(54) УСТАНОВКА ДЛЯ РЕЗКИ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для резки листового проката | 1985 |
|
SU1344530A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Задний упор к гильотинным ножницам | 1986 |
|
SU1437163A1 |
| Поворотные ножницы | 1975 |
|
SU530761A1 |
| Устройство к ножницам для поддержки разрезаемого листового материала | 1979 |
|
SU969472A1 |
| Механизированная линия раскроя листового металлопроката | 1988 |
|
SU1637967A1 |
| Установка для резки листового проката | 1983 |
|
SU1074669A1 |
| Установка для резки листового проката | 1987 |
|
SU1470468A1 |
1
Изобретение относится к заготовительному производству, в частности к установкам для резки преимущественно листового проката.
Известна установка для резки проката на ножницах, содержащая устройство для подачи проката, упор, устройство для поддержки разрезаемого проката с магнитным роликом и приемник.
Б известной установке устройство для поддержки отрезаемых заготовок выполнено в виде электромагнитного ролика с приводом вращения, закрепленного над линией реза, и узла подачи сжатого воздуха, расположенного под линией реза у нижнего ножа 1.
Известный узел не обеспечивает качественной поддержки по всей длине длинномерных или крупногабаритных отрезаемых заготовок, что снижает качество реза, так как усилие поддержки, создаваемое одним роликом, расположенным либо у верхнего ножа, либо на некотором от него расстоянии, и струей воздушного потока, направленной по касательной к листу и рассеивающейся по направлению к концу заготовки, уменьшается по длине заготовки, что неизбежно вызывает
провисание ее конца, а следовательно, не обеспечивает надежность работы.
Цель изобретения - повыщение качества реза и надежности работы устройства.
5Поставленная цель достигается тем, что
установка для резки проката на ножницах, содержащая устройство для подачи проката, упор, устройство для поддержки разрезаемого проката с магнитным роликом и приемник,
1Q снабжена дополнительным магнитным роликом, установленным в устройстве для поддержки разрезаемого проката, и механизмом пропорционального перемещения роликов. Механизм пропорционального перемещения роликов выполнен в виде траверсы, свя5 занной с ножевой балкой ножниц, двух щкивов, соединенных между собой тягой и установленных с возможностью возвратно-поступательного перемещения на направляющих траверсы, гибкого элемента, огибающего
2Q щкивы и закрепленного одной ветвью на траверсе, и каретки, установленной между шкивами на направляющих и связанной с другой ветвью гибкого элемента, при этом один из магнитных роликов смонтирован на шкиве, размещенном со стороны ножевой
балки, а другой магнитный ролик и упор смонтированы на каретке.
Механизм пропорционального перемещения роликов выполнены в виде траверсы, связанной с ножевой балкой ножниц, шкива и каретки, установленных с возможностью возвратно-поступательного перемеш,ения на направляющих траверсы, и гибкого элемента, огибающего щкив и закрепленного одним концом на траверсе, а другим - на каретке, при этом один из магнитных роликов смонтирован на шкиве, размещенном со стороны ножевой балки, а другой магнитный ролик и упор смонтированы на каретке.
