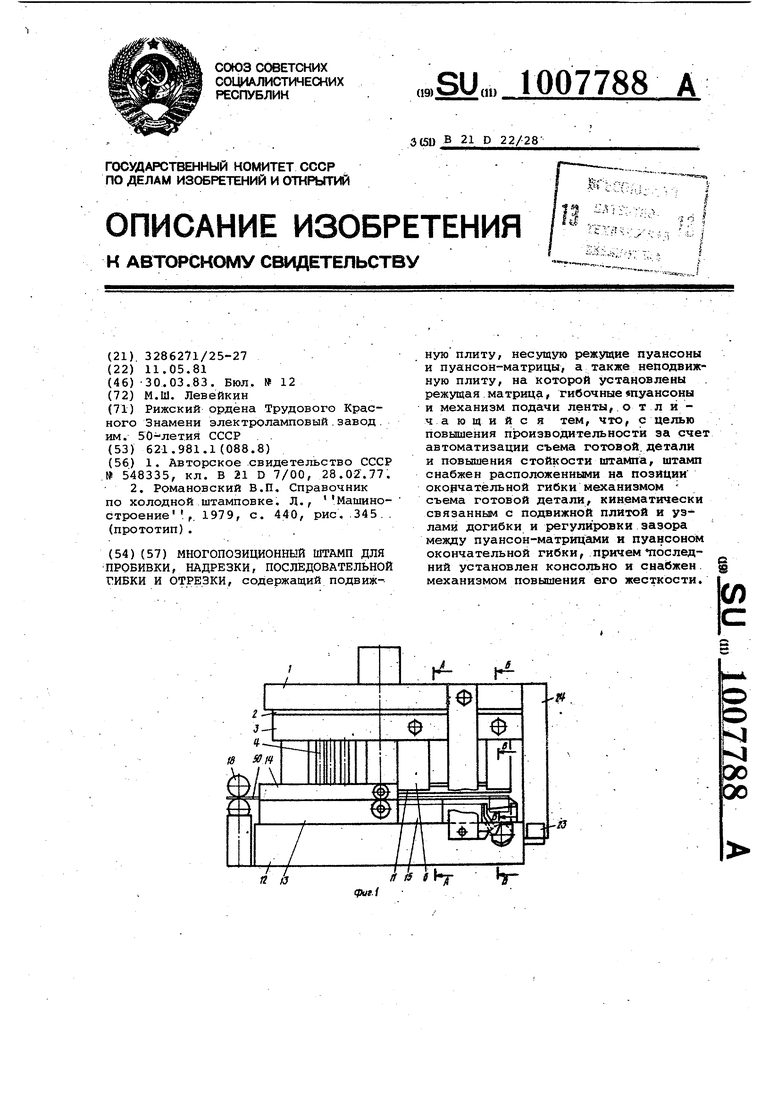
Изобретение касается обработки металлов давлением и относится к штамповой оснастке. Известен штамп для гибки деталей содержащий подвижную и неподвижную плиты с установленными на них режущими и формообразующими пуансонами и матрицами 1 . Недостатком штампа является слож ность его конструкции, обусловленна сложностью конструкции матрицы для гибки. Кроме того, в штампе не предусмотрено вьшолнение проколочных . операций, что приводит к тому, что эти операции выполняют на отдельных штампах. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является многопозиционный штамп для пробивки, надрезки, последовательной гибки и отрезки, содержащий подвижную плиту, несущую режущие пуансоны и пуансонматрицы, а -.также неподвижную плиту. на которой установлены режущая матрица, гибочные пуансоны и механизм подачи ленты 2J . Недостатком известного штампа . является низкая его производительность, обусловленная тем, что съем готовой.детали с гибочного пуансона производится вручную. Другой недостаток штампа состоит в низкой стойкости пуансона окончательной гибки, снижающей стойкость всего штампа в целом. . Цель изобретения - повышение производительности штампа за счет авто-матизации съема готовой детали и повышения стойкости штампа. Указанная цель достигается тем, что многопозиционный штамп для пробивки, надрезки, последовательной гибки и отрезки, содержащий подвижную плиту, несущую режущие пуансоны и пуансон-матрицы, а также неподвижную плиту, на которой установлены режущая матрица, гибочные пуансоны . и механизм подачи ленты, снабжен расположенным на позиции окончательной гибки механизмом съема готовой детали, кинематически связанным с подвижной лентой и узлами догибки и регулировки зазора между пуансонматрицами и пуансоном окончательной гибки, причем-последний установлен консольно и снабжен механизмом повышения его жесткости. Механизм съема готовой детали Может быть выполнен в виде связанного с неподвижной плитой посредством поворотного вала и подпружиненного к ней рычага съема, имеющего П-образный рабочий конец, охватывающий пуансон окончательной гибки, и кинематически связанного с подвижной плитой посредством кулачка, жестко закрепленного на поворотном валу, и взаимодействующего с кулачком дву- плечего рычага, шарнирно установленного на подвижной плите и подпружиненного к ней.
