Изобретение относится к обработке :металлов давлением и может быть использовано в заготовительном производст - ве матино-строительных предприятий для резки листового проката.
Цель изобретения « повьшение производительности агрегата для резки листового проката.
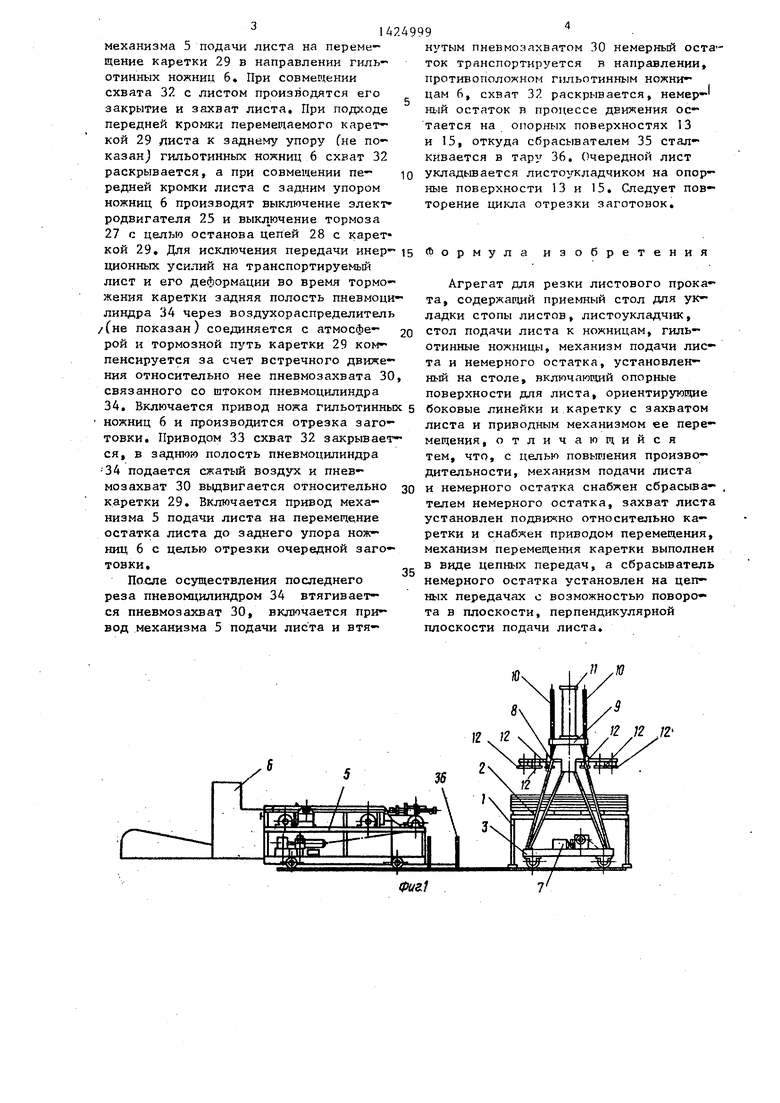
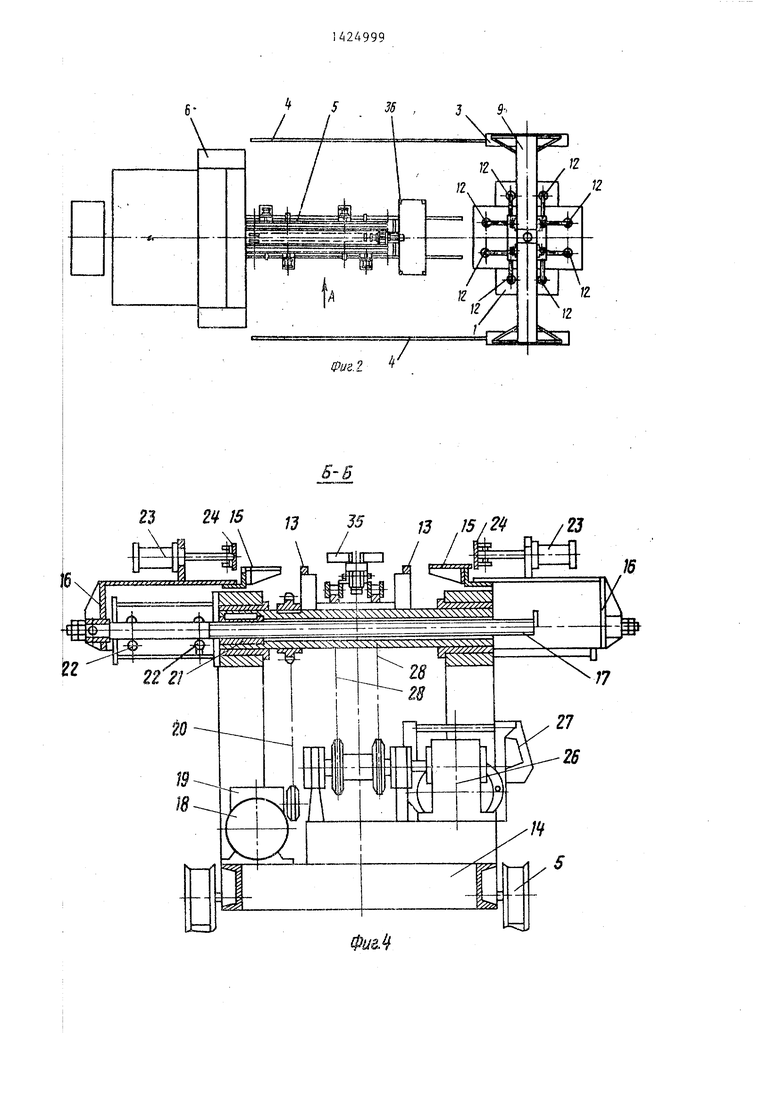
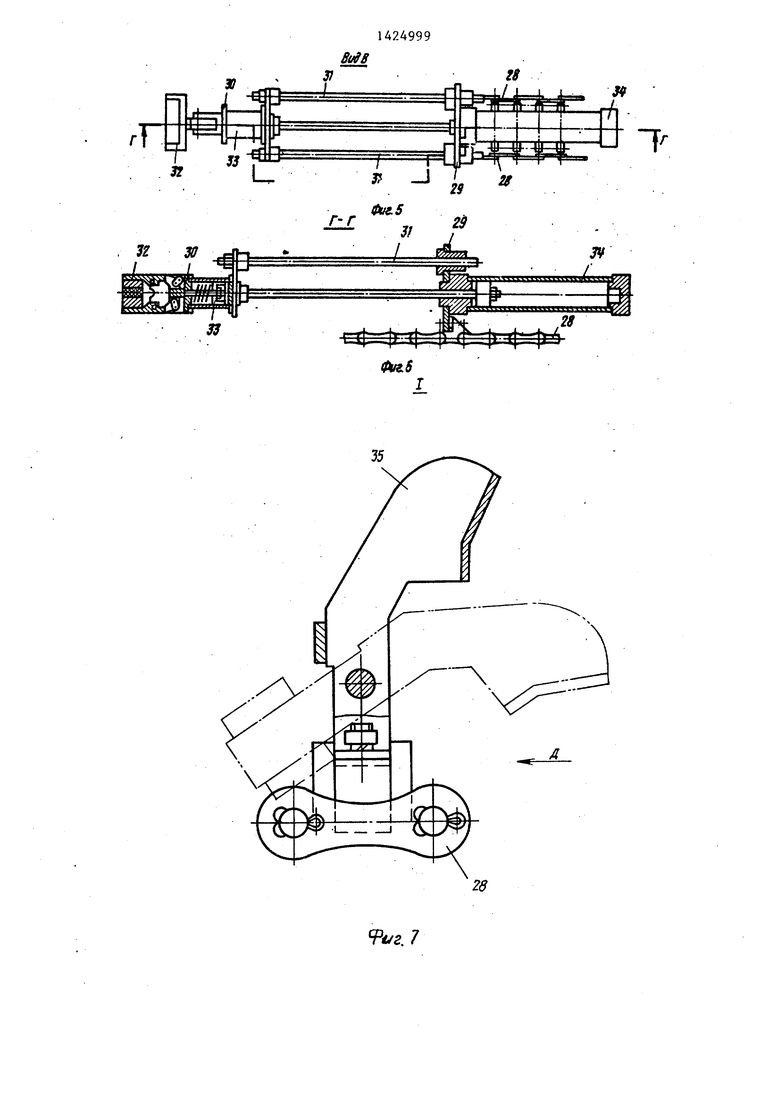
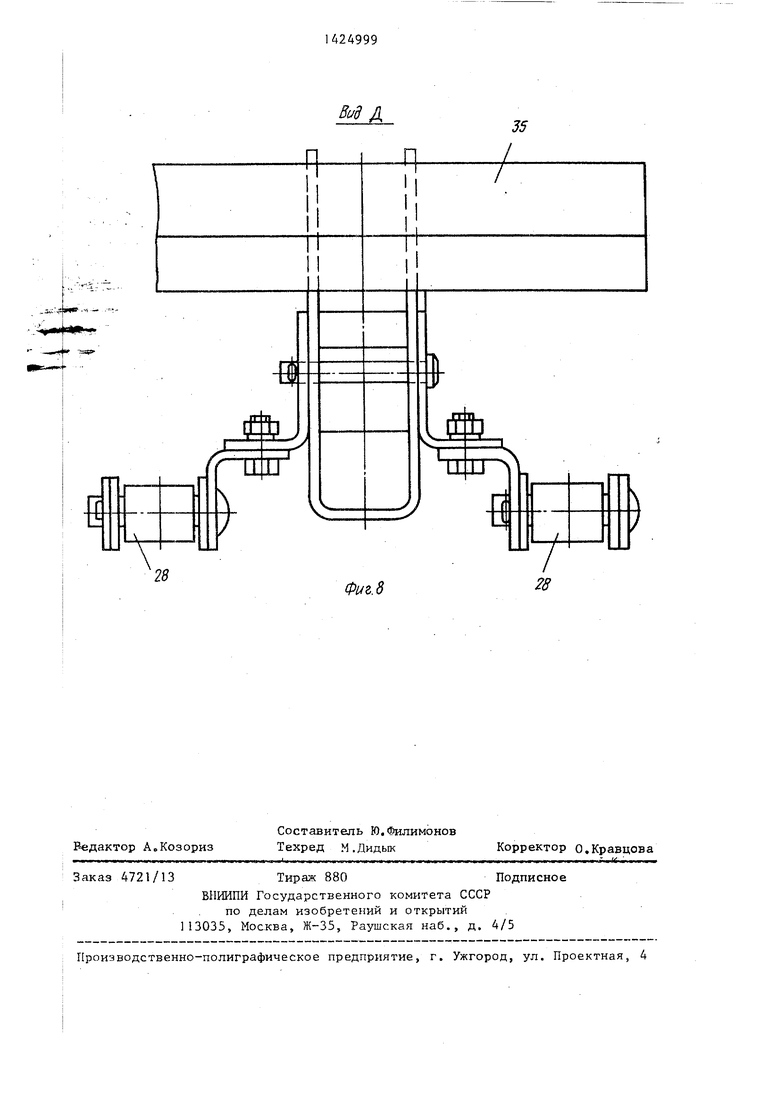
На фиг,1 изображен агрегат для резки листового проката, общий вид; на фиг. 2 - то же, вид сверху; на фиг, 3 - ;вид А на фиг,2; на фиг,4 - разрез :на фиг,3; на фиг,5 - вид В на фиг,3; на фиг,6 - разрез Г-Г на фиг,5; на фиг,7 - узел Г на фиг,3; на фиг,8 - вид Д на фиг,7,
Агрегат для резки листового проката содержит приемный стол 1 для укладки стопы 2 листов, листоукладчик 3, выполненный в виде приводной портальной тележки, установленной на путях 4, механизм 5 подачи листа на резку и гильотинные ножницы 6, Листоукладчик 3 содержит привод 7 перемещения, траверсу 8, связанную с порталом 9 цилиндрическими направляющими 10, На портале 9 установлен пневмоцилиндр 11, шток которого связан с верхней частью траверсы 7, В нижней части тра версы 7 установлены захваты 12, выполненные в виде пневмоприсосов (захва- .