(54) ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия | 1969 |
|
SU327736A1 |
| Установка Быченко для подачи листов | 1981 |
|
SU988475A1 |
| ГИЛЬОТИННЫЕ НОЖНИЦЫ | 1995 |
|
RU2071876C1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Автоматический комплекс для резки листового проката | 1981 |
|
SU984733A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ПЛАНКИ | 1993 |
|
RU2074058C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| Автоматическая линия раскроя листового материала | 1985 |
|
SU1278122A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
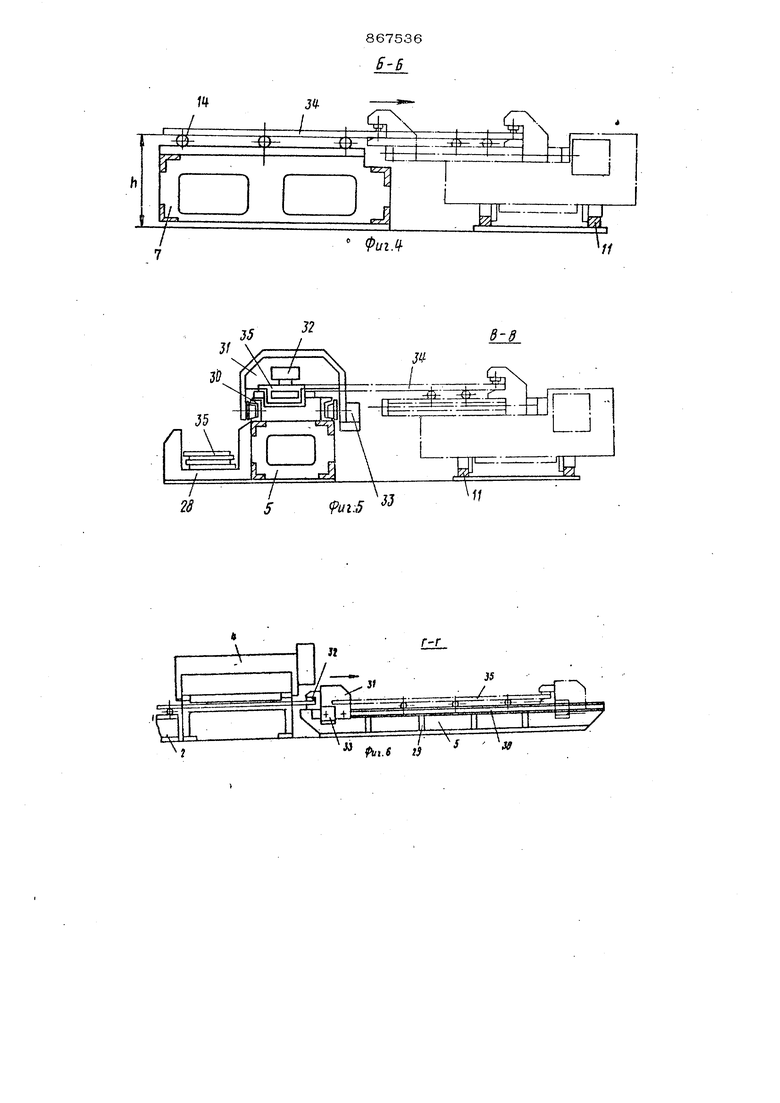
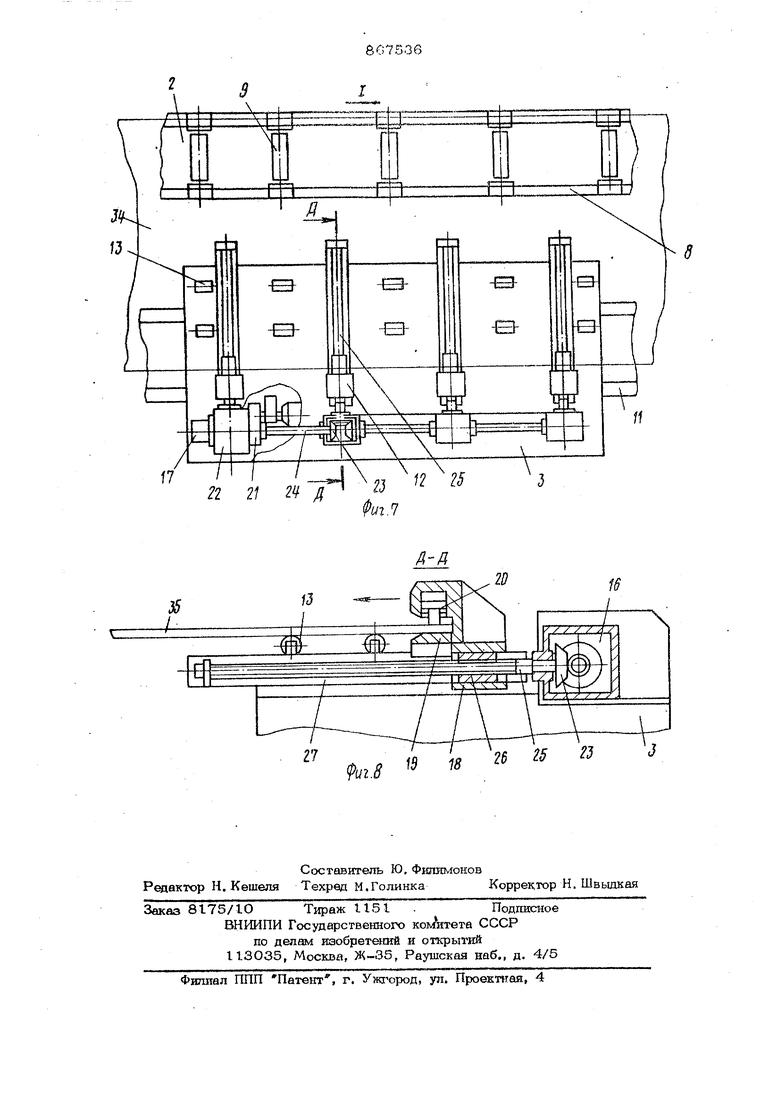
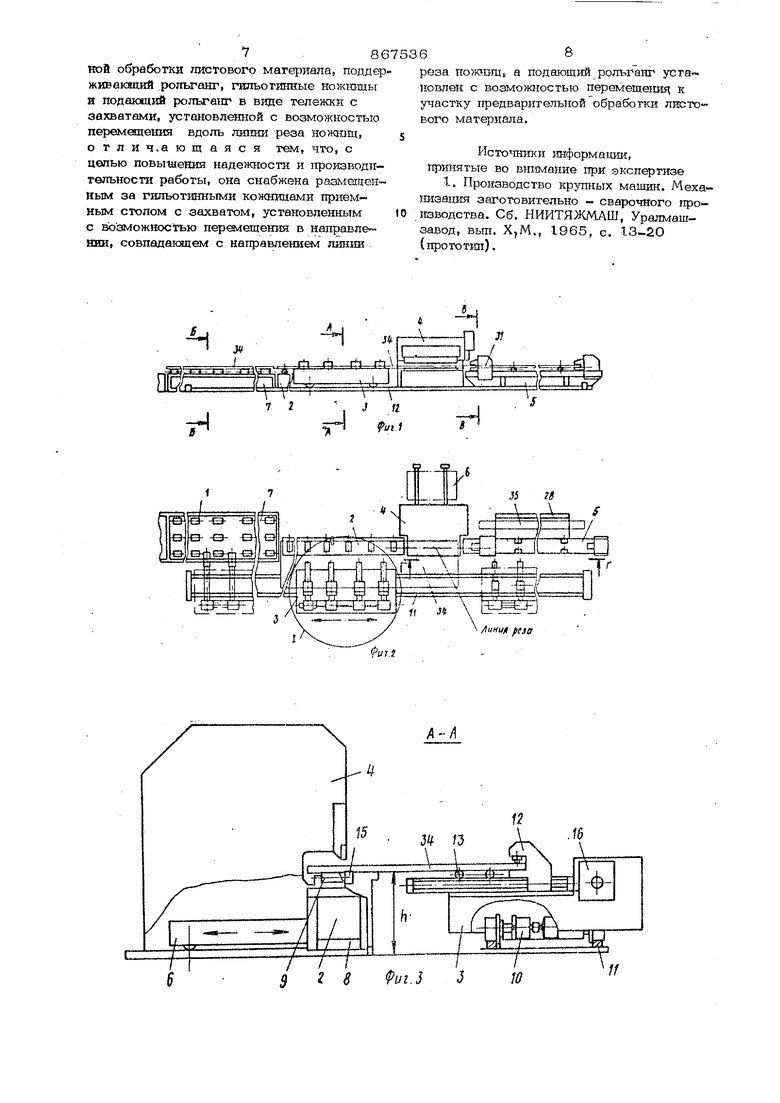
Изобретение относится к механизашш: заготовительных работ, тфеимущественно к поточным линиям для продольной резки на гильотинных но кн1щах листовых пологшпд, размеры которых больше длины гильо TJfflbi ножшш, и может быть использовано в заготовительных участках на любых заводах, производящих переработку листовог проката толщиной 3-32мм. Известна линия продольной резки писто вого материала, содержащая участок предвариательной обработки листового материа ла, поддерживающий рольганг,«гильотинные НОТО1ИЦЫ и подающий ропьгапг в виде тележки с захватами, установленной с воз можностью перемещения вдоль линтш реза НОЖ1ПЩ ГЧ-З . Полоса при продольной порезке листа в известной линии может деформироваться в различных плоскостях, что может привести к зш линивашпо ее меяоду стагашой и ножом гильотинных ножниц. Кроме того, отрезанная полоса частично находится в зоне гольотинных ножmm после последнего реза и для ее извлечения использ тот мехашсзмы. Лшсия насыщена механизмами с ограниченными фуш циями: подающий рольгаиг участвует только в прорезке, портальный манипулятор слуншт т. для переноски и укладки листов на участке порезки. Для трапсиорпфовки готовых листовых полотидц к месту порезки используют дополнительные подъемно - транспортные средства. Складирование листовых заготовок в зоне действия портального манипулятора требует дополнительные проиэводстве1шые площади, а перекладка листов с одного места на другое приводит к потере времени на вспомогательные операщш, к снижеито производительности. Цель изобретеН1Ш - повыщение надежкости и производительности работы.