Механизм повышения жесткости пуансона окончательной гибки может быть выполнен в виде связанного с неподвижной плитой посредством индивидуального поворотного вала и подпружиненного к ней рычага жесткости, взаимодействующего с консольным концом пуансона и кинематически связанного с подвижной плитой цосредством шарнирно закрепленного на ней рычага и взаимодействующего с последним | улачка, жестко закрепленного на поворотном валу рычага жесткости.
Узел догибки мОжет быть выполнен в виде шарнирно установленных в пуансон-матрицах окончательной гибки подпружиненных рычагор и жестко закрепленных на неподвижной плите с возможностью взаимодействия с рычагами клиньев.
Кроме того, узел рег.улировки зазора между пуансон-матрицами и пуансоном ркончательной гибки выполнен в виде установленных на подвижной плите микрометрических винтов, взаимодействующих своими торцами с боковыми поверхностями пуансон-матриц.
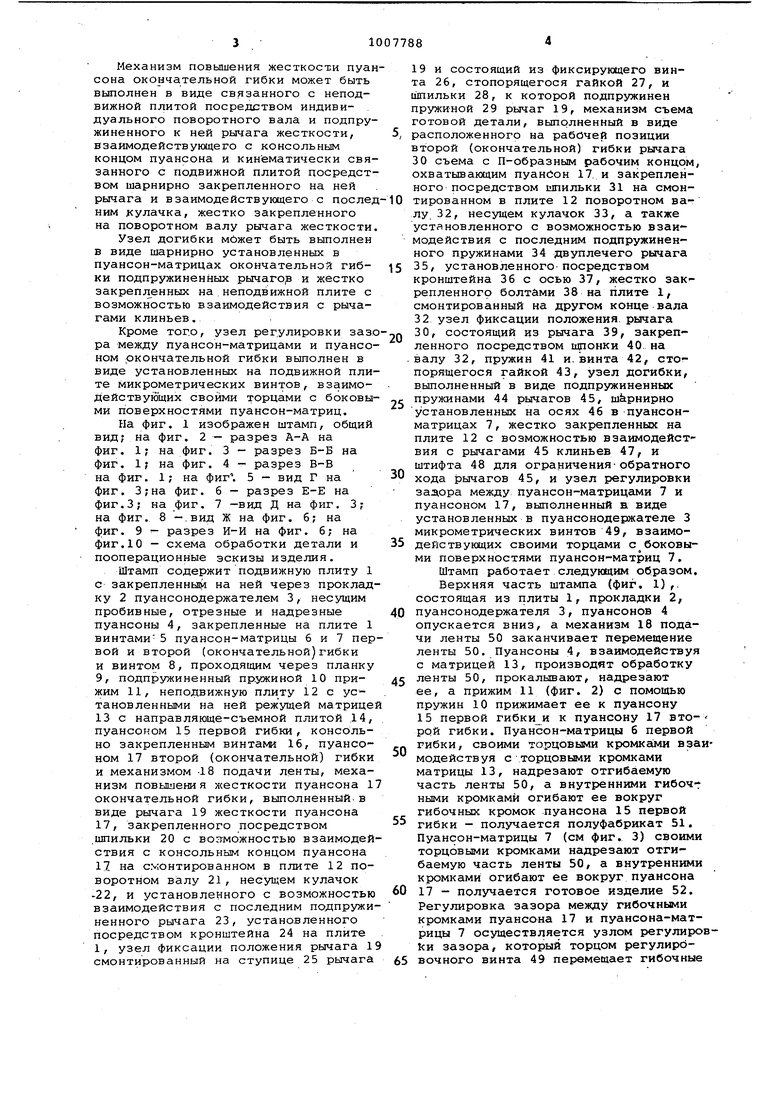
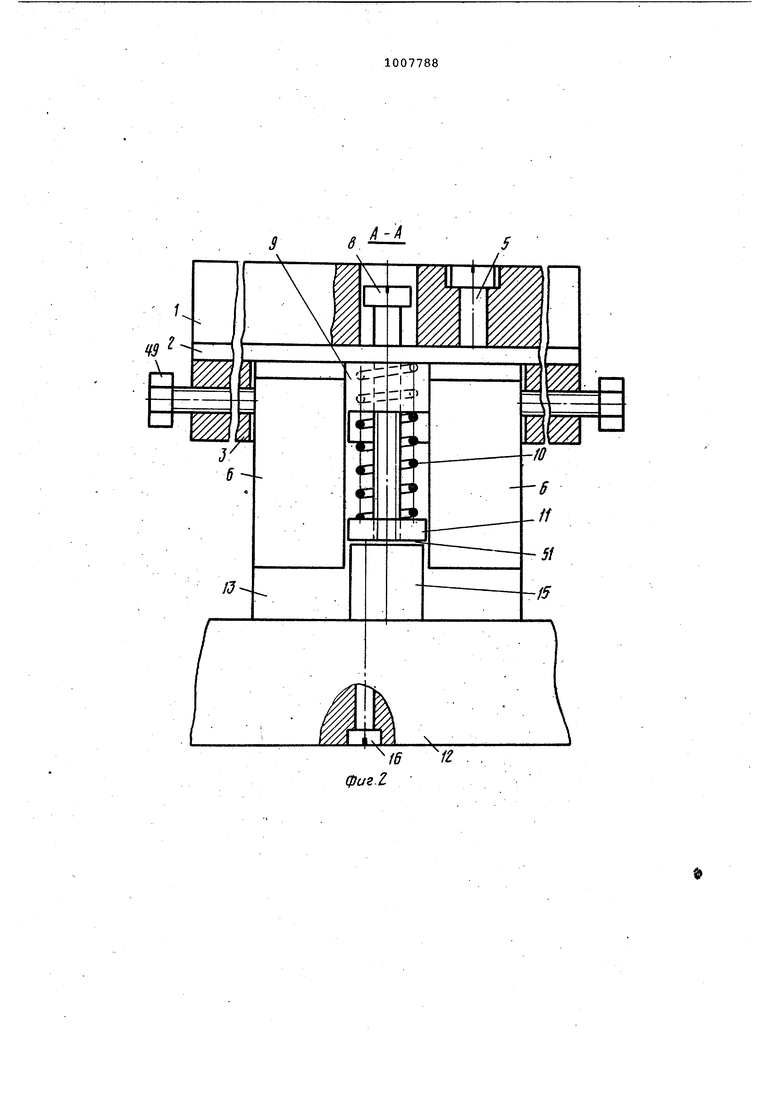
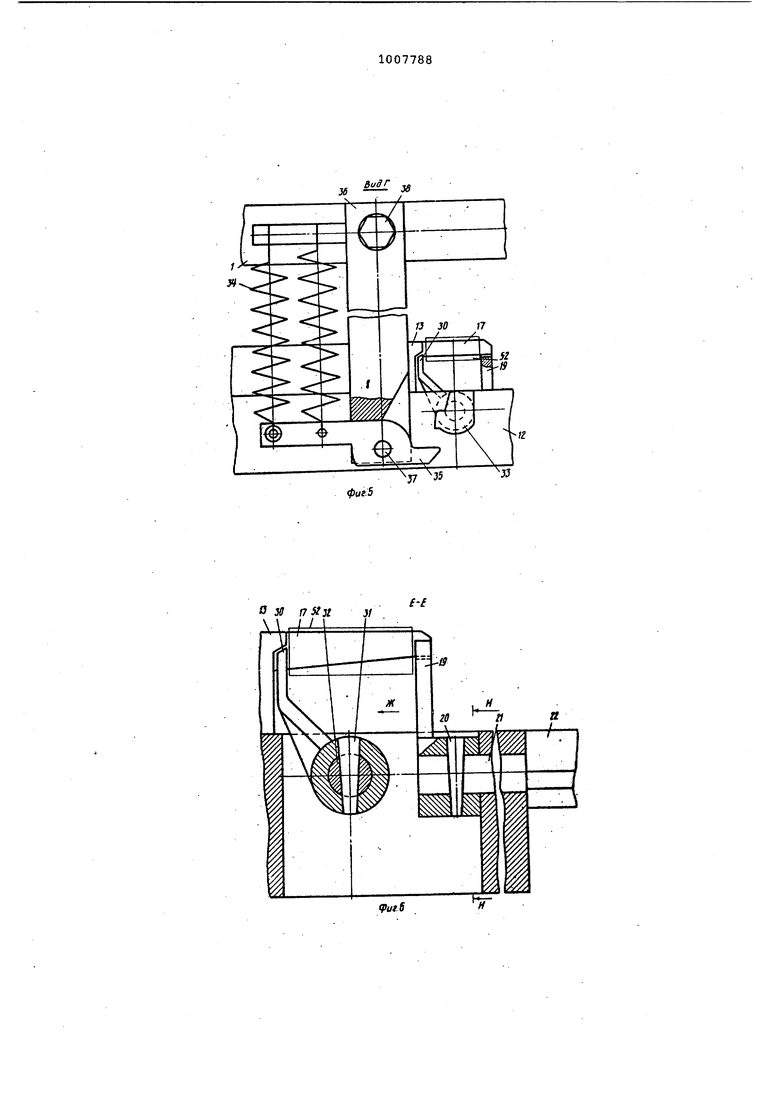
