Изобретение относится к обработке металлов резанием и может быть использовано При фрезеровании плоскостных деталей концевыми фрезами.Цель изобретения - увеличение срока службы фрезы за счет уменьшения вибрации фрезы в местах смены направления врезания, так как уменьшается ширина фрезерования.
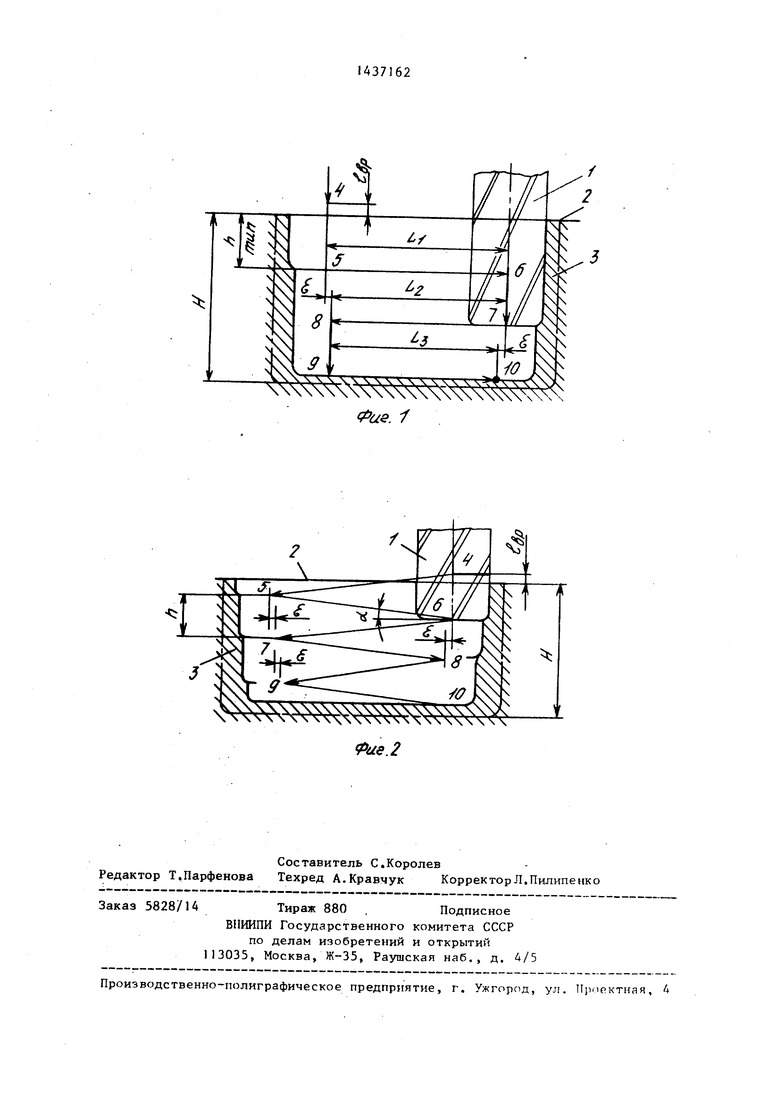
На фиг.1 представлена схема врезания путем поочередного сообщения фрезе подачи вдоль оси вращения между возвратнотпоступательными перемещениями в плоскости торца; на фиг.2 - схема врезания под углом путем одновременного сообщения фрезе подачи вдоль оси Вращения и возвратно-поступательными перемещениями,
Способ осуществляется следующим образом.
Концевую фрезу 1 без центрового отверстия на торце режущей части, вращающуюся с частотой п (фиг.1), подводят на ускоренном ходу к поверхнос- ти 2 заготовки 3 на расстояние, равное Ij центром в т,4, из которой осуществляют врезание фрезы в удаляемый слой заготовки. Для этого фрезе 1 сообщают перемещение вдоль ее оси вращения с подачей S, из т,4 на допустимую глубину осевого врезания h в т,5. Затем вьтолняют первый проход, сообщая фрезе 1 поступательное перемещение в плоскости ее торца с пода- чей Sj на длине врезания L, в т.6, Из последней фрезу 1 перемещают вдоль ее оси вращения с подачей S, на допустимую глубину осевого врезания h в т.7, из которой выполняют второй проход, для чего фрезе:вновь сообщаю поступательное перемещение в плоскости ее торца с подачей S в обратном направлении на длину, меньшую длины L,, на величину, по крайней ме- ре не меньше величины отжима фрезы при торце, которую определяют заранее, в направлении ее перемещения в т.8, т.е. фрезу перемещают на длину , -f , Из т,8 снова осуществляют осевое врезание фрезы I на глубину h до т.9 и вьтолняют третий проход, перемещая фрезу в плоскости ее торца с подачей S на длину, меньшую длины L, на величину отжима в противоположном второму проходу направлении в т.10. Так ведут врезание фрезы на всю глубину удаляемого слоя
И. Длину возвратно-поступательных перемещений по проходам определяют из условия
L, L, -f(i-l), где L; - длина перемещения фрезы в
плоскости торца i.-rp прохода;L - длина перемещения фрезы на
первом проходе; - величина отжима фрезы при
торце;
i - номер выполненного прохода Подобным образом ведут врезание фрезы под углом, сообщая ей одновременно с подачей вдоль оси вращения возвратно-поступательное перемеще- н;ие фиг.2, которое осуществляют концевыми фрезами преимущественно с центровым отверстием на торце режущей части. При этом каждый проход фрезы производят с подачей S на глубину h/2, перемещая фрезу под углом oiK плоскости ее торца. Уменьшая с каждым проходом длину возвратно-поступательных .перемещений на величину на меньшую величины отжима фрезы в направлении ее перемещения, осуществляют врезание фрезы на всю глубину удаляемого слоя Н.