ты могут быть выполнены в виде электромагнитов). Механизм 5 подачи листа содержит опорные поверхности 13, закрепленные на раме 14, и опорные поверхности 15, закрепленные на балках 16, установленных на паре ходовых винтов 17 каждая, привод перемещения балок 16 на размер ширины листа, включающий электродвигатель 18, редуктор 19, цепную передачу 20, гайки 21, ходовые винты 17, которые связаны с рамой 14 роликовыми направляющими 22, На балках 16 установлены пневмоцилиндры 23 привода боковых ориентирующих линеек 24, Привод механизма 5 подачи листа содержит электродвигатель 25, редуктор 26, тормоз 27, цепи 28, на которых уста-с новлена каретка 29, Пневмозахват 30, установленный подвижно относительно каретки 29 и связанньй с ней цилиндрическими направляющими 31, содержит схват 32 и пневмопружинный привод 33 схвата. На противоположной пневмозахвату 30 стороне каретки 29 закреплен пневмоцилиндр 34 привода перемещения пневмозахвата 30, На
, д
5
цепях 28 с возможностью поворота относительно горизонтальной оси установлен сбрасыватель 35, Между механизмом 5 подачи листа и приемным столом
Iустановлена тара 36 для немерных остатков.
Агрегат для резки листового проката работает следующим образом,
Листоукладчик 3 устанавливают в исходное положение так, чтобы траверса 8 располагалась над механизмом 5 подачи листа,,На стол 1 укладывают стощг 2 листов. Включением электродвигателя 18 через редуктор 19, цепную передачу 20, гайки 21 , и ходовые винты 