Изобретение относится к отрасли черной и цветной металлургии, а конкретно к прокатному производству,и может быть использовано для непри-водных вертикальных валков универсальной клети.
Известна универсальная клеть прокатного стана для прокатку двутавровых балок, содержащая станины, комплект горизонтальных и вертикальных неприводных валков, Оси которых расположены в одной плоскости, при этом каждый вертикальный валок смонтирован в индивидуальной кассете, устанавливаемой между подушками горизонтальных валков .
К недостаткам известной универсальной клети относят значительное расстояние между подушками горизонтальных валков, равное высоте индивидуальной кассеты с вертикальным валком, что приводит к увеличению габаритов клети из-за вынужденного увеличения диаметра горизонтальных валков.
Наиболее близкой кпредлагаемой является кассета вертикальных валков универсальной клети, содержащая корпус, вертикальные неприводные
валки с эксцентричными осями, меха низмы установки кассеты и валков f2 J.
Однако для снятия кассеты требуется поднять верхний горизонтальный валок на высоту кассеты, при этом нарушается настройка зазора между горизонтальными валками и сбивается осевая установка последних. После установки кассеты на место снова требуется полная настройка калибра, заключающаяся в индивидуальной регулировке каждого из четырех валков в осевом и радиальном направлениях, что значительно увеличивает время 15 простоев стана и, соответственно, уменьшает его производительность. Размещение рычагов эксцентрикового нажимного устройства вертикальных валков над корпусом кассеты значительно увеличивает высоту кассеты, что приводит к увеличению межосевого расстояния горизонтальных .валков и, следовательно, к увеличению габаритов клети по высоте.
Цель изобретения - сокращение времени простоев клети при замене кассеты благодаря сохранению настройки горизонтальных валков, а также уменьшение высоты кассеты и
улучшение доступа к регулировочным механизмам.
Поставленная цель достигается тем, что в кассете вертикальных валков универсальной клети, содержащей корпус, вертикальные неприводные валки с эксцентричными о-сямй, механизNBj установки кассеты и валков, корпус выполнен сборным в виде П-образного элемента и замыкающей траверсы
Кроме того, эксцентричная ось вертикального валка оборудована головкой с вырезами, размещенной в верхней части кассеты, а последняя снабжена регулировочным винтом и прижимным устройством, упирающимся в соответствующие вырезы головки эксцентричной оси.
