(54) РАСТОЧНАЯ ГОЛОВКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1987 |
|
SU1435411A2 |
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |
| Расточная головка | 1986 |
|
SU1421464A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2009 |
|
RU2399462C1 |
| Способ ориентации шатуна на расточном станке | 1991 |
|
SU1816561A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ МОДУЛЕЙ | 1997 |
|
RU2108206C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2235623C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2007 |
|
RU2349426C2 |
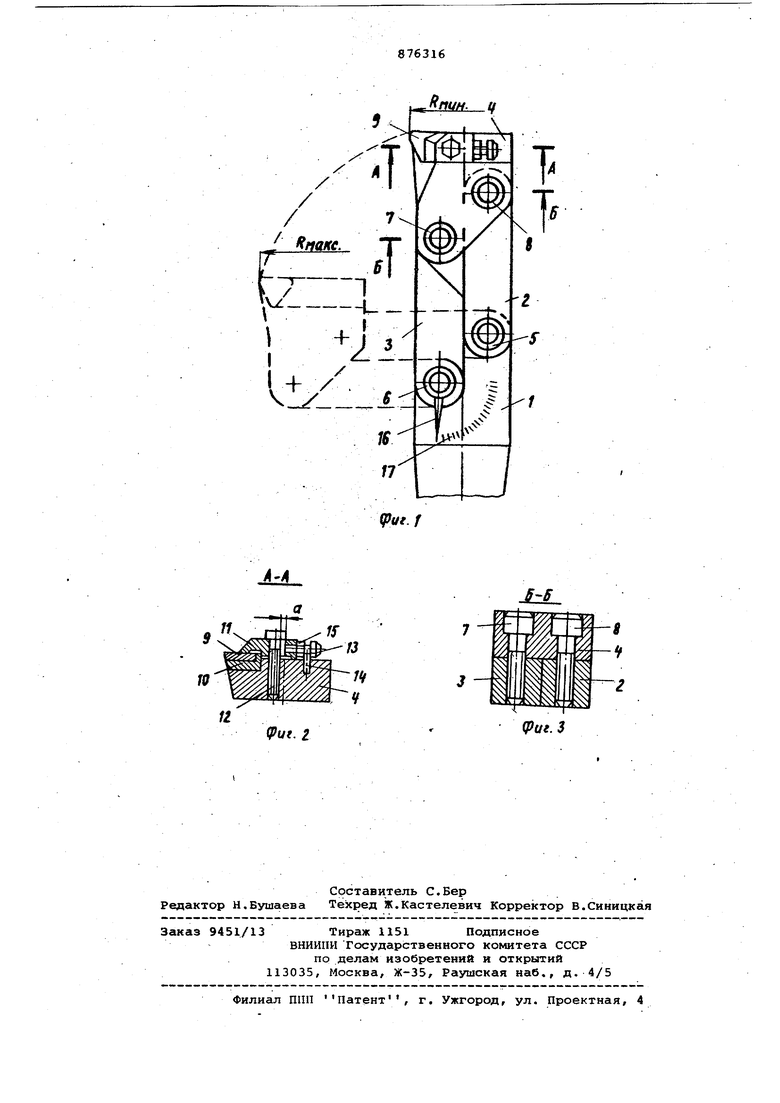
Изобретение относится к обработке металлов резанием и может,, быть npiiMeнено для растачивания отверстий. Известна расточная головка, содержащая винтовой механизм настройки на размер режущего элемента, державка которого шарнирно соединена с оправкой 4. Недостатки известной головки - малый диапазон регулировки и изменение главного угла в плане во время поворота резцедержателя с резцом. Цель изобретения - увеличение диапазона регулировки. Поставленная цель достигается тем что головка снабжена промежуточными элементами, предназначенными для сое динения державки к образующими между совой параллелограмм. Промежуточные а1лементы головки яв ляются большими звеньями параллелоrpciMMa. Малое звено параллелограмма, обра зованное осями шарниров на оправке, навернуто в сторону разворота режущей головки относительно оси оправки под углом . На фиг.1 изображена предлагаемая расточная головка, вид сверху; на фиг.2 - разрез А-А на фиг,1 на фиг.З - разрез В-Б на фиг.1.. Расточная головка состоит из оправки 1,с которой, шарнирно через промежуточные серьги 2 иЗ соединена режущая головка 4. Серьги 2 и 3 закрепляются на оправке 1 и режущей головке 4 винтами 5-8. Режущая головка 4 имеет режущую пластинку 9, установленную в выемке головки на опорном вкладыше 10 и закрепленную прижимом 11 с помощью винта 12. В торце прижима 11 имеется резьбовое отверстие, в котором установлен микровинт 13, соединенный с головкой 4 посредством сухаря 14. На цилиндрическом пояске 15 микровинта 13 нанесены Деления, образующие нониус для точной настройки режущей пластинки 9 на размер. На серьге 3 закреплена стрелка 16, острие которой совпадает с радиусной цифровой шкалой 17, нанесенной на оправке 1. Оси шарнирных соединений серьги 2 и 3с оправкой 1 и режущей головкой 4, которыми являются винты 5 -г8, расположены в форме параллелограмма, причем серьги 2 и 3 являются большими звеньями, а