линии продольной резки листового материала. Эта пель достигается тем, что линия продольной резки листового материала, содержащая участок предварительной обработки листового материала, поддерж 8вагаднй рольганг, гильотинные ножншаы и подающий рольганг в виде гелеиски с за,хватами, установлениой с возможиосгью перемещетшя вдоль гояши реза HoMimi, снабжена размещегшым за гильотшжыми ножницами приемнь м столом с захватом, ус танов леннык- с возможностью перемещения в направлении, совпадающим с на- правлегшем лшгаи реза ножниц, а подата щий рольганг установлен с возможностью перемещеН га к участку предваритегаьной обработки листового материала. На фиг. I изображена продольной резки листового материала, общий Бид; на фиг. 2 то же, ыщ сверху; на . 3 - разрез на ф1.сг, I; на фиг. 4 разрез Б-Б на фиг. 1; на фиг. 5 - разрез на фга% 1; на фиг. 6 разрез Г-Г на . 2; на фиг. 7 - узел I на фиг. 2; на фиг. 8 - разрез па ф11Г. 7. Лш1ия содержит участок 1 предварительной обработки листовых полотнищ, поддер ашшощий рольганг 2, подающий рольга 1Г 3, гильопшные ножницы 4, приемный стол 5 и приемную тележку 6. Участок 1 гфедназначен для сварки oi дельных листов в попотшаца с размерами значительно бол1з1Щ1ми, чем вьтускаемый листовой прокат. Сваренные листовые полотгапца в дальнейшем распускают о продольном нащэавленш на отдельные Сполосы ко1Х)рые предназначены для сварки крупно габаритных металлоконструкций ( балок, используемых в мостостроительной индус TpiDi), В данном случае участок состсзит из сборочно - сварочньк стендов и jCiaHOB- ленных между ними кантователей:. Сборочн сварочные стенды (в частности, и сге1зд, смеясн-ый с поддерлшвающ - рольгакггом на участке порезки) представляют собой раму сварочной констругспии, на которой .смонтированы флюсовые подушки, электро магнитные плиты и опорные ролики. Флюсовые подушки, проложенные в местах ст ковки листов в ноло.тшпца и опорные ролики имеют пневмоподъемшиси. Поддс эншвающш рольганг 2 установлен между смежным с ним стендом 7 участаа 1 гфедварительиой обработки и гнльоти1шыми поишицами 4 по шппог реза и предотаваяет собой раму 8 сварной кон струкции со смонт1фован &гми на ней не приводными роликами 9. Подающий рольганг 3 выполнен в виде самоходной теленжл, перемвцающейся с помощью привода to параллельно таптк реза гш1ьоти ны по направляющим 11, обеспечиваюшт подход к смежному с поддерживающим 6 ролы ангом 2 стенду 7 участка I. предва- рите;1ьной обработки. Подшощий рольганг 3 оснащен захватами 12 и неприводными роллками 