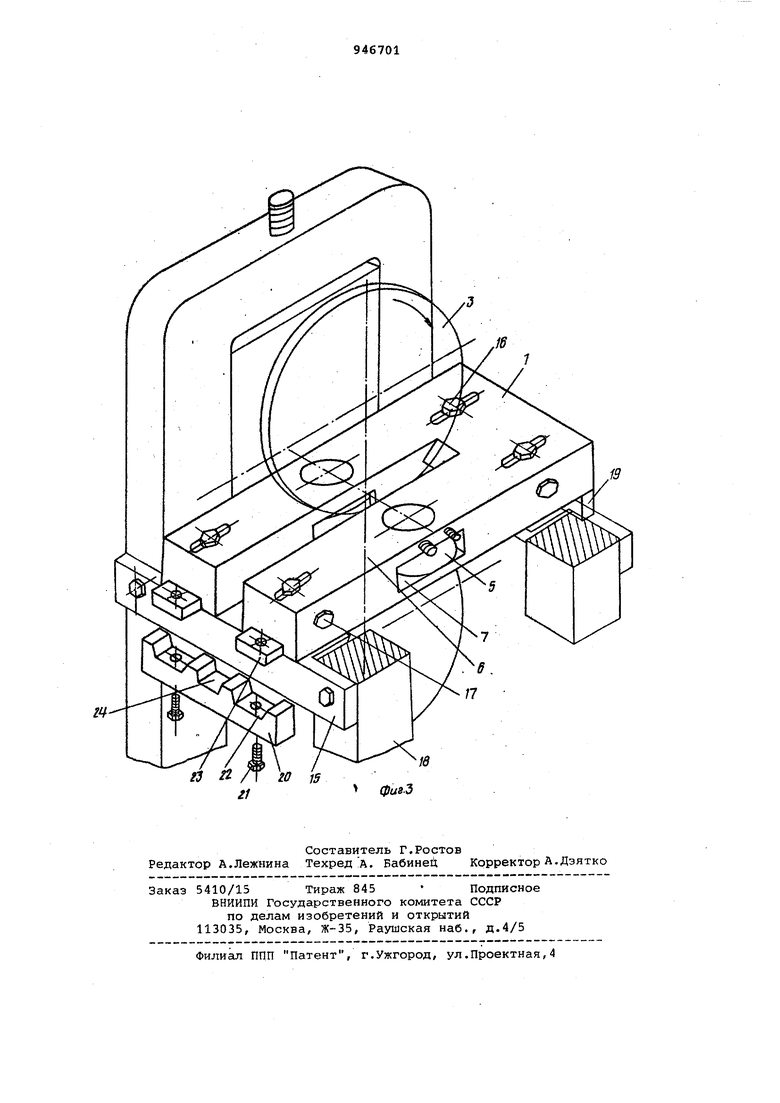
На фиг.1 изображена кассета, вид сбоку, разрез; на фиг.:г - то же, вид сверху; на фиг.З - то же, изометрия
Съемная кассета вертикальных валков состоит из монолитного П-образного элемента 1 с осевым вырезом 2. со стороны выхода для захода горизонтальных валков 3. В элементе 1 со стороны захода прокатываемой полосы выполнено осевое отверстие 4 прямоугольной формы, а для установки вертикальных валков 5 в консольных частях б элемента 1 выполнены боковые прямоугольные отверстия 7 (фиг.1). Вертикальные валки5 установлены на подшипниках 8 на эксцентричных осях 9 в боковыхотверстиях 7 кассеты. Головка 10 эксцентричной оси 9 выполнена с вырезами 11 для захода рабочих хвостовиков 12 регулировочного винта 13 и пружинного прижимного устройства 14 (фиг.2),позволяющих поворачивать эксцентричную ось 9 и тем самым осуществлять индивидуальную регулировку вертикальных валков 5. Кассета крепится к брусьям 15 шпильками 16 и фиксируется домкратами 17, -которые упираются в станины 18 клети (фиг.З). Фиксация касреты в направлении прокатки осуществляется косынками 19, которые приварены к п-образному элементу 1 и упираются в арматурные брусья 15. Для повышения жесткости элемента 1 консольные части 6 скрепляются замыкающей траверсой 20 с помощью болтов 21. В траверсе 20 выполнены пазы 22, соответствующие крепежным выступам 23 элемента 1 корпуса. Для свободной установки проводковой арматуры в центральной части траверсы 20 выполнен прямоугольный паз 24 на уровне нижней стороны элемента 1 (фиг.З).
Съемную кассету собирают следующим образом.
В боковые отверстия 7 элемента 1 заводятся вертикальные валки 5 с подшипниками 8. Сверху устанавливаются эксцентричные оси 9, а сбоку в верхних частях элемента 1 корпуса регулировочные винты 13 и пружинные прижимные устройства 14. Кассета заводится между горизонтальными валками 3 и закрепляется на брусьях 15
5 стяжными шпильками 16. Устанавливается траверса 20. Грубая настройка положения вертикальных валков 5 осуществляется домкратами 17.
Кассета для вертикальных валков
0 работает следующим образом.
Полосу, задаваемую в четырехвалковый калибр, захватывают приводные горизонтальные валки 3, пропускают через очаг деформации, где боковые
5 контуры раската обжимаются вертикальными валками 5. Настройка вертикальных валков 3 по высоте производится перемещением кассеты с брусьями 15 в вертикальном направлении, а
0 их индивидуальная регулировка в радиальном направлении осуