А- А повернуто
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка н.с.терешонка | 1979 |
|
SU876316A1 |
| Расточная оправка | 1978 |
|
SU732079A2 |
| Оправка | 1979 |
|
SU1060324A1 |
| Расточная оправка | 1978 |
|
SU776765A1 |
| Головка для расточки и подрезки торцев | 1984 |
|
SU1291295A1 |
| Расточная оправка | 1977 |
|
SU701740A1 |
| Устройство для обработки некруглых отверстий | 1976 |
|
SU660782A1 |
| Шпиндельный узел | 1986 |
|
SU1743719A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| Расточная головка | 1973 |
|
SU545417A1 |


Изобретение относится к области обработки металлов резанием и может быть использовано при обработке отверстий. Целью изобретения является повышение жесткости головки и сокращение вспомогательного времени при настройке ее на раз- .мер за счет устранения зазоров в пларнирах промежуточны.х элементов и сокращения ре- гулируемы.х элементов. . Нежду державкой 1 и оправкой 3 с нижней стороны а промежуточны.х элементов размещена распорная планка 6 с винтом 7 и гайкой 8. Для изменения положения резца отпускают гайку 8, а промежуточные элементы совместно с распорной планкой 6 поворачивают на требуемый угол до 90° ку 8. Одновременно прижимается своими ческими торцами 18 поверхностям 20 и 21 ки 1, при этом под и заворачивают гай- распорная планка 6 скругленными копи- и 19 к коническим оправки 3 и держав- дeйcтвиe расклинивающего усилия державка 1 перемещается от оправки 3, а стенки отверстий промежуточных элементов 4 и 5 плотно прижимаются к щтифтам. 2 з.п.ф-лы, 7 ил. ЦЭ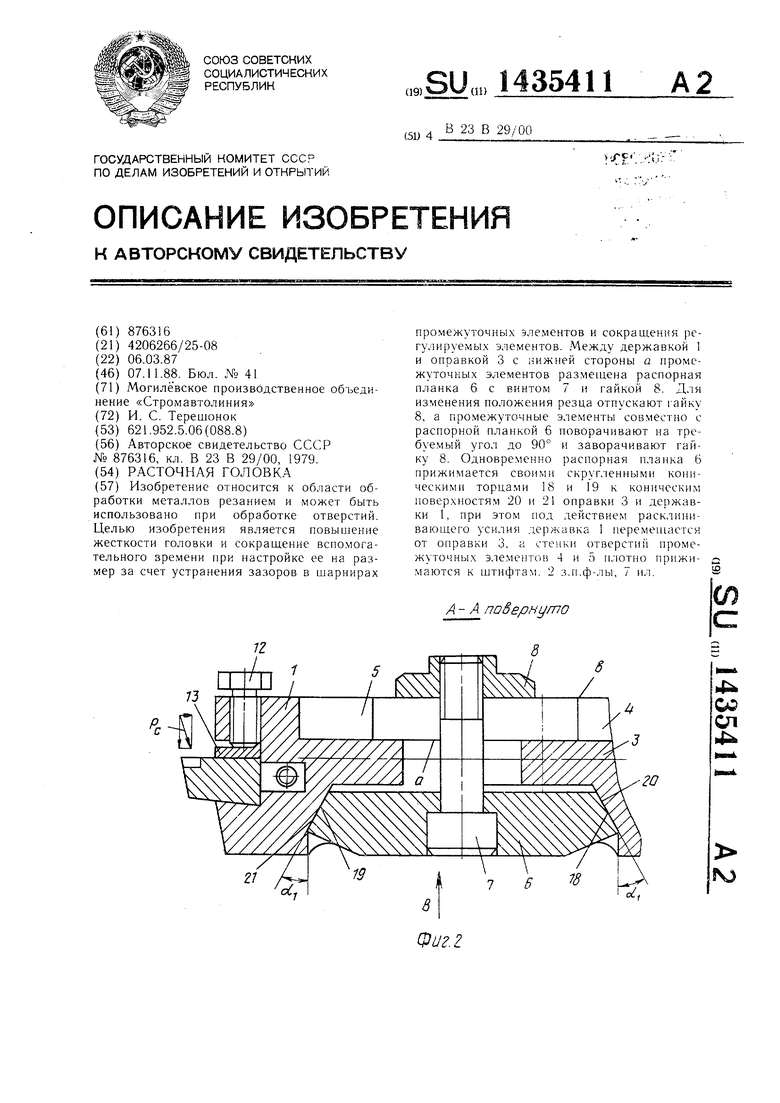
21
оС.
