Изобретение относится к сварочному произгюдству и может найти применение в Турбостроенииэ судостроении и других отраслях промьиоленности где пр:--1меняются сварные конструкции с тавровьми многопроходными швами без разделки кромок на. верт1-;кальио расположеньгой детали„ Технология применима преимущественно для свар- кй в среде заищтных газов„
Цель изобретения - повышение про- из водительности. путем умекьшеЕРЛя на|плавленного металла и увеличения
св;арочного тока, а также повышение
15
качества сЕарки лутем уменьшения сварочных деформаций и содержания газов в металле сварочной ванны и сварочного шва
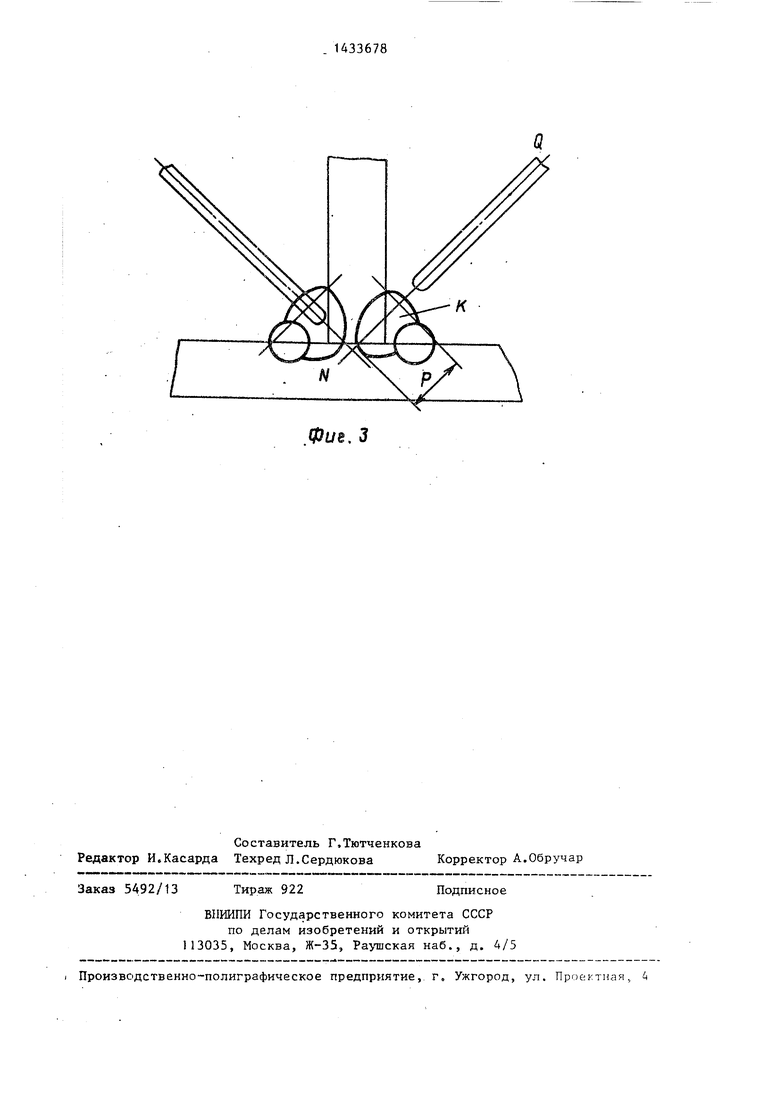
На фиг,1 представлено подготовленнее к сварке, двухстороннее тавровое сс|единение1 на фиг „2 - расположение э,п|ектрода при выполнении соед.инитель- него прохо.да К„ когда шов выполняют за 3 .прохода; на фиг,3 расположение электрода, ко.гда шов выполняют за 2 прохода.
Способ осуш,еств..пяется следующим образом-.
На полку 1 (фиг.1) наплавляют 2,, расстояние 1 от краев кото- pbJK, обращ(:ннь1Х к стенке 3s поддер- лЦвается при наплавке равным от 1/5 д4 1/3 толциньз стенки.. Устанавливают н4 этом расстоян14и стенку после чего производ.ят ее сварку с полкой многопроходным швом с расллавлением металла первого .валика.