13, прзием опорные поверхности захватов и 1юл1Шов находятся на одной высоте с опорными noBepxiiocTHMH роликов 14 стенда 7 участка 1 предварительной обработки, смежного с поддеришвающим рошэгангом 2, на высоте верхней кромк:и нижнезгчз ножа 15 гильотдшных ножниц. Захваты 12 имеют механизм 16 поперечной подачи с устройством 17 отсчета. Захваты выполнены в виде ползуна 18, несущего скобу 19 с гидроприжимом 5.О, Мехашюм 16 поперечной подачи состоят из привода 21, приводящего во вршдазтельное движение через де44|еренш1ал 22 и конические пары 23, соединешгые общим валом 24, В1ШТЫ 25, с которг,1ми через гайки 26 связаны ползуны 18 захватов 12. Ползу {ы 18 совершают возвратно поступательное движение в направляющих 27 На дифс1)ереншшле 22 установлено кинематически с ним связанное ус1ройство 17 отсчета, предназначенное для поперечной подачи листа на определенную шгфину срезаемой полосы. ПрнемнЕ51Й стол 5 с накопителем 28 предназначен для укладк1р отрезанной полосы при отдельном роспуске листовых полотнищ с последующим сбро- -I сом ее в накопитель. Приемный стол состоит из рамы 29, в верхней части которой на направляющих ЗО установлен на приводной карет се 31 захват 32 с приводом 33 перемещения. Захват 32 1федназначен для устойч1-шого и ориентхфованного перемещешш полосы в процессе порезки и надежного извле- чеетш ее из зоны гильотии после последнего реза. Приемный стол снабжен сбрасывателем (не показан для укладки отрезанной и извлеченЕюй из зоны гильотинных .ножниц полосы в накопитель 28.Работает линия следующим образом. На участке 1 предварительной обработки отделенные яисгы укладываются ка опорные рогаиси сборочньгх стендов, ориентитуются относятелько флюсовых подушек. Иосле этого ролики спускаются в нижнее положение и включаются электромагнитные плиты. Пневмоподьемнгаси поджимают флюсовые подушки в местах стыков собираемых листов. Зафиксированные таким образом листы на стенде свариваются с помощью сварочных тракторов с одной ,стороны. После сварки отключаются электромагнитные плиты, пневмоподъемниками подншу аются ролики вместе с полотнищем в верхнее (транспортное)положение. Сваренное с одной стороны .