оправка 1 и режущая головка 4 - малыми звеньями параллелограм1.1а. Малое звено оправки 1, образованное осями винтов 5 и 6, повер нуто относительно оси оправки 1 против часовой стрелки под углом Л , равным . Расточную головку настраивают на заданный диаметр расточки следующим образом. Минимальный радиус R обрабатываемого отверстия определяется размерами режущей головки 1 и поперечйым сечением серьги 2 и 3. При этом ось симметрии параллелограмма, образованного серьгами 2 и 3, оправкой 1 и режущей головкой 4, совпадает с осью расточной головки. Для увеличения диаметра обрабатываемого отверстия до радиуса винты 5-8 раскрепляют и серьги 2 и 3 поворачивают против часовой стрелки на требуемый угол до 90°, когда обрабатываемый радиус RMCIKC достигает максимального размера, и закрепляют винты 5 - 8. Требуемый угол поворота определяют, по переведенной в миллиметры радиусной шкале .17 с помощью стрелки 16. Для- чистовой расточки точную настройку на размер режущей пластинки 9 совместно с вкладышем 10 осуществляют с помощью микровинта 13 по нониусу на цилиндрическом пояске 15 через прижим 11 на величину зазора а который может быть в пределах 2 мм. Изобретение позволяетувеличить диапазон регулировки, отпадает необходимость изготовления типа размеров расточных головок с определенньПЛ диа пазоном регулировки, следовательно, уменьшится общее количество головок. а следовательно, и затраты на их из готовление. Кроме того, за счет сокращения количества расточных головок с определенными диапазонами регулировки ссэкратится вспомогательное время на их замену на станке вследствие чего повысится производительность tpyда. Формула изобретения 1.Рс1сточная головка,; содержащая, винтовой механизм настройки на размер режущего -элемента, державка которого шарнирно соединена с оправкой, .0 т л и ч а. ю щ а я с я тем, что, с целью увеличения диапазона регулиров-; ки, головка снабжена- промежуточньми злементамиу предназначенными лля соединения державки с оправкой и образующими между собой параллелограмм, 2.Головка по п. 1, о т л и ч а ющ а я с я тем, что промежуточные элементы являются большими звеньями параллелограмм.а. 3. Головка по пп. 1и 2,о тл и ч, а ю щ а я с я тем,что мгдюе звено параллелограмма,образованное осями шарниров на оправке,повернуто в сторону разворот.а .режущей голо.вки относительно оси оправки под углом . Источники .информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 335884, кл. В 23 В 29/02, 1970.
gjut. 1
n
Put. 2
j.
(pue.3
