Изобретение относится к обработке металлов давлением, в частности к трубопрокатному производству, и может быть использовано при производстве бесшовных труб на непрерывных редукционно-калиб- ровочных станах продольной прокатки.
Цель изобретения - повышение качества и точности прокатываемых труб.
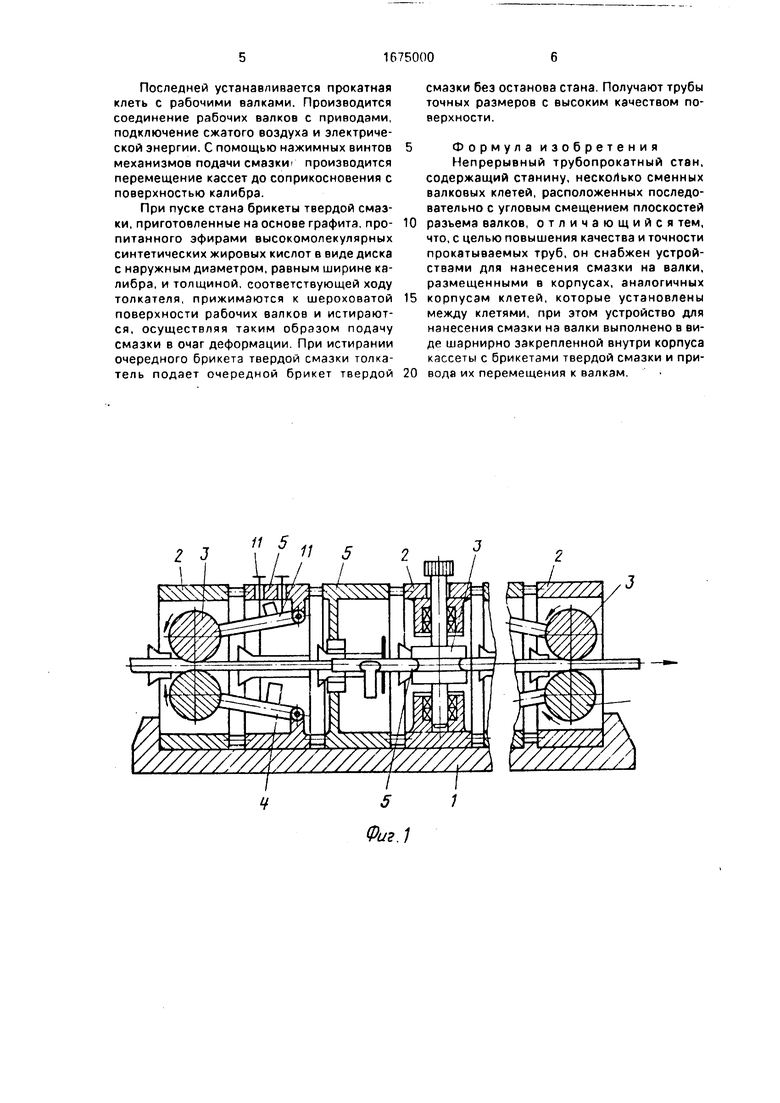
На фиг. 1 показан стан, общий вид; на фиг, 2 - устройство для нанесения смазки на валки клетей: на фиг, 3 - разрез А-А на фиг. 2; на фиг. 4 - кассета с брикетами твердой смазки.
Непрерывный трубопрокатный стан содержит станину 1, несколько сменных, например, двухвалковых клетей 2 с валками 3, расположенных на станине последовательно с угловым смещением плоскостей разъема валков, и устройства 4 для нанесения смазки на валки, размещенные в корпусах 5, аналогичных корпусам рабочих клетей и установленных между клетями.
Устройство 4 для нанесения смазки на валки выполнено в виде шарнирно закрепленной внутри корпуса кассеты 6 с брикетами 7 твердой смазки и привода 8 их перемещения к валкам в виде пневмоци- линдра 9 с толкателем 10, управляемою воздухораспределителем 11. Шток пневмо- цилиндра снабжен упором 12, взаимодействующим с передним 13 и задним 14 конечными выключателями, управляющими воздухораспределителем.
Кассета снабжена магазином 15 запаса брикетов твердой смазки с пружиной 16 подачи. Устройство для нанесения смазки снабжено тягой 17 и нажимным винтом 18.
Стан работает следующим образом.
Двухвалковые клети 2 и корпуса 5 с устройствами 4 для нанесения смазки устанавливаются на станину 1 последовательно одни за другими, начиная с клети. Установка следующей двухвалковой кпети производится с угловым смещением плоскости разьема валков в 90° по отношению к предыдущей. Корпус 5 устанавливается так, чтобы ось поворота кассеты 6 съема была параллельна оси валка предыдущей клети 2.
После закрепления клетей на станине кассеты 6 с помощью нажимных винтов 18 черезтяги 17 поворачиваются относительно осей крепления до соприкосновения с ручьями валков 3 клетей 2. Воздухораспределители 11 и конечные выключатели 13 и 14 подключаются к цеховым магистралям сжатого воздуха и электрической сети. После пуска стана начинается вращение валков 3. Брикеты 7 твердой смазки, находящиеся в кассете 6, прижимаются толкателями 10 к
поверхности ручьев валков. При этом происходит механическое истирание брикета, и твердая смазка наносится на поверхность ручья рабочего валка.
