ts
фь
СА
О5
СО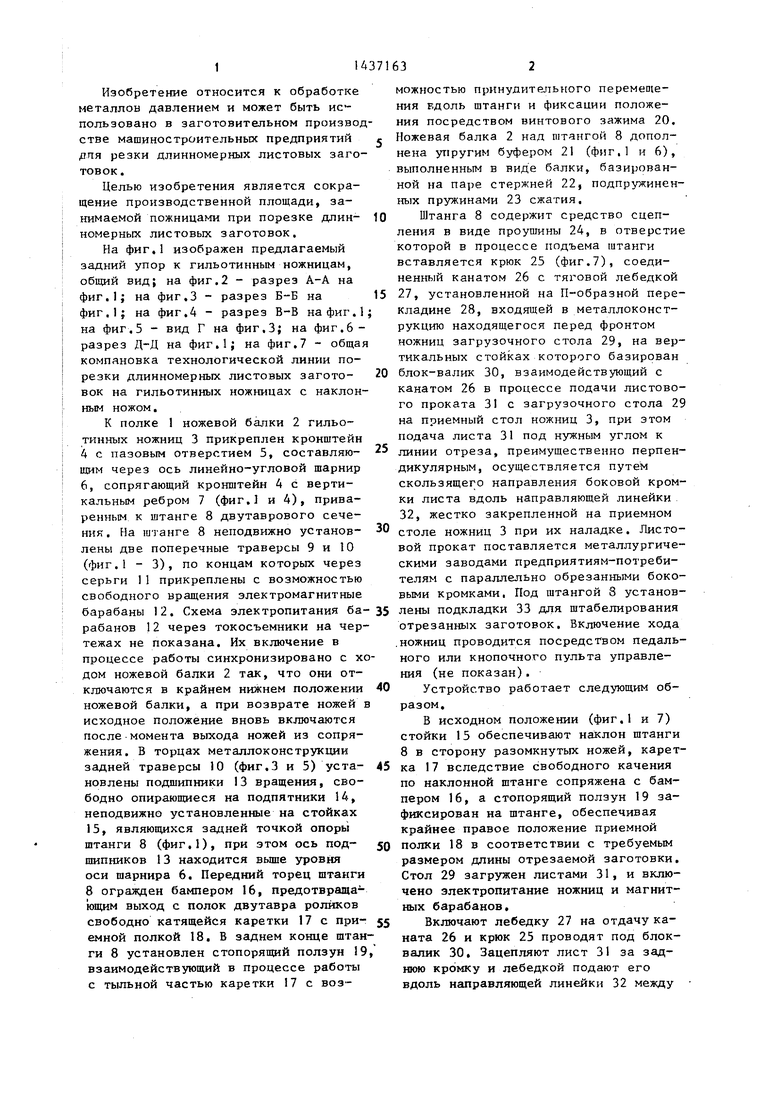
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки листового материала | 1990 |
|
SU1738504A1 |
| Установка для разделения листового материала | 1985 |
|
SU1286356A1 |
| Установка для разделения листового материала | 1987 |
|
SU1484484A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Установка для резки проката | 1980 |
|
SU946824A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Линия продольной резки листового материала | 1978 |
|
SU867536A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1424999A1 |
| Установка для резки листового проката | 1985 |
|
SU1355386A1 |
| Устройство сортировки листовых заготовок | 1985 |
|
SU1418006A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки длинномерных листовых заготовок. Цель - сокращение производственной площади, занимаемой ножницами, при порезке длинномер-г ных листовых заготовок. Штанга 8 двутаврового сечения присоединена к ножевой балке 2 ножниц линейно-угловым шарниром 6 с наклоном в сторону ножей на стойках 15. Штанга оснащена бампером 16, свободно катящейся тележкой 17 с приемной полкой 18, стопорящим ползуном 19 и по1тереч шми траверсами, несущими электромагнитные барабаны 12, а также средством сцепления в виде проушины 24 с крюком тяговой лебедки 27 для перемещения разрезаемого листа. После порезки необходимого количества, заготовок выключают электропитание ножниц и маг- нитт.1х барабанов 12. Отдают канат 26 с лебедки 27 и переводят крюк 25 че- Ш рез ножницы. Зацепляют его за ну штанги и включают лебедку .27 на подъем штанги вокруг шарнира 6, 2 з.п ф-лы, 7 ил, (Л
/ / /у/ / у/
3S
№19 17
иг.
3S
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки длинномерных листовых заготовок .
Целью изобретения является сокращение производственной площади, занимаемой пожницами При порезке длин- номерных листовых заготовок.