При выполнении проходов К. обеспечивающих получение расчетного параметра Р У.ГЛОВОГО шва, электрод рас- пол агэ..от - :з П.ПОСКОСТИ NQ этого параметра (фиг, 2. и 3)э т,е„ соосно с ли ниеЙ5 проведенной из точки максимального проплавления перпен-дикулярно гипотенузе наибольшего5 вписанного в сварной шоз прямоуго.льног о треугольника..,
П р и м е р. Производят сварку т. соединения с толщиной стенка 16 мм в углекислом газе. На полку на расстоянии друг от друга, равном 24 мм., на.ги.гав.гЕяют два пара.плельных валикз.0 Режим-; сварочньй ток 490 А;
.
скорость подачи проволоки 420 м/ч; скорость сварки 16 м/ч; марка проволоки 08Г2С,
После установки стенки на расстоянии от валиков - 4 мм следующим проходом с расплавлением валиков произ-, водят сварку полки со стенкой. Режим сварочньй ток 380 А; скорость подачи проволоки 340 м/ч; скорость сварки 15 м/ч.
Качество вьтолненных швов высокое
Предлагаемьй способ обеспечивает снижение расхода наплавленного металла шва на 20-30%, повьшение производительности труда на 30-40%, в т.ч. на 10% за счет возможности увеличени сварочного тока. Кроме того, использование способа позволяет снизить сварочные деформации и обеспечить получение сварочных соединений без газовых включений.
Формула изобретения
Способ изготовления тавровых соединений многопроходной сваркой, при котором размечают взаимное расположение полки и стенки, устанавливают ртенку на полку и производят сварку образованных угловых соединений многопроходным швом, отличающийся тем, что, с целью повышения производительности путем уменьшения наплавленного металла и увеличения сварочного тока, а также повышения качества сварных соединений путем З еньшения деформаций и содержания.газовых включений в сварном шве, первьм валик наплавляют на полку, расстояние от края йалика при его наплавке, обращенного к стенке, до стенки под- дер.живают равным от 1/5 до 1/3 ее толщины, устанавливают на этом расстоянии стенку и производят ее сварку с полкой с расплавлением металла валика, а при вьтолнении слоя, обеспечивающего получение расчетной высоты углового шва, электрод располагают соосно с линией, проведенной из точки максимального проплавления перпендикулярно гипотенузе наибольшего вписанного в сварной шов прямоугольного треугольника.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
| Способ электродуговой сварки чугуна | 1984 |
|
SU1181830A1 |
| Способ получения сплава переменного химического состава | 1990 |
|
SU1779503A1 |
| Способ наплавки на алюминий слоя другого металла | 1979 |
|
SU1039665A1 |

Изобретение относится к способам изготовления сварных конструкций с тавровыми многопроходными швами преимущественно при автоматической . сварке в среде защитных газов. Целью изобретения является повышение производительности труда путем уменьшения расхода наплавленного металла и повьЕнение качества сварки путем уменьшения сварных деформаций и снижения содержания водорода в шве. Способ включает операции разметки,сборки и сварки. Вначале размечают места наплавки одного или двух перйых валиков шва, затем на горизонтальную деталь наплавляют эти валики без наличия вертикальной детали, потом устанавливают и фиксируют вертикальную деталь около ранее наплавленных валиков так, чтобы между вертикальной деталью и частью шва на горизонтальной детали быд зазор, равный 1/3- 1/5 толшр:ны вертикальной детали, после чего начинают сваривать подлежащие сварке детали, наплавляя швы в разделке между вертикальной де- I талью и ранее наплавленной частью шва до образования шва требуемого поперечного сечения. Во время сварки первого .соединительного прохода шва электрод направляют соосно с ли нией, проведенной из точки макси- - мального проплавления перпендикулярно гипотенузе наибольшего вписанного в сварной шов прямоугольного треугольника. 3 ил о
Фиг. 7
фиг. 2
Фив, 3
Составитель Г.Тютченкова Редактор И.Касарда Техред Л.Сердюкова Корректор А.Обручар
Заказ 5492/13
Тираж 922
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Ра тпская наб., д. 4/5
Подписное
| Сварка в машиностроении | |||
| Справочник, М.: Машиностроение, 1979, т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Патент СЕМ № 3171944, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