Слой твердой смазки, попадая в очаг
деформации, разделяет контактные поверхности рабочих валков и металла трубы, что повышает стойкость рабочих валков и улучшает качество труб. По мере истирания бри0 кетов твердой смазки пневмоцилиндр 9 перемещает толкатель 10 в крайнее переднее положение по направлению к валкам 3 и упором 12 замыкает контакты переднего конечного выключателя 13, который подает
5 электрический сигнал управления для отвода толкателя в крайнее заднее по направлению к рабочим валкам положение. После отвода толкателя в крайнее заднее положение брикеты 7 твердой смазки, на0 ходящиеся в полости магазина 15, под воздействием пружины 16 подачи перемещаются в свободное пространство полости кассеты. Переместившись в крайнее заднее положение, упор 12 замыкает
5 контакты заднего конечного выключателя 14, подающего электрический сигнал управления на воздухораспределитель, который управляет работой пневмоцилиндра, для перемещения толкателя к рабочим валкам и осу0 ществления прижатия очередного брикета твердой смазки. При истирании очередною брикета твердой смазки и достижении упором соответствующего конечного выключателя процесс повторяется.
5В условиях производства бесшовных
труб на многоклетевом стане непрерывного типа, предназначенном для калибровки труб по наружному диаметру и входящем в состав ТПА-140, проводилось опытно-про0 мышленное опробование предлагаемого многоклетевого С -яна при прокатке труб с наружным диаметром 146 мм и толщиной стенки 8 мм из стали марки 20.
Перед началом прокатки производится
5 установка клетей на станину з такой последовательности. На ьходмую стооону устанавливается клеть с рабочими валками. Далее по направлению прокатки устанавливаются два Kopnvcg с устройствами для
0 смазки, затем две прокатные клети с рабочими валками и т. д., причем установка последующих прокатных клетей пооизводитсл с поворотом по отношению к предыдущему на 90° в плоскости, перпендикулярной оси
5 прокатки.
Корпуса с устройствами для нанесения смазки устанавливаются так, чтобы оси поворота кассет с брикетами твердой смазки были параллельны осям рабочих валков соответствующих прокатных клетей.
Последней устанавливается прокатная клеть с рабочими валками. Производится соединение рабочих валков с приводами, подключение сжатого воздуха и электрической энергии. С помощью нажимных винтов механизмов подачи смазки производится перемещение кассет до соприкосновения с поверхностью калибра.
При пуске стана брикеты твердой смазки, приготовленные на основе графита, про- питанного эфирами высокомолекулярных синтетических жировых кислот в виде диска с наружным диаметром, равным ширине калибра, и толщиной, соответствующей ходу толкателя, прижимаются к шероховатой поверхности рабочих валков и истираются, осуществляя таким образом подачу смазки в очаг деформации. При истирании очередного брикета твердой смазки толкатель подает очередной брикет твердой
смазки без останова стана, Получают трубы точных размеров с высоким качеством поверхности.
Формула изобретения Непрерывный трубопрокатный стан, содержащий станину, несколько сменных валковых клетей, расположенных последовательно с угловым смещением плоскостей разъема валков, отличающийся тем, что, с целью повышения качества и точности прокатываемых труб, он снабжен устройствами для нанесения смазки на валки, размещенными в корпусах, аналогичных корпусам клетей, которые установлены между клетями, при этом устройство для нанесения смазки на валки выполнено в виде шарнирно закрепленной внутри корпуса кассеты с брикетами твердой смазки и привода их перемещения к валкам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный трубопрокатный стан | 1988 |
|
SU1755977A1 |
| Клеть прокатного стана | 1984 |
|
SU1212638A1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА | 2006 |
|
RU2308333C1 |
| Устройство для смазки ручьевых валков | 1988 |
|
SU1715458A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Клеть для продольной прокатки | 1991 |
|
SU1808430A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
| Клеть для продольной прокатки | 1991 |
|
SU1785450A3 |

Изобретение относится к трубопрокатному производству и может быть использо- ванЬ при производстве бесшовных труб на трубопрокатных агрегатах с редукционно- калибровочными станами. Цель изобретения - повышение качества и точности прокатываемых труб. В очаг деформации подают смазку, наносимую на поверхность ручьев рабочих валков 3 с помощью устройств, каждое из которых состоит из кассеты 6 с брикетами 7 твердой гмаэки и npnai до-i 4 их перемещения, шарнирно закрепленной в корпусе 5. аналогичном корпусу ей коьой клети 2. Корпуса 5 устйновлеиы ьалковыми клетями стэна, расг;оло- женными на станине 1 4 ил Ё Os VI ел о о о
// 5
1
А -А
ФигЗ
п
фиг 4
| СОСТАВ МУЛЬЧИРУЮЩЕГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2012 |
|
RU2500718C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Клеть прокатного стана | 1984 |
|
SU1212638A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| РЕДУКЦИОННЫЙ СТАН | 0 |
|
SU362655A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