17 перемещают балки 16 и устанавливают ориентирующие линейки 24 при выдвинутых цилиндрах 23 на размер, соответствующий ширине обрабатываемых листов, после чего линейки 24 раздвигают на величину хода пневмоцилиндров 23, траверсу 8 . листоукладчика 3 устанавливают в верхнее положение. Включают привод 7 передвижения листоукладчика 3, Лис- тоукладчик перемещается по рельсовым путям 4 в положение захвата листа, при котором траверса 8 с пневмопри- сосами 12 располагается над стопой 2 дистов. Включением пневмоцилиндра
I1траверса 8 опускается до соприкосновения пневмоприсосов 12с поверхностью верхнего листа стопы 2, после чего в пнев- моприсосах 12 создается вакуум,а пнев- моцилиндром 11 траверса 8 поднимается, обеспечивая отрьш листа от стопы. Включением привода 7 листоукладчик перемещается в направлении гильотинных ножниц 6 до остановки в исходном положении, Пневмоцилиндр 11 включается на опускание траверсы 8, вакуум
в пневмоприсосах 12 отключается, лист укладывается на опорные поверхности 13 и 15, утапливая сбрасыватель 35, Траверса 8 поднимается пневмо- цилиндром 11 и.следует повторение цикла работы листоукладчика 3 по захвату и переносу очередного листа, В конце цикла листоукладчик 3 останавливается в исходном положении с под- нятой траверсой 8,
После укладки листа на опорные поверхности 13 и 15 пневмоцилиндром 23 сдвигают и раздвигают боковые ли- - нейки 24, ориентируя лист, Пневмоци- линдром 34 выдвигается пневмозахват 30, а приводом 33 схват 32 раскрьша- ется, после чего включается привод j
механизма 5 подачи листа на перемещение каретки 29 в направлении гильотинных ножниц 6, При совмещении охвата 32 с листом производятся его закрытие и захват листа. При подходе передней кромки перемещаемого кареткой 29 листа к заднему упору (не показан J гильотинных ножниц 6 схват 32 раскрывается, а при совмещении передней кромки листа с задним упором ножниц 6 производят выключение элект родвигателя 25 и выключение тормоза 27 с целью останова цепей 28 с кареткой 29, Для исключения передачи инер- ционных усилий на транспортируемый лист и его деформации во время торможения каретки задняя полость пневмоци линдра 34 через воздухораспределитель /(не показан) соединяется с атмосферой и тормозной путь каретки 29 компенсируется за счет встречного движения относительно нее пневмозахвата 30
Агрегат для резки листового проката, содержащий приемный стол дпя укладки стопы листов, листоукладчик, стол подачи листа к ножницам, гильотинные ножницы, механизм подачи листа и немерного остатка, установленный на столе, включаюрдай опорные поверхности для листа, ориентирующие
листа и приводным механизмом ее перемещения , отличающийся
30
связанного со штоком пневмоцилиндра