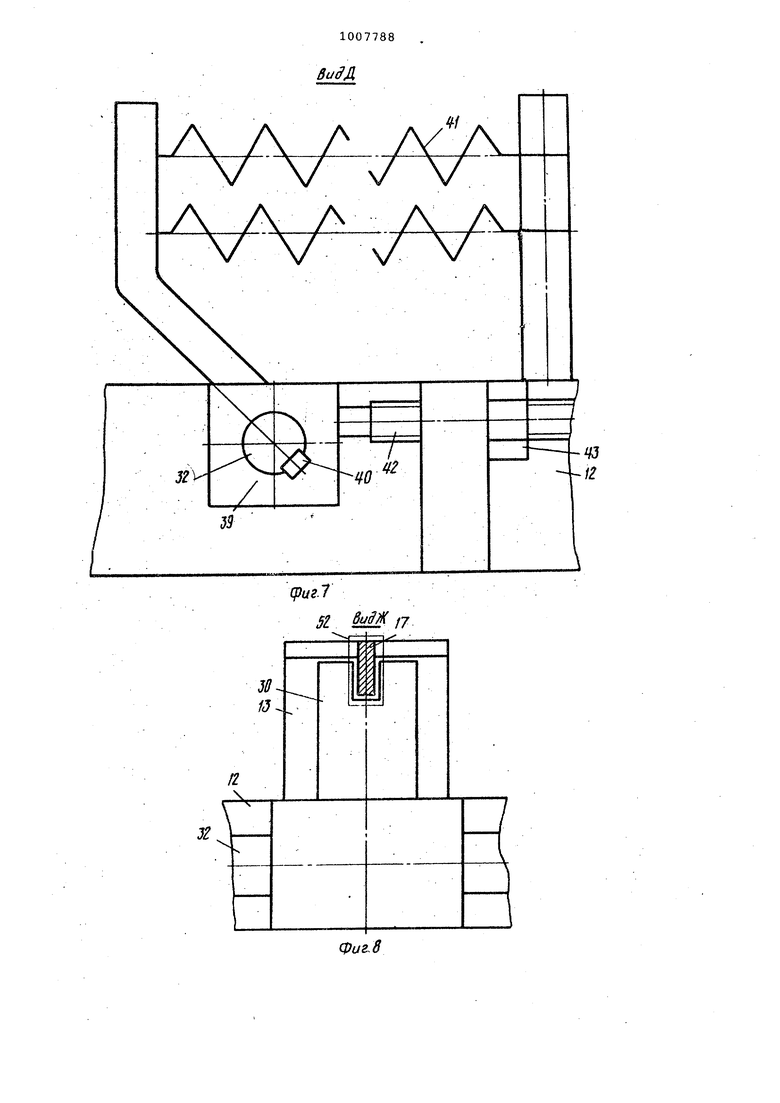
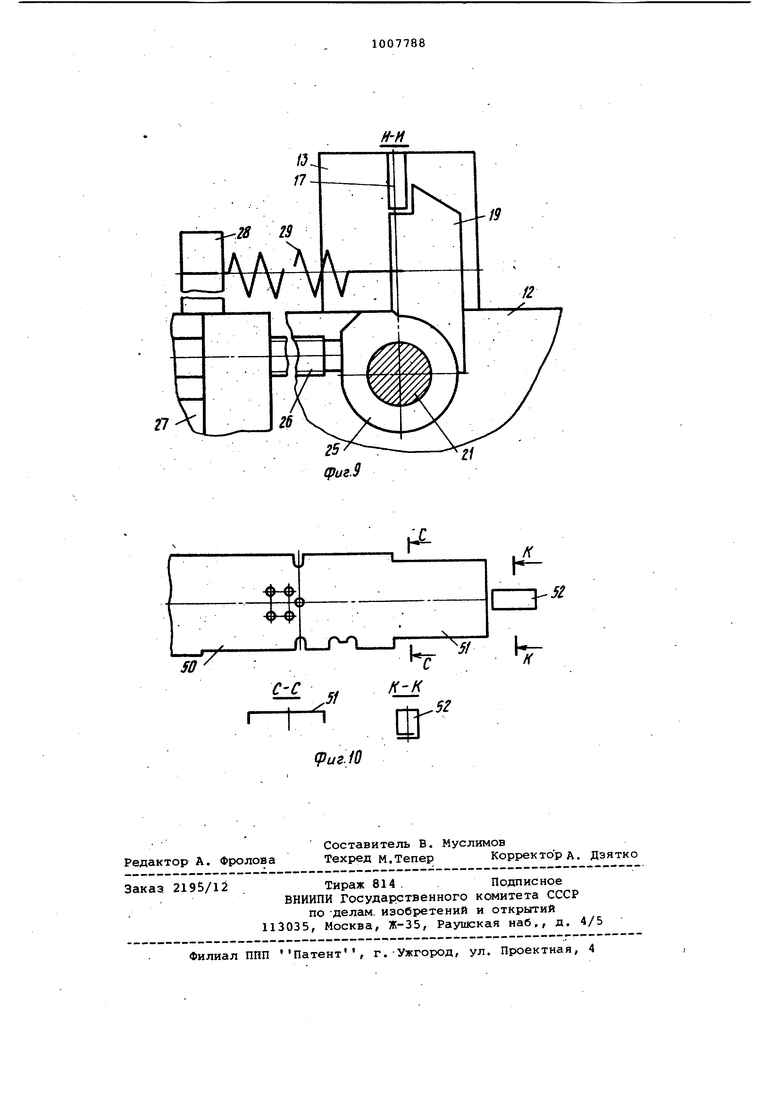
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг . 5 - вид Г на фиг. 3;на фиг. б - разрез Е-Е на фиг.З; на фиг. 7 -вид Д на фиг, 3; на фиг. 8 -.вид Ж на фиг. б; на фиг. 9 - разрез И-И на фиг. 6; на фиг.10 - схема обработки детали и пооперационные эскизы изделия.
Штамп содержит подвижную плиту 1 с закрепленньпй на ней через прокладку 2 пуансонодержателем 3, несущим пробивные, отрезные и надрезные пуансоны 4, закрепленные на плите 1 винтами-5 пуансон-матрицы 6 и 7 первой и второй (окончательной)гибки и винтом 8, проходящим через планку 9, подпружиненный пр.ужиной 10 прижим 11, неподвижную плиту 12 с установленными на ней режущей матрице 13 с направляюще-съемной плитой 14, пуансоном 15 первой гибки, консольно закрепленным винтаьм 16, пуансоном 17 второй (окончательной) гибки и механизмом -18 подачи ленты, механизм повышения жесткости пуансона 1 окончательной гибки, выполненный-в виде рычага 19 жесткости пуансона 17, закрепленного посредством .шпильки 20 с во:гможностью взаимодействия с консольным концом пуансона II на смонтированном в плите 12 поворотном валу 21, несущем кулачок -22, и установленного с возможностью взаимодействия с последним подпружиненного рычага 23, установленного посредством кронштейна 24 на плите 1, узел фиксации положения рычага 1 смонтированный на ступице 25 рычага
19 и состоящий из фиксирующего винта 26, стопорящегося гайкой 27, и шпильки 28, к которой подпружинен пружиной 29 рычаг 19, механизм съема готовой детали, выполненный в виде
, расположенного на рабочей позиции второй (окончательной) гибки рычага 30 съема с П-образным рабочим концом, охватывающим пуанСон 17. и закрепленного посредством шпильки 31 на смон0 тированном в плите 12 поворотном валу 32, несущем кулачок 33, а также установленного с возможностью взаимодействия с последним подпружиненного пружинами 34 двуплечего рычага
5 35, установленного посредством
кронштейна 36 с осью 37, жестко закрепленного болтами 38 на плите 1, смонтированный на другом конце вала 32 узел фиксации положения, рычага
Q 30, состоящий из рычага 39, закрепленного посредством ищонки 40. на .валу 32, пружин 41 и. винта 42, стопорящегося гайкой 43, узел догибки, выполненный в виде подпружиненных
5 пружинами 44 рычагов 45, шарнирно установленных на осях 46 в пуансонматрицах 7, жестко закрепленных на плите 12 с возможностью взаимодействия с рычагами 45 клиньев 47, и штифта 48 для ограничения-обратного
хода рычагов 45, и узел регулировки
задора между пуансон-матрицами 7 и пуансоном 17, выполненный н виде установленных в пуансонодержателе 3 микрометрических винтов 49, взаимодействующих своими торцами с боковыми поверхностями пуансон-матриц 7, Штамп работает следующим образом. Верхняя часть штампа (фиг. 1),. состоящая из плиты 1, прокладки 2,
0 пуансонодержателя 3, пуансонов 4
опускается вниз, а механизм 18 подачи ленты 50 заканчивает перемещение ленты 50. Пуансоны 4, взаимодействуя с матрицей 13, производят обработку
5 ленты 50, прокалывают, надрезают ее, а прижим 11 (фиг. 2) с помощью пружин 10 прижимает ее к пуансону 15 первой гибки и к пуансону 17 вто-рой гибки. Пуансон-матрицы 6 первой
п гибки, своими торцовыми кромками взаимодействуя с торцовыми кромками матрицы 13, надрезают отгибаемую часть ленты 50, а внутренними гибоч-г ными кромками огибают ее вокруг гибочных кромок пуансона 15 первой
гибки - получается полуфабрикат 51. Пуансон-матрицы 7 (см фиг. 3) своими торцовыми кромками надрезают отгибаемую часть ленты 50, а внутренними кромками огибают ее вокруг пуансона
0 17 - получается готовое изделие 52. Регулировка зазора между гибочными кромками пуансана 17 и пуансона-матрицы 7 осуществляется узлом регулировки зазора, который торцом регулирб5 вочного винта 49 перемещает гибочные
кромки пуансон-матрицы 7 непосредственно на рабочем месте на прессе, не снимая штампа.
