В известных устройствах сварка полиэтиленовой пленки токами высокой частоты производится путем нагревания пленки, помещенной между двумя поливинилхлоридными пленками. Эти устройства малоэкономичны и трудоемки, так как требуется затрата времени на укладку поливинилхлоридных пленок, увеличивается расход полиэтиленовой пленки из-за уменьп1ения точности наложения электрода, кроме того, невозможно одновременно со сваркой осуществить обрезку изделия по контуру.
Предлагаемое устройство позволяет устранить указанные недостатки и состоит из плиты пресса, являющейся электродом высокочастотной установки, на которой закрепляется прокладка из искусственной кожи толщиной 0,3-0,5 мм верхнего электрода, выполненного s виде контурного ножа, на внутреннюю поверхность которого в нижней его части приклеена прокладка из искусственной кожи, причем торцовая поверхность прокладки лежит в плоскости, проходящей через жало контурного ножа.
Отличительная особенность предлагаемого устройства состоит в том, что прокладка прикреплена на внутреннюю поверхность контурного электрода-ножа в торцовой его части.
Конструкция устройства поясняется чертежом. .
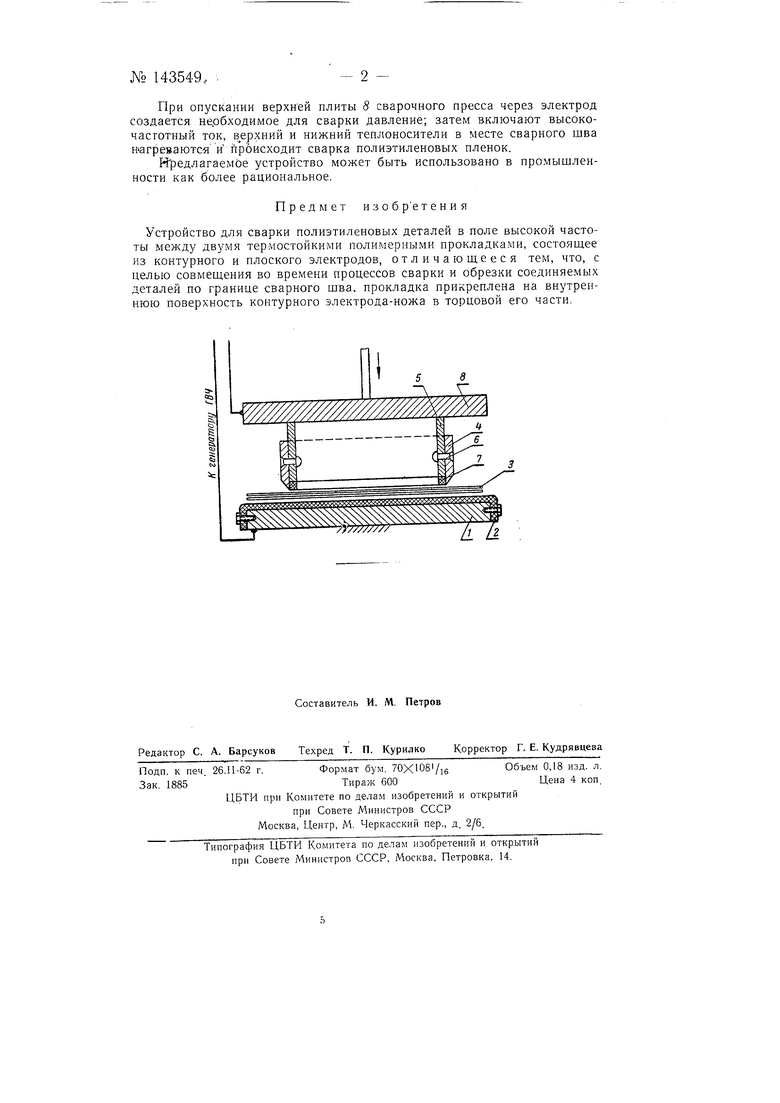
На нижнюю плиту / сварочного пресса накладывают нилший теплоноситель 2, изготовленный из искусственной кожи с волокнистым наполнителем. Ма теплоноситель 2 кладут одну на другую подлежащие сварке полиэтиленовые пленки 3, на которые накладывают электрод, состояп ий из контурного ножа 4 и сварного электрода 5, соединенных заклепками 6.
На сварной электрод 5 приклеен верхний теплоноситель 7, изготовленный из искусственной кожи.
При опускании верхней плиты 8 сварочного пресса через электрод создается не.обходимое для сварки давление; затем включают высокочастотный ток, верхний и нижний теплоносители в месте сварного шва Нагреваются и происходит сварка полиэтиленовых пленок.
Нредлагаемое устройство может быть использовано в промышленности как более рациональное.
Предмет изоб ре тения
Устройство для сварки полиэтиленовых деталей в поле высокой частоты между двумя термостойкими полимерными прокладками, состояшее из контурного и плоского электродов, отличаю ш,ееся тем, что, с целью совмеш.ения во времени процессов сварки и обрезки соединяемых деталей по границе сварного шва. прокладка прикреплена на внутреннюю поверхность контурного электрода-ножа в торцовой его части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей из волокнистых материалов | 1990 |
|
SU1777788A1 |
| СПОСОБ ФОРМОВАНИЯ УСИЛИВАЮЩИХ УТОЛЩЕНИЙ НА ИЗДЕЛИЯХ ИЗ ГИБКИХ ПОЛОТЕН В МЕСТАХ ПЕРЕСЕЧЕНИЯ СВАРНЫХ ШВОВ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2023 |
|
RU2823891C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2202387C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ И УСТРОЙСТВА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2399818C1 |
| Способ сварки термопластичных пленок и устройство для его осуществления | 1979 |
|
SU897546A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1993 |
|
RU2087314C1 |
| Устройство для высокочастотной сварки и вырубки изделий из термопластов | 1984 |
|
SU1237463A1 |
| Способ изготовления лаковых кож | 1959 |
|
SU130611A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ СЫПУЧИМ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 2000 |
|
RU2182106C2 |
| Способ сварки термопластичных пленок | 1985 |
|
SU1366418A1 |
Ж.
.;i ,i..i/Т////////
IL 11