34, Включается привод ножа гильотинных 5 боковые линейки и каретку с захватом ножниц 6 и производится отрезка заготовки. Приводом 33 схват 32 закрывает-- ся, в заднюю полость пневмоцилиндра 34 подается сжатый воздух и пнев- мозахват 30 выдвигается относительно каретки 29, Включается привод механизма 5 подачи листа на перемещение остатка листа до заднего упора ножниц 6 с целью отрезки очередной заготовки.
После осуществления последнего реза пневомцилиндром 34 втягивается пневмозахват 30, включается привод механизма 5 подачи листа и втя-
35
тем, что, с целью повыиения производительности, механизм подачи листа и немерного остатка снабжен сбрасывателем немерного остатка, захват листа установлен подвижно относительно каретки и снабжен приводом перемещения, механизм перемещения каретки выполнен в виде цепных передач, а сбрасыватель немерного остатка установлен на цепных передачах с возможностью поворо та в плоскости, перпендикулярной плоскости подачи листа.
нутым пневмозлхватом 30 немерный остаток транспортируется в направлении, противоположном гильотинным ножницам 6, схват 32 раскрывается, немер- т-ш остаток в процессе движения остается на опорных поверхностях 13 и 15, откуда сбрасывателем 35 сталкивается в тару 36, Очередной лист укладывается листоукладчиком на опорные поверхности 13 и 15, Следует повторение цикла отрезки заготовок.