В конце рабочего хода рычаги 45, взаимодействуя с клиньями 47, поворачиваются на угол, равный углу пружинной; деформации, догибая изделие 52 вокруг гибочных кромок пуансона 17 второй гибки, а при ходе вверх под воздействием пружины 44 отходят в первоначальное положение, упираясь в штифты 48. Величина угла пружинной деформации устанавлийается при получении первых.изделий 52, и перемещением клиньев 47 изделие 52 доводится до требуемых размеров.
Механизм съема (фиг. 5-7) находится в исходном положении, рабочая часть рычага 30 съема находится в поднутренной части матрицы 13, полностью освобождая место гибки, и рычаг 30 съема охватывает пуансон 17 по периметру (фиг, 8), По мере опускания штампа рычаг 35 (фиг. 5), соприкасаясь с кулачком 33, повора чивается на оси 37 и после прохода кулачка 33 под действием пружин 34 возвращается в исх.одное положение, которое определяется внутренним торцом кронштейна 36..
Рычаг 31 жесткости (фиг. 6,5 и 9 во время хода вниз, т.е. во/время . приложения усилий гибки, находится в исходном положении и верхний торе его подпирает пуансон 17, представлякядий собой нежесткую консольную конструкцию. Рычаг 31 жесткости превращает пуансон 17 в жесткую балку на двух опорах. Рычаг 23, ударяясь о кулачок 22, а в конце хода . выйдя из контакта с кулачком 22, поворачивается и под воздействием пружин 29 приходит в исходное положение..
При ходе вверх рычаги 45 узла .догибки (фиг. 4), выходя из контакта с клиньями 47, под воздействием пружин 44 отходят вправо до упорных штифтов 48, полностью выходя из рабочей зоны, т.е. из зоны контакта рычагов 45 с изделием 52. Пуансонматрицы 6 и 7 (фиг. 2 и 3) и прижим 11 отходят от изделия 53, освобождая его. Рычаг 23 механизма жесткости (фиг. 5,6, 1 и 9) входит в контакт с кулачком 22, поворачивает его, вследствие чего поворачиваются вал 21 и рычаг 31 жёсткости, который полностью освобождает пуансон 17 и зону выхода изделия.. Рычаг 35 механизма съема входит в контакт с ку лачком 33, поворачивает его, вследствие чего поворачиваются вал 32 и рычаг 30 съема, который, выходя из поднутренной части матрицы 13, упирается в торец изделигя 52, сбрасывает его с пуансона.17, т.е. со штампа.
В это время рычаг 35 механизма съема (фиг. 5-7), выйдя из зоны контакта с кулачком 33, под дейст0 :вием пружин 34 приходит в исходное прложение, а освобожденные кулачок 33, вал 32, рычаг 30 съема под действием пружин 41, рычага 39 и упорного винта 42 возвращаются в /i 5 ное фиксированное положение. После этого рычаг 35 механизма жесткости (фиг. 5, 6, 9) освобождает кулачок 33, выходит из контакта с ним, и кулачок 33, вал 21 и рычаг 19 жесткости под действием пружин 29, кулачка 25 и винта 26 возвращаются в исходное фиксируемое положение. Рычаг 35 под действием пружин. 34 также возвращается в исходное положение. 5 Механизм 18 подачи подает ленту . 50, и затем при дальнейших ходах цикл повторяется.
Предлагаемая конструкция многопрзиционного штампа автоматизирует процесс изготовления корпуса цоколя Р и повышает производительность труда за счет обработки в ленте и ликвидации операций укладки и выемки, при этом высвобождаются двое рабочих.За счет конструктивных особенностей 5 предлагаемого штампа получают безотходный раскрой, в результате чего экономится латунная лента. Кроме того, наличие-в конструкции штампа рычага жесткости пуансона окончательной гибки повьшает стойкость штампа.
ts
ч
//
/-1
: г
Bufff
V 35
фиг.5
8идЛ
А
V V
(риг.7
5 §м1 17
3ff. 0.
фиг, 8
CC ..K-K
,52
(риг. 10
JTx
-/
г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское .свидетельство СССР | |||
| Штамп для гибки деталей | 1974 |
|
SU548335A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Л., Машиностроение, | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Способ обогащения руд | 1915 |
|
SU440A1 |
| (прототип)., | |||