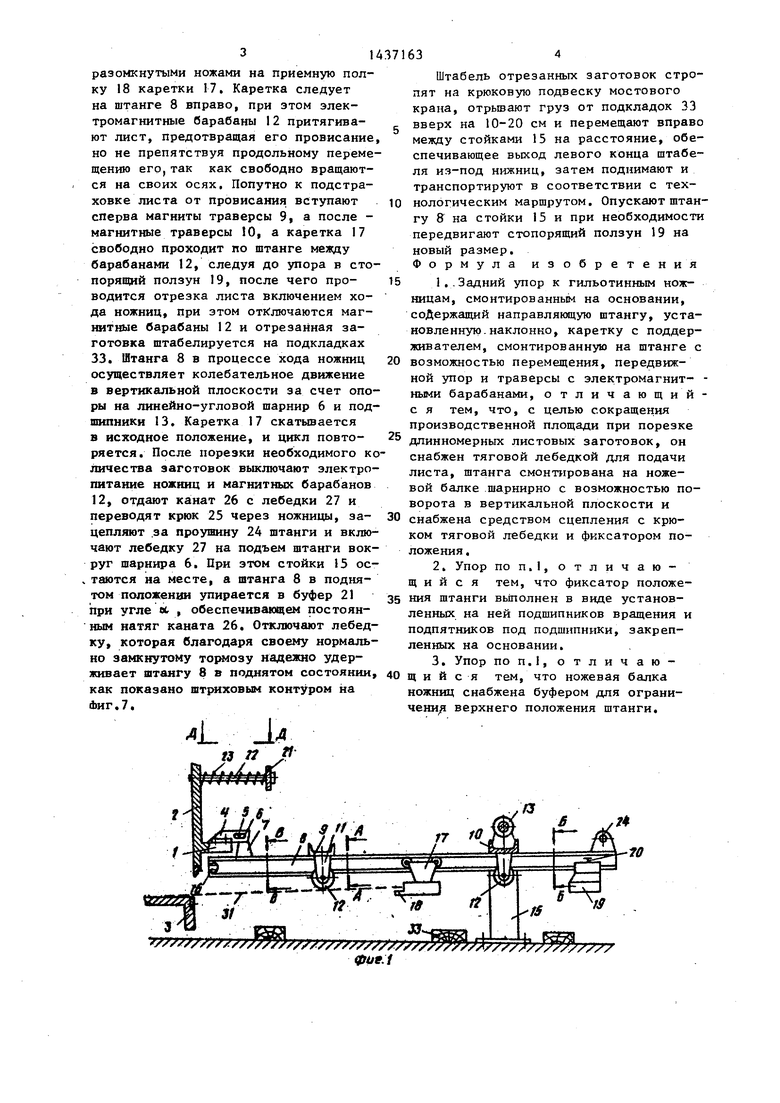
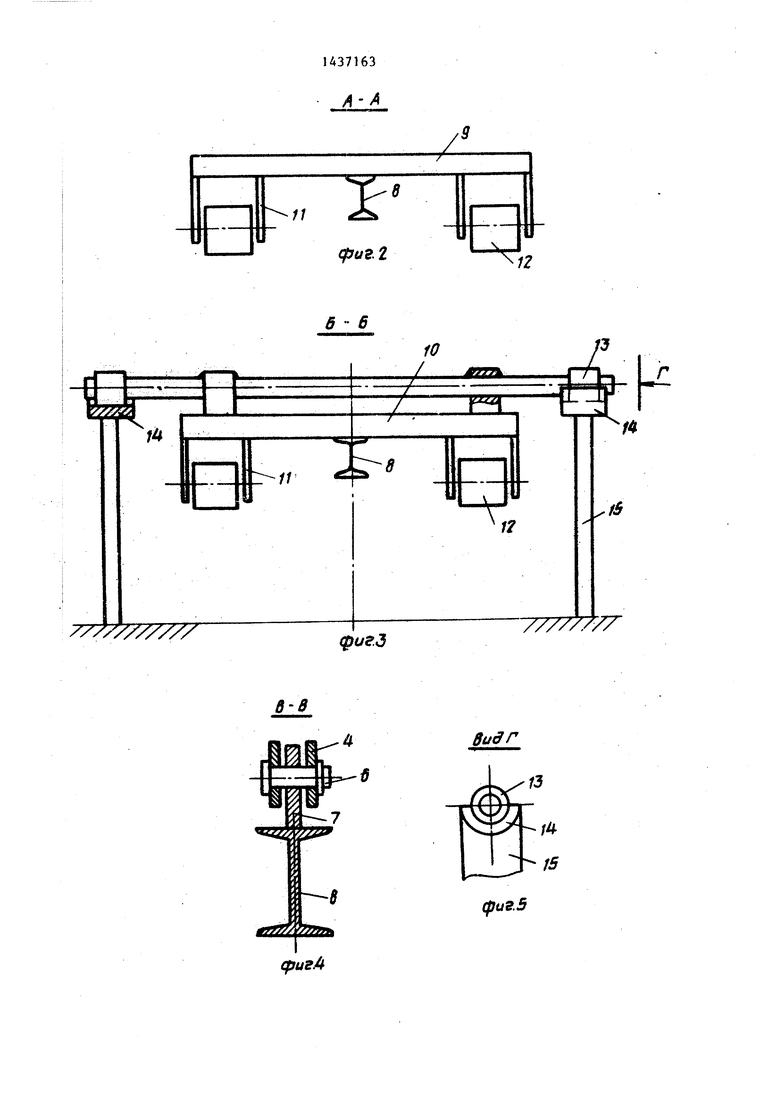
На фиг,1 изображен предлагаемый задний упор к гильотинным ножницам, общий вид; на фиг,2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг,4 - разрез В-В на фиг.1 на фиг.5 - вид Г на фиг.З; на фиг.6- разрез Д-Д на фиг.1; на фиг.7 - общая компановка технологической линии порезки длинномерных листовых загото- вок на гильотинных ножницах с наклонным ножом,
К полке 1 ножевой балки 2 гильотинных ножниц 3 прикреплен кронштейн 4 с пазовым отверстием 5, составляю- щим через ось линейно-угловой шарнир 6, сопрягающий кронштейн 4 с вертикальным ребром 7 (фиг. и 4), приваренным к штанге 8 двутаврового сече- ник. На штанге 8 неподвижно установ- лены две поперечные траверсы 9 и 10 (фиг.1 - 3), по концам которых через серьги 11 прикреплены с возможностью свободного вращения электромагнитные барабаны 12. Схема электропитания ба- рабанов 12 через токосъемники на чертежах не показана. Их включение в процессе работы синхронизировано с ходом ножевой балки 2 так, что они отключаются в Крайнем нижнем положении ножевой балки, а при возврате ножей в исходное положение вновь включаются после момента выхода ножей из сопряжения. В торцах металлоконструк1щи задней траверсы 10 (фиг.З и 5) уста- новлены подшипники 13 вращения, свободно опирающееся на подпятники 14, неподвижно установленные на стойках 15, являюпщхся задней точкой опоры щтанги 8 (фиг.1), при этом ось под- шипников 13 находится вьше уровня оси шарнира 6. Передний торец штанги 8 огражден бампером 16, предотвращающим выход с полок двутавра роликов свободно катящейся каретки 17 с при- емной полкой 18. В заднем конце штанги 8 установлен стопорящий ползун 19 взаимодействующий в процессе работы с тыльной частью каретки 17 с возможностью принудительного перемещения вдоль штанги и фиксации положения посредством винтового зажима 20. Ножевая балка 2 над штангой 8 дополнена упругим буфером 21 (фиг.1 и 6), выполненным в вид е балки, базированной на паре стержней 22, подпружиненных пружинами 23 сжатия.
Штанга 8 содержит средство сцепления в виде проушины 24, в отверстие которой в процессе подъема штанги вставляется крюк 25 (фиг.7), соединенный канатом 26 с тяговой лебедкой 27, установленной на П-образной перекладине 28, входящей в металлоконструкцию находящегося перед фронтом ножниц загрузочного стола 29, на вертикальных стойках которого базирован блок-валик 30, взаимодействующий с канатом 26 в процессе подачи листового проката 31 с загрузочного стола 29 на приемный стол ножниц 3, при этом подача листа 31 под нужным углом к линии отреза, преимущественно перпендикулярным, осуществляется путем скользящего направления боковой кромки листа вдоль направляющей линейки 32, жестко закрепленной на приемном столе ножниц 3 при их наладке. Листовой прокат поставляется металлургическими заводами предприятиям-потребителям с параллельно обрезанными боковыми Кромками, Под штангой 8 установлены подкладки 33 для штабелирования отрезанных заготовок. Включение хода .ножниц проводится посредством педального или кнопочного пульта управления (не показан).
Устройство работает следующим образом.
В исходном положении (фиг.1 и 7) стойки 15 обеспечивают наклон штанги 8 в сторону разомкнутых ножей, каретка 17 вследствие свободного качения по наклонной щтанге сопряжена с бампером 16, а стопорящий ползун 19 зафиксирован на штанге, обеспечивая крайнее правое положение приемной полки 18 в соответствии с требуемым размером длины отрезаемой заготовки. Стол 29 загружен листами 31, и включено электропитание ножниц и магнитных барабанов.
Включают лебедку 27 на отдачу каната 26 и крюк 25 проводят под блок- валик 30. Зацепляют лист 31 за заднюю кромку и лебедкой подают его вдоль направляющей линейки 32 между
6 6
1U
///У//////
фигд
i«S
8
tsss
Sf
(fluZA
10
/4
12
/5
///
ВидГ
13
/4 JS
фиг. 5
фиг. 6
| Установка для резки проката | 1980 |
|
SU946824A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