Формула изобретения
Агрегат для резки листового проката, содержащий приемный стол дпя укладки стопы листов, листоукладчик, стол подачи листа к ножницам, гильотинные ножницы, механизм подачи листа и немерного остатка, установленный на столе, включаюрдай опорные поверхности для листа, ориентирующие
боковые линейки и каретку с захватом
листа и приводным механизмом ее перемещения , отличающийся
боковые линейки и каретку с захватом
0
5 боковые линейки и каретку с захватом
5
тем, что, с целью повыиения производительности, механизм подачи листа и немерного остатка снабжен сбрасывателем немерного остатка, захват листа установлен подвижно относительно каретки и снабжен приводом перемещения, механизм перемещения каретки выполнен в виде цепных передач, а сбрасыватель немерного остатка установлен на цепных передачах с возможностью поворо та в плоскости, перпендикулярной плоскости подачи листа.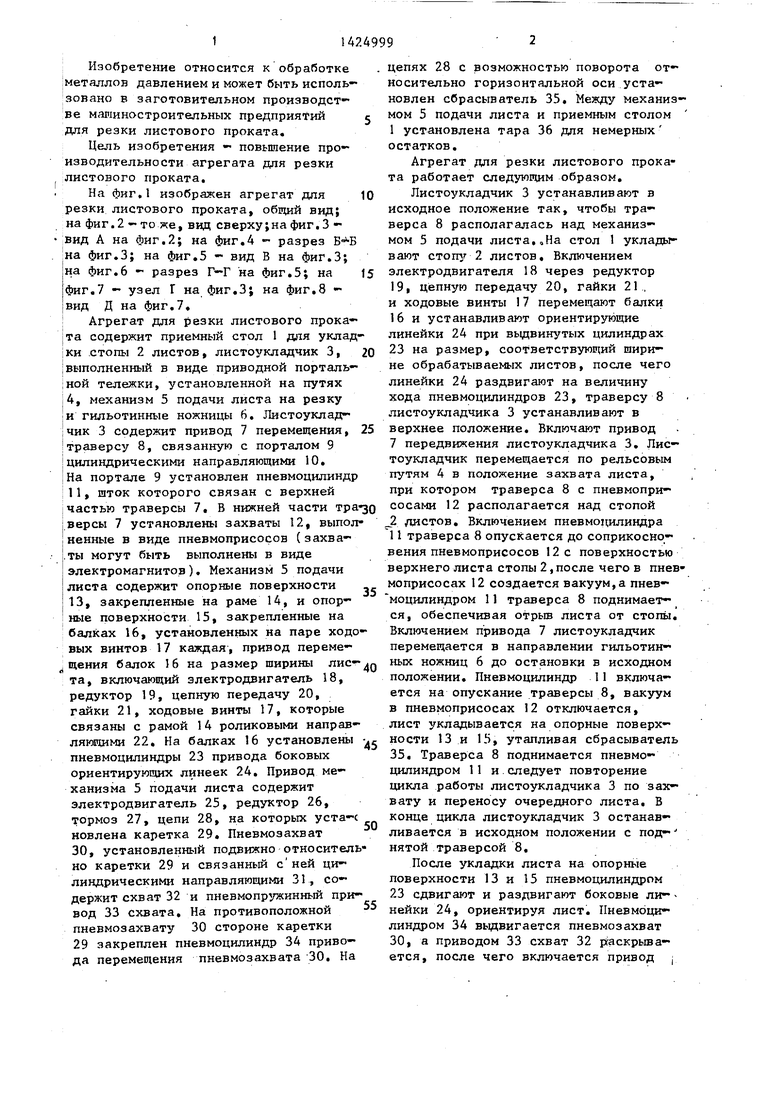
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Механизированная линия раскроя листового металлопроката | 1988 |
|
SU1637967A1 |
| Установка для резки листового материала | 1980 |
|
SU910376A2 |
| Механизированный комплекс для раскроя листового проката | 1981 |
|
SU941033A1 |
| Установка для резки листового материала | 1986 |
|
SU1369876A1 |
| Установка для резки листового материала | 1987 |
|
SU1433661A2 |
| Механизированная линия резки листового проката | 1979 |
|
SU946823A1 |
| Установка для резки листового проката | 1985 |
|
SU1355386A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Механизированная линия резки листового проката | 1983 |
|
