Известны плазменные головки для нанесения на различные изделия тугоплавких веществ, выполненные в виде стержневого катода и проволочного апода. Качество покрытия при этом обусловлено скоростью частиц наносимого материала, которая, в свою очередь, опред-зляется скоростью истечения струи плазмы из сопла головки.
Предлагаемая головка отличается от известных тем, что обеспечивает получение устойчивого режима нанесения покрытий на изделие. Это достигается применением удлиненного сопла головки, изготовленного из нескольких полых, электрически изолированных друг от друга колец, охлаждаемых водой.
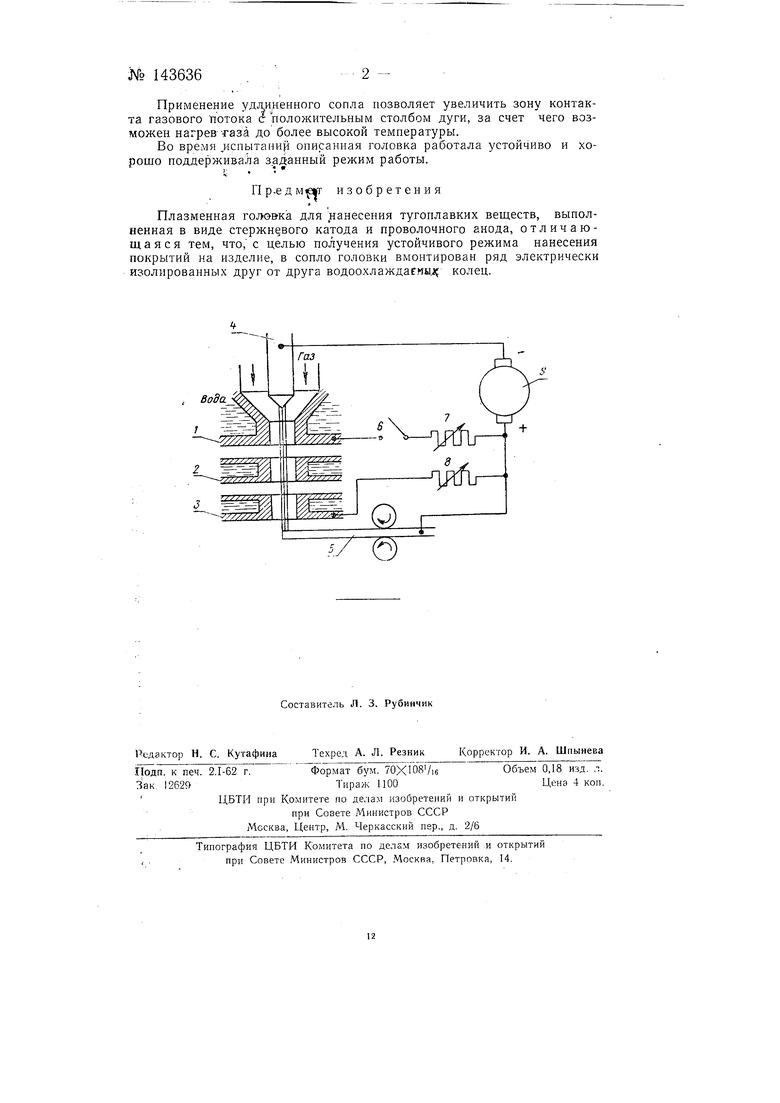
На чертеже изображена конструкция плазменной головки.
Газ в удлиненном канале сопла нагревается до более высокой температуры, благодаря чему даже при небольших расходах его можно получить высокие скорости истечения струи плазмы. Сопло головки, изготовленное из трех полых колец, состоит, таким образом, из трех частей: верхней /, средней 2 и нижней 3. Дуга между электродом 4 и распыляемой токоведущей присадочной проволокой 5 возбуждается в несколько стадий. Сначала зажигают (касанием, с помощью осциллятора или другим способом) дугу между электродом 4 и верхней частью / сопла. В результате этого промежуток электрод 4 - нижняя часть 3 сопла заполняется ионизированным газом, и между ними возникает электрический разряд. Этот разряд позволяет возбуждать дугу между электродом 4 и проволокой 5, ток разряда влияет на степень прогрева и расширение газа в канале сопла, благодаря чему достигается высокая скорость истечения струи плазмы.
После возбуждения дуги между электродом и нижней частью сопла напряжение в верхней части / снимается выключателем 6 Ток в различных частях сопла регулируется реостатами 7 и 5, электрическое питание головки осуществляется от генератора 9.
Применение уддиненного сопла позволяет увеличить зону контакта газового Потока с положительным столбом дуги, за счет чего возможен нагрев таза до более высокой температуры.
Во время cпьIтaниp описанная головка работала устойчиво и хорошо поддерживала заданный режим работы.
Пр. изобретения
Плазменная головка для нанесения тугоплавких веществ, выполненная в виде стержневого катода и проволочного анода, отличающаяся тем, что,с целью получения устойчивого режима нанесения покрытий на изделие, в сопло головки вмонтирован ряд электрически изолированных друг от друга водоохлаждаЕ 1ы.;( колец.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания высокотемпературного газового потока | 1958 |
|
SU125323A1 |
| Горелка для термической обработки различных материалов | 1958 |
|
SU121889A1 |
| СПОСОБ НАПЫЛЕНИЯ ПЛАЗМЕННОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2006 |
|
RU2338810C2 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ | 2009 |
|
RU2411112C2 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2001 |
|
RU2206964C1 |
| Установка плазменного напыления покрытий | 2020 |
|
RU2753844C1 |
| СИСТЕМА ТЕРМИЧЕСКОГО ПЛАЗМЕННО-ДУГОВОГО ПРОВОЛОЧНОГО НАПЫЛЕНИЯ | 2010 |
|
RU2569861C2 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ | 1977 |
|
SU714807A1 |
| ДВУХСТРУЙНЫЙ ДУГОВОЙ ПЛАЗМАТРОН ДЛЯ АТОМНО-ЭМИССИОННОГО СПЕКТРАЛЬНОГО АНАЛИЗА | 2006 |
|
RU2298889C1 |
| ПЛАЗМЕННО-ИММЕРСИОННАЯ ИОННАЯ ОБРАБОТКА И ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ ПРИ СОДЕЙСТВИИ ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ | 2014 |
|
RU2695685C2 |
.Сг
KfL-