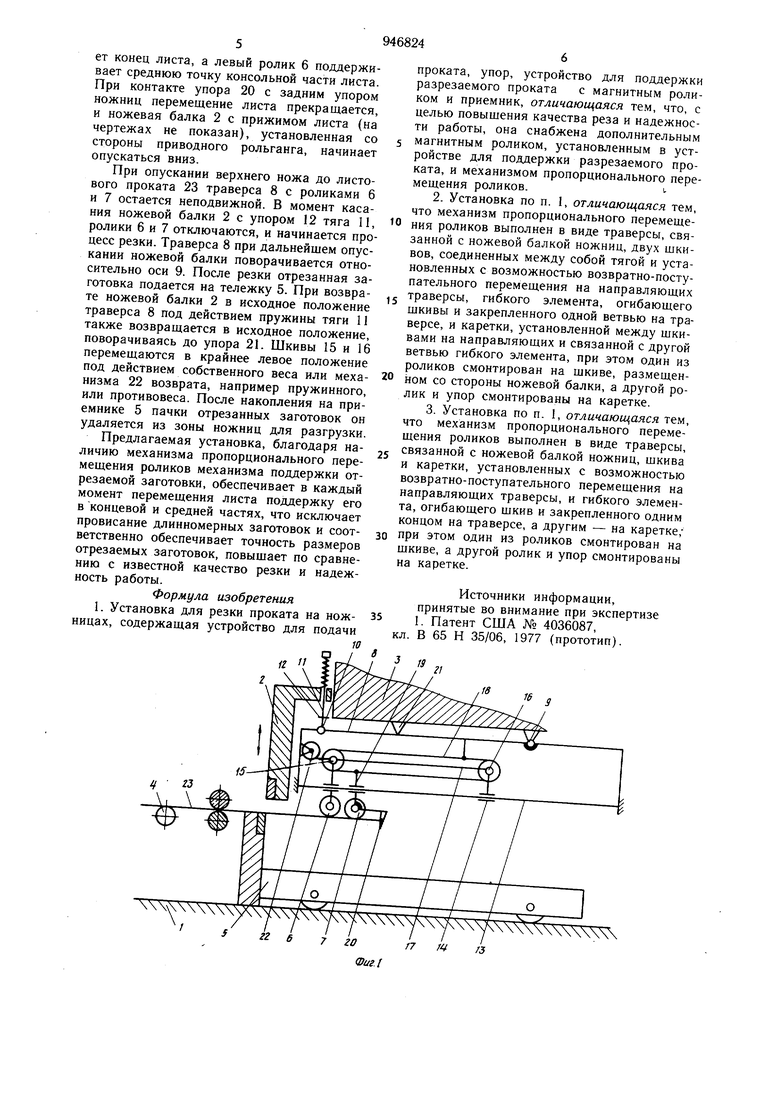
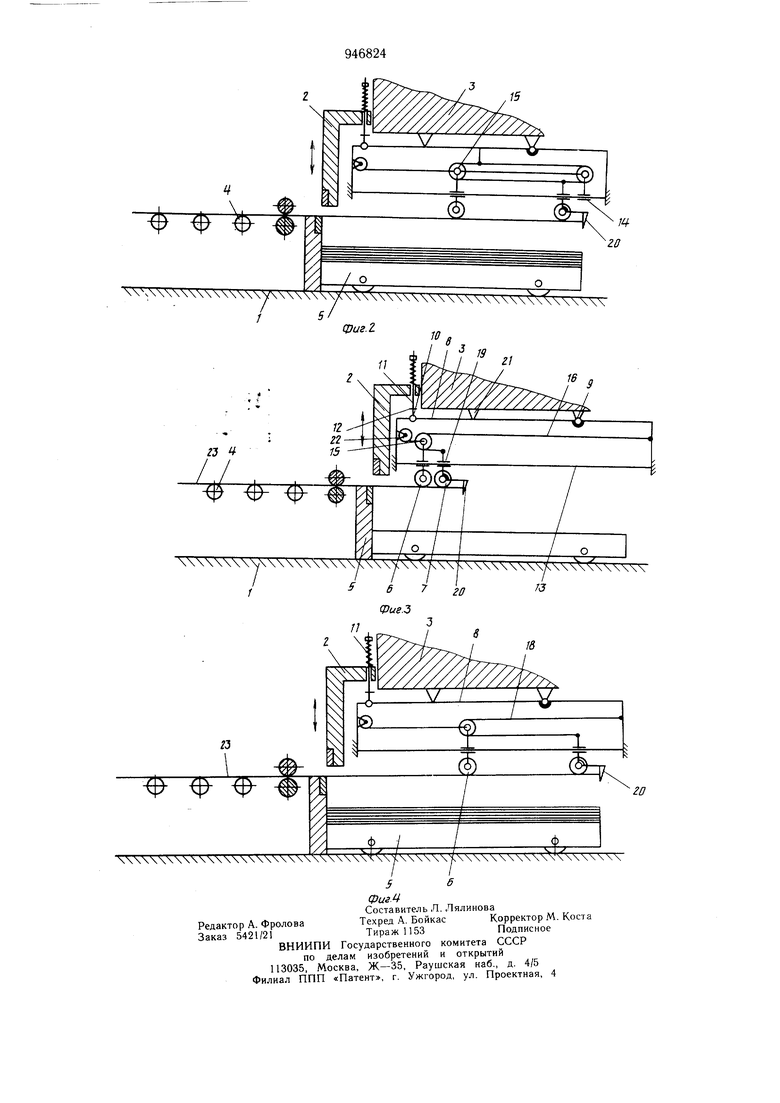
На фиг. 1 изображена схема установки, первый вариант использования механизма пропорционального перемещения, исходное положение; на фиг. 2 - то же, в положении перед резкой; на фиг. 3 - установка, второй вариант исполнения механизма пропорционального перемещения, общий вид, исходное положение; на фиг. 4 - то же, в положении перед резкой.