SU1143530A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве малиностроительных предприятий для резки листового проката. Цель - повышение производительности агрегата для резки листового проката. Агрегат содержит стол для укладки листов, листоукладчик (Л), ножни- .цы, стол подачи листа к ножницам с механизмом подачи. Механизм подачи имеет каретку (К) 29 с захватом лис- Вид А. В та, опорные поверхности для листа и ориентирующие боковые линейки. Привод имеет цепш-ie передачи 28 для исключения продольного изгиба листа при его защемлении между захватом и задним упором гильотинных ножниц. Захват выполнен подвижным относительно К 29. Исключение деформации без замедления скорости подачи повьшает точность реза и производительность, . К 29 крепится непосредственно;к цепным передачам, что позволяет переводить ее на обратные ветви цепей, освобождая верхнюю поверхность механизма подачи для удаления с нее не- мерного остатка, только из-за перемещения цепей при обратном ходе К 29 Механизм подачи имеет сбрасыватель, который установлен на цепных передачах с возможностью утапливания. Наличие сбрасывателя освобождает Л от удаления немерного остатка, а это поз- воляет совместить циклы транспорти- ровки Л в зону загрузки на механизм подачи Л с циклом резки Л, 8 ил. J7 п i гз с сл 4 ю 4 СО со СО 01/9.3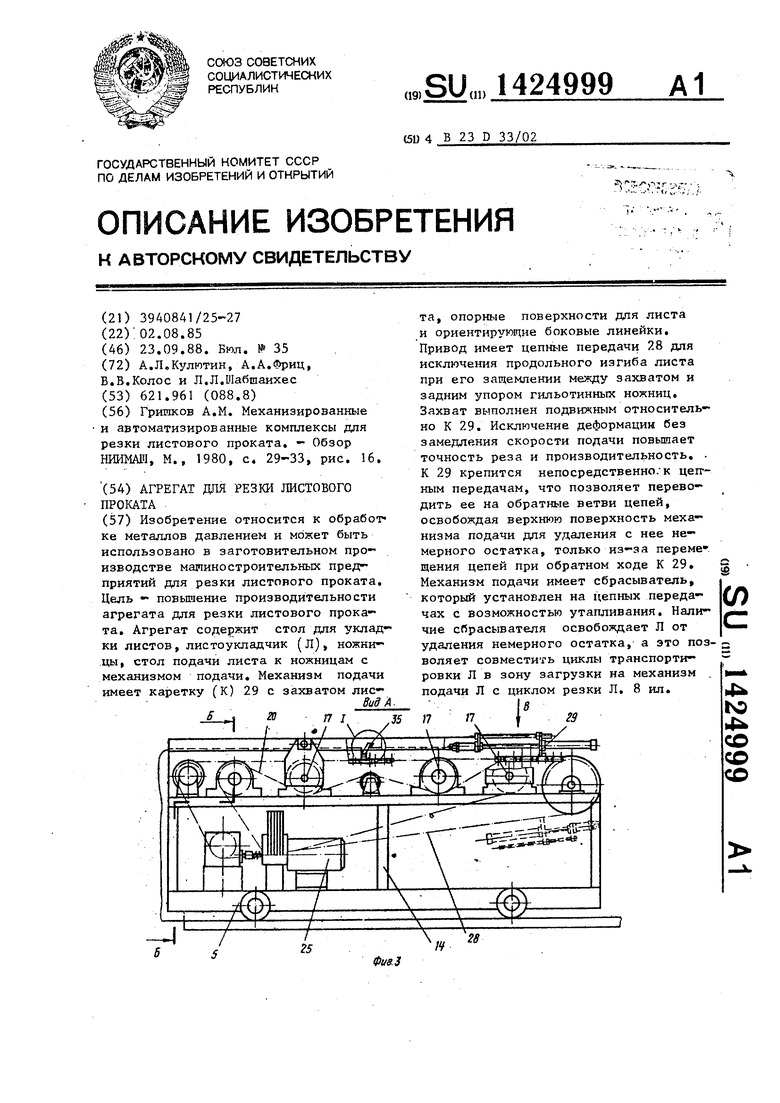
// ,Я7
12 12 /Z
Фиг.1
Фиг.г
3J
- u
J Д7
A«5
zir
/
-БИ
й%
JV
a
f:rth :ti
iMH
.
. 7
Вид Jl
Фиг.8
35
4
7
8
| Гришков A.M | |||
| Механизированные и автоматизированные комплексы для резки листового проката | |||
| « Обзор НИИММЧ, М., 1980, С4 29-33, рис | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
