Известны многовалковые малогабаритные настольные станки для прецизионного плющения микролент.
Описываемый станок отличается от известных тем, что он снабжен твердосплавными рабочими валками из сплава ВК6М и системой твердосплавных упоров, расположенных на консольном ры-чаге и микрометрических винтах.
Такое выполнение станка обеспечивает прецизионность и увеличение производительности.
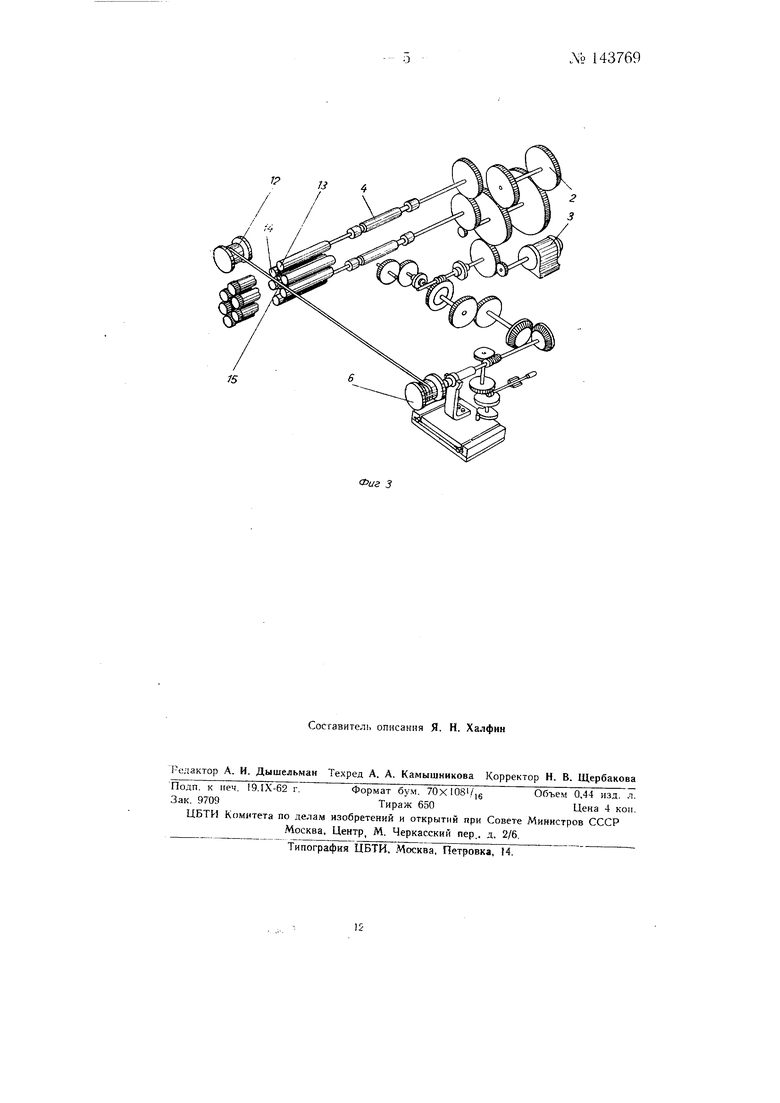
На фиг. 1 изображен общий вид станка; на фиг. 2-прокатная клеть; на ф«г. 3 - кинематическая схема станка.
Станок состоит из двух основных узлов: прокатной клети / и редуктора 2 с электродвигателем 3. Прокатная клеть и редуктор связаны между собой карданными валиками 4.
Прокатная клеть включает в себя станину 5, на которой крепятся приемный механизм 6, приемный ролик 7, верхняя и нижняя кассеты 8, очиститель 9, направляющий ролик 10, нажимное устройство 11 и подающий механизм 12.
В нижней и верхней кассетах 8 расположено по одному приводному валку J3, по два опорных валка 14 и по одному рабочему валку 15. Рабочие валки изготавливаются путем прессования целиком из твердого сплава ВК6М. Привод рабочих валков осуществляется через опорные валки 14, которые по всей рабочей поверхности соприкасаются со стенками рабочей клети, что исключает их прогибы, придает необходимую жесткость всей системе.
Положение рабочих валков вдоль оси фиксируется боковыми упорами 16. Нижняя кассета жестко крепится болтами /7 к станине 5. Верхняя кассета связана с нижней кассетой с помощью щарнира 18. На верхней кассете крепится рычаг 19, консольным концом входящий в
№ Г43769, 2
нажимное-yct|)6AcTBO 11, которое создает определенное давление между, рабочими валками..Оно выполнено в виде стойки 20, на которой надета ёилка 21. Вилка ;л}ожет поворачиваться на 90° для освобождения рычага из нажимного устройства. Сверху вилка имеет микрометрический винт .2Д, (yiiiay - фиксирующий винт 23. После установки необходимого давления прокатки винты контрятся зажимами 24. В момент проката на ленту и рабочие валки подается обильная масляная смазка от шестеренчатого насрса, расположенного внутри станины. Смазка опорных и привозного валков верхней кассеты осуществляется самотеком через фитили, идущие из резервуара верхней кассеты.
Предмет изобретения
Шестивалковый малогабаритный станок настольного типа для прецизионного плющения микролент, отличающийся тем, что, с целью прецизионности и увеличения производительности, он снабжен твердосплавными рабочими валками из сплава ВК6М и, системой твердосплавных упоров, расположенных на консольном рычаге и микрометрических винтах.
N
г
75
| название | год | авторы | номер документа |
|---|---|---|---|
| В. И. ЗОЛОТОЕ, С. Е. Жердев, В. Ф. Кудимов,С. В. Мерекин, Н. В. Гайдуковский, А. Е. Муриков, Г. Н. Саваник,И. Г. Шибанов, И. В. Томас, М. Г. [Иейнберг, Е. П. Пиотрковскаяи И. М. Никифоров | 1967 |
|
SU205795A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПЕРЕНОСНОЙ СТАНОК ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ПРОЕМОВ КЛЕТЕЙ ПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2204463C2 |
| Прокатная клеть с перекосом валков в горизонтальной плоскости | 1986 |
|
SU1400678A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| Непрерывный трубопрокатный стан | 1987 |
|
SU1675000A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Автомат для плющения и формовки зубьев рамных пил | 1952 |
|
SU118270A1 |