Установка содержит закрепленные на основании 1 гильотинные ножницы с ножевой балкой 2, смонтированной подвижно относительно станины 3 ножниц, устройство 4 для подачи листового проката, выполненное, например, в виде приводного рольганга, приемник 5 отрезанных заготовок, выполненный в виде, например, приводной тележки. Установка снабжена также механизмом для поддержки заготовок, выполненным в виде двух электромагнитных свободно вращающихся роликов 6 и 7 механизмом пропорционального перемещения роликов. В первом варианте этот механизм может быть выполнен в виде траверсы 8, щарнирно закрепленной посредством оси 9 на станине 3 ножниц, а посредством оси 10 через подпружиненную тягу 11 с упором 12 - на ножевой балке 2. Траверса 8 может быть также жестко закреплена только на ножевой балке 2. Однако этот вариант крепления траверсы приемлем только при отрезке заготовок малой длины, так как при отрезке длинномерных заготовок и необходимости перемещения ролика 7 на длину заготовки до 5 м траверса 8 будет иметь значительную консоль, выходящую за пределы ножевой балки 2 (стандартная щирина которой составляет 600 мм), и с учетом веса отрезаемой заготовки (до 500 кг) не обеспечит устойчивости и надежности в работе. На траверсе 8 смонтированы параллельные цилиндрические направляющие 13, на которых с возможностью возвратно-поступательного перемещения на опорах 14 установлены два щкива 15 и 16, жестко связанные между собой тягой 17. Шкивы огибает замкнутый гибкий элемент 18, выполненный в виде стальной ленты, который верхней ветвью жестко закреплен на траверсе 8, а на нижней ветви закреплена каретка 19, установленная на направляющих 13. Ролик 6 : акреплен на опоре щкива 15, а ролик 7
закреплен на каретке 19, на которой также смонтирован упор 20.
На станине ножниц закреплен упор 21, ограничивающий поворот траверсы 8.
Возврат шкивов 15 и 16 в исходное положение осуществляется механизмом 22 возврата, либо под действием собственного веса при скольжении шкивов 15 и 16 на опорах 14 по направляющей 13, установленной наклонно к горизонтали.
Во втором варианте исполнения механизма пропорционального перемещения отсутствуют шкив 16 с опорой 14 и тяга 17. Гибкий элемент 18 выполнен разомкнутым, и один из его концов закреплен на траверсе 8, а второй конец - на каретке 19. В этом варианте возврат шкива 15 в исходное положение возможен только при наличии самостоятельного механизма 22 возврата.
В зависимости от того, возможно ли размещение механизма 22 возврата в габаритах ножниц, следует применять тот или другой вариант исполнения механизма пропорционального перемещения.
На предлагаемой установке может осуществляться как безупорная резка, так и резка либо по переднему упору, закрепленному на устройстве 4 для подачи листового проката, либо по заднему упору (не показаны), закрепленному на траверсе 8.
Установка с обоими вариантами исполнения механизма пропорционального перемещения работает следующим образом.
В исходном положении электромагнитные ролики 6 и 7 выставлены по высоте на толщину листа от линии реза, расположены у ножевой балки 2 и включены.
Листовой прокат 23 по приводному устройству 4 для подачи листового проката подается в зону резания.