полоттпце перекл дывается с помощью кантователя на друго сварочный стенд. После сварки полотнища со второй стороны оно поднимается на роликах, которые выполнены на одной высоте с роликами подающего рольганга. Подающий рольганг 3 перет 1ещается в зон участка I предварительной обработки листовых полотнид 34 к стенду 7, смежному с поддерживающим рольгангом 2, при этом захваты 12 подающего рольганга 3 находятся в отведенном (крайнем заднем) полон шш. Включается привод 21 механизма 16, поперечной подачи, передающий вращательное движение через дв|х|)еренциа 22, конические пары 23 и .вал 24 на винты 25, которые с помощью гаек 26 пр1Шодяг в поступательное ползуны 18 в направляющих 27. При даль- нейш€ л перемещенш ползунов 18 полотнище попадает в скобы 19 и зажимаются г щроприжимами 2О. Включением обратног хода привода 21 механизма 16 поперечной подачи захваченное полотшше стаскивается с роликов 14 стенда 7 на ролики 13 подающего рольганга 3. С помощью устройства 17 отсчета, кинематически связанного с механизмом 16 поперечной подачи, устанавливают необходимую щир1ш отрезаемой полосы. После этого включают пр1свод 21, который через механизм 16 поперечной подачи переместит захваты с полотшоцем в направпекии, перпендикулярном лшош реза ножнущ, на ш)ф1шу -полосы, установленную предварительно на устройстве 17 отсчета. Включают привод Ю передвижения подающего рольганга 3, который подает полотнище в направлении, параллельном шшии реза гильотшшых ножниц 4, при этом полотнище дополнительно опирается на неприводные ролики 9 поддержи ваюшего рольгашга 2. Останавливают подающий рольганг 3 и производят первый рез. После первого реза включают привод Юн подающий рольганг 3 передвигает полотнише в поло нсение для следующего реза. При двйжеюш в положение для второго реза от- резаемая деталь (полоса) 35 попадает в раскрытый захват 32, размещенный на приводной каретке 3 1, установленной на приемном столе 5. Захват 32 закрывается, зажавщи при том отрезаемую полосу 35, а при дальнейшем перетлещешш полотнища 34 каретка 31, подталкиваемая носледн;ту1 в направлении по линии реза, перемещается с включенным приводом 33 по направляющим 30 приемного стола 5. Передвинув полотнище 34 в положение для второго реза, подающий рольганг 3 останавливается, производится рез. Снова включается привод 1О, и подающий рольганг перемещает полотншде для следующего реза. После последнего реза включают пр1шод 33 передвижения каретки 31, которая транспортирует отрезанную деталь 35 до полного извлечению последней из зоны гильоттшых ножниц 4. Раскрывается захват 32 и деталь укладываетс.