8
4
ее
сд
4
NJ
Изобретение относится к обработке меаллов резанием, и может быгь иcrIoльзoвaнxJ ри обработке отверстий и является усовершенствованием изобретения по основному вт. св. № 876316.
Цель изобретения --- нозьмление жесткости головки и сокращение вспомогательного времени при настройке ее на размер а счет устранения зазоров в шарнирах ь-ро- межуточных эле.ментов и сокранюния регуируемых элементов.
На фиг. 1 изображена гзредлагаемая расточная головка, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. . сс.ение Б-Б на фиг. 1; на фиг. 4 -- нид В на фиг. 2: а фиг. 5-7 -- схематическое изображение положения параллелограмма и лер.кав- ки соответетвенно при мииимальпо.ч, сре;,--ем и максимальном радиусах об:1абат1 1ваем();ч) тверстия.
Расточная головка содерж.чт ;1,ержавку I с закрепленным резцом 2. оправк 3. промежуточные элементы 4 и 5 с 1:ижней стороны а и верхней стороной Ь и распорную планку 6, соединенную с промежуточными элементами посредством винта 7 п гайки 8. В державке 1 вмонтирован механизм точной настройки резца, который состоит из микровипта 9, нолзуна И) и иружиг ы П.
На торце головки микровинта 9 нанесена И1кала для отсчета. Резец 2 закрец.юн в пазу державки 1 винтом 12 через прокладки 13. 11ромежуточные элегушнты 4 я 5 и;арнирпо соединены с державкой 1 и онрав- кой 3 посредством штифтов 14- 17, кчггорые запреееовапы в отверстиях державки и оправки, а в отверстиях промежуточ1 ых э;1е- .ментов 4 и 5 сопряжены с возможност1 ю свободного враи1,ения. Оси п)тифтс)в il 17 расположены в фор.ме парал.ле; огрймма, причем промежуточные элементы 4 я 5 яв- ляются большими звеньями. а оправка и державка ---- ма.лыми зве1ц ямп пара.::- .лелограм.ма.
Малое звено оправки 3, образоваиь ос- оеями П1ТПФТОВ 15 и 16, noisepnyTO относительно оси оправки 3 по часовой стрелке под угло.м а, равным 45°. Торцы 18 и 19 распорной планки 6 и контактируюп1ие с ь и- ми поверхности 20 и 21 держа ,:чн 1 и оп1);;в- ки 3 выцол1;ены коническими с углом -z;. равным 30° и с радиусом R-,. оавпым 1/2 ширины распорной планки, а ее боковые i;o- верхиоети 22 и 23 выполнены 1;г;-д глом c/.-j, равШ)м также 30°. На боковыл noiiepxtior- тях промежуточных эле.ментов 4 и 5 , нены выемки 24 и 25 с глубиной г, равной 1/2 диаметра стержня BMisra 7, и д;|и- пой /, равной 1/2 величин :.; iiepCMeiif,e)ii-iH элемента 4 относительно э: еме1-;та 5 во время перестройки расточной головки Пт ( д(1
.кс..
5
0
5
0
5
0
5
Расточную головку настраивают на заданный диаметр расточки еледующим обра зо.м.
Минимальный радиус N-mi обрабатываемого отверстия огфеделяетсй размерами державки. Нри этом ось сиг {метрии параллелограмма, образованного про.межуточными элементами 4 и 5, оправкой 3 и державкой 1, совпадает с оеью оиравки 1. Для увеличения диаметра обрабатываемого отверстия от радиуса винт 7 раскрепляют, промежуточные элементы 4 и 5 совместно с рас- планкой 6 поворачивают против часовой стрелки на требуемый угол до 90° и закренляют винт 7. В процессе закрепления винта 7 нромежуточньге элементы 4 и 5 прижимаются к опорным поверхностям державки 1 и О1:равки 3. Одновременно распорная 6 прижимается коническими торцами 18 и 19 к коническим поверхностям 20 ч 21 оправки 3 и державки 1. При этом под действие.м раск, Ц1ниваюи.1его усилия угла -7.1 державка I неремещается от оправки 3, а стенки отверстий промежуточных элементов 4 и 5 плотно прижимаются к штифтам 14-17. Для чистовой расточки точную настройку на размер резца 2 осуществляют с помощью микровинта 9 но нониусу на торце его головки через пружину 11 на величину зазора, который .может быть в преде- ;iax 5 .мм.
Формула изобретения
2 (
R пи,н.
9и.г.1
CD из л
иг5
nz.l
| Расточная головка н.с.терешонка | 1979 |
|
SU876316A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