При контакте конца листа с роликами 6 и 7 последние свободно поворачиваются вокруг своих осей, не препятствуя перемещению листа, и одновременно притягивают конец листа, удерживая его от провисания.При воздействии торца листа на упор 20 последний вместе с правым роликом 7 и кареткой 19 перемещается синхронно с листом на расстояние, обеспечивающее заданный размер отрезаемой заготовки (например, до заднего упора ножниц).
Поскольку каретка 19 жестко связана с гибким элементом 18, а лента в свою очередь жестко связана с траверсой 8, то при перемещении каретки 19 лента начнет перемещаться относительно точки крепления ее к траверсе 8, вызывая тем самым перемещение жестко связанных щкивов 15 и 16 в направлении движения листа.
При этом шкивы, распределяя величину смещения ленты на две ветви, переместятся на расстояние, вдвое меньше расстояния, на которое переместится каретка 19.
В связи с этим в каждый момент перемещения листа правый ролик 7 поддерживает конец листа, а левый ролик 6 поддерживает среднюю точку консольной части листа. При контакте упора 20 с задним упором ножниц перемещение листа прекращается, и ножевая балка 2 с прижимом листа (на чертежах не показан), установленная со стороны приводного рольганга, начинает опускаться вниз. При опускании верхнего ножа до листового проката 23 траверса 8 с роликами 6 и 7 остается неподвижной. В момент касания ножевой балки 2 с упором 12 тяга 11, ролики 6 и 7 отключаются, и начинается процесс резки. Траверса 8 при дальнейшем опускании ножевой балки поворачивается относительно оси 9. После резки отрезанная заготовка подается на тележку 5. При возврате ножевой балки 2 в исходное положение траверса 8 под действием пружины тяги 11 также возвращается в исходное положение, поворачиваясь до упора 21. Шкивы 15 и 16 перемещаются в крайнее левое положение под действием собственного веса или механизма 22 возврата, например пружинного, или противовеса. После накопления на приемнике 5 пачки отрезанных заготовок он удаляется из зоны ножниц для разгрузки. Предлагаемая установка, благодаря наличию механизма пропорционального перемещения роликов механизма поддержки отрезаемой заготовки, обеспечивает в каждый момент перемещения листа поддержку его в концевой и средней частях, что исключает провисание длинномерных заготовок и соответственно обеспечивает точность размеров отрезаемых заготовок, повышает по сравнению с известной качество резки и надежность работы. Формула изобретения . Установка для резки проката на ножницах, содержащая устройство для подачи у гг б 7 г проката, упор, устройство для поддержки разрезаемого проката с магнитным роликом и приемник, отличающаяся тем, что, с целью повышения качества реза и надежности работы, она снабжена дополнительным магнитным роликом, установленным в устройстве для поддержки разрезаемого проката, и механизмом пропорционального перемещения роликов. 2.Установка по п. 1, отличающаяся тем, что механизм пропорционального перемещения роликов выполнен в виде траверсы, связанной с ножевой балкой ножниц, двух шкивов, соединенных между собой тягой и установленных с возможностью возвратно-поступательного перемещения на направляющих траверсы, гибкого элемента, огибающего щкивы и закрепленного одной ветвью на траверсе, и каретки, установленной между шкивами на направляющих и связанной с другой ветвью гибкого элемента, при этом один из роликов смонтирован на шкиве, размещенном со стороны ножевой балки, а другой ролик и упор смонтированы на каретке. 3.Установка по п. 1, отличающаяся тем, что механизм пропорционального перемещения роликов выполнен в виде траверсы, связанной с ножевой балкой ножниц, шкива и каретки, установленных с возможностью возвратно-поступательного перемещения на направляющих траверсы, и гибкого элемента, огибающего шкив и закрепленного одним концом на траверсе, а другим - на каретке,при этом один из роликов смонтирован на шкиве, а другой ролик и упор смонтированы на каретке. Источники информации, принятые во внимание при экспертизе 1. Патент США № 4036087, В 65 Н 35/06, 1977 (прототип). у Y 17 /- /5 п