я на приемтюм столе 5, а когда каретка 31 перемостится в крайнее правое по чертежу (фиг. 1,6) полоЖепие, срабатывает сбрасыватель (не показан) и заготовка подается в накопитель 2, Подающий рольганг возвращается в положение для первого реза следующей детали. Устакавл1шают с помощью устройства отсчета Ш1фш1у следующей отрезаемой детали и Ц51КЛ повторяется. Далее подающий рольганг 3 заходит на участок предварительной обработки 1 к пргаигмает со стенда 7 следующее полотнюце. Для более полного использовашгя гильо- TFjiHt x ножниц (.при-негодности листовых полот1пац на участке тфедварительной обработки, ремонте оборудования) и при производстветюй необходимости предусмотрена возможность поперечной резки листов, илфина которых но гфевыщает дшшу гють- НОЖНИи. При этом разрезаемый Л1ют подается в гштьотинные ножгащы 4 в направлении, перпендикулярном реза, с помощью подающего рольганга 3, а для укладки отрезаш1ых заготовок используется тележка 6. Оснащеш1е лшп1И установле1П1ЫМ за гильотинными ножН1щами по Л1шии реза приемным столом, снабжетп1ым захватом, перемещающимся по лгаиш раза ножниц, обеспечивает устойчивое и ориентированное движение отрезаемой Полосы ( предотвращает деформашо и перекосы oTpe3afraoA части полосы и заклгашвания между сташшой и 1ШЖНИМ ножом Г101ьотш1ы) И| таким образом, 1гсключает потери времени на удаление отреза1шых полос с помощью вспомогательных механизмов (особенно при значительных размерах последгаос) и повышает производительность линии. Формула изобретения Лшпш продольной резки листового материала, содержащая участок предваритепь ной обрабогки листового материала, поддер живающий рольганг, гильотинные ножницы и подающий рольганг в виде тепежки с захватами, установленной с возможностью перемадения вдоль лшши реза ножгащ, отлич.агощаяся тем, что, с целью повышения надежности и производительности работы, она снабжена размещенным за гильотинными кожшщами приемнъгм столом с захватом, установленным с вЬзможносТью перемещения в направлении, совпадающем с направленийу линии 8 6 реза нотоищ а подающий рольганг уста Повлек с возможностью перемещение к участку предварительной обрабогки листового материала. информашш, принятые во внимание при экспертизе 1-. Производство кр ттных машин. Механизация ааготовигельно - сварочного пролзводства. Сб. НИИТЯЖМ.АШ, Уралмашвавод, вьш. Х,М., 1965, с. (прототип).
п
34867536
В-В
фиг л
7/
32
J/ ч
JD
J5
гJ
Ы.
J
ж
2
I 5
28
9(il:5
ff
Е
г-r
J5
Л
----ZESeJ
V/
li/ « т
,.в (