Формула изобретения
Способ врезания фрезы при обработке участка, ограниченного сторонами контурной поверхности, несколькими последовательнь1ми проходами, на которых фрезе сообщают подачу вдоль оси вращения и возвратно-поступательное перемещение в плоскости ее торца, отличающийся тем, что, с целью увеличения срока службы фрез за счет уменьшения вибраций в места смены направления врезания, определяют величину отжима фрезы при торце а длину перемещения в плоскости торца фрезы на каждом последующем проходе по мере углубления в удаляемый слой назначают из условия
L,- 6 L,-(i-l)
где L - длина перемещения фрезы в плоскости торца i-ro прохода;L, - длина перемещения фрезы на
первом проходе; в - величина отжима фрезы при
торце; i - номер выполняемого прохода.
/
2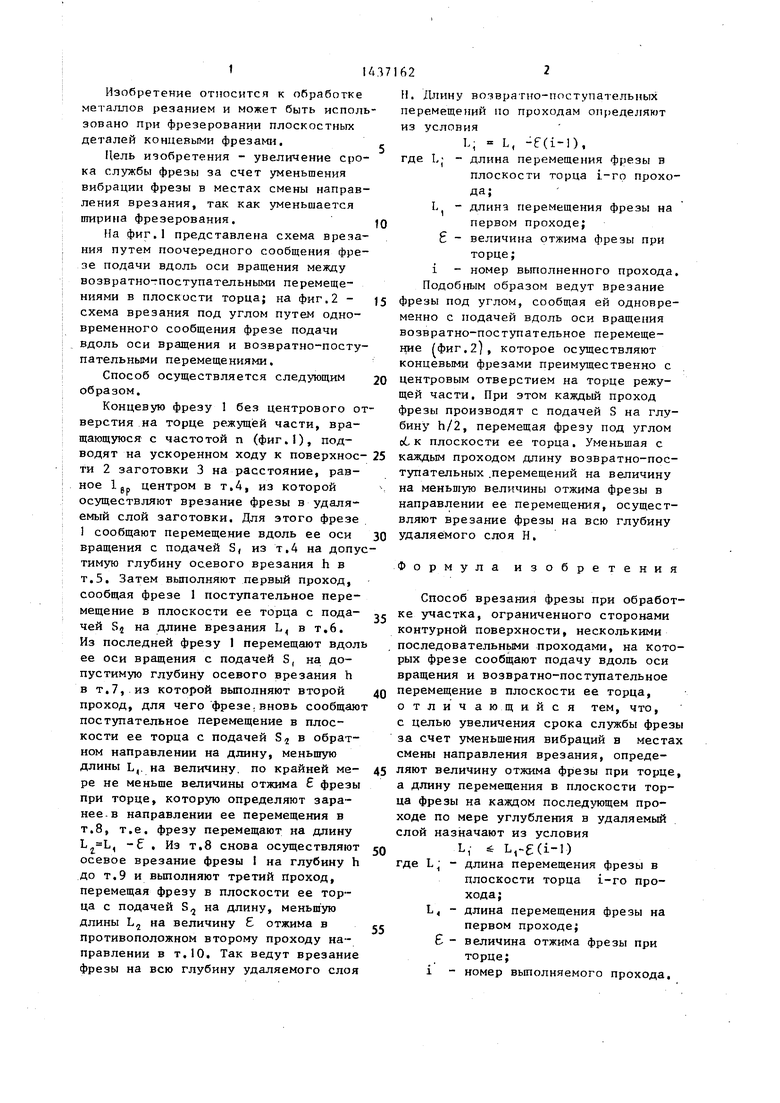
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ врезания фрезы | 1987 |
|
SU1445869A1 |
| Способ обработки плоскостных деталей на станках с программным управлением | 1983 |
|
SU1161277A1 |
| Способ врезания фрезы | 1991 |
|
SU1797524A3 |
| Способ обработки | 1987 |
|
SU1484476A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ ДЛЯ ДОМОСТРОЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005593C1 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| Способ фрезерования пазов в тонких стенках деталей | 1984 |
|
SU1175628A1 |
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании плоскостных деталей концевыми фрезами. Цель изобретения - увеличение срока службы фрезы путем уменьшения вибрации фрезы в местах смены направления врезания за счет уменьшения ширины фрезерования. Врезание фрезы ведут несколькими последовательными проходами.. Фрезе сообщают подачу вдоль оси вращения либо поочередно, либо совместно с возвратно-поступательными перемещениями в плоскости торца. Определяют величину отжима фрезы при торце. Длину перемещений на каждом последующем проходе назначают из условия: L; и: L, - E(i-l), L, - длина перемещения фрезы в плоскости торца i-ro прохода; L, - дпина перемещения фрезы на первом проходе; - величина отжима фрезы при торце; i - номер § выполняемого прохода, 2 ил. СЛ
Фие. /
NNN
.2
| Дерябин А.Л | |||
| Программирование технологических процессов для.станков с ЧПУ | |||
| М.: Машиностроение, 1984, с.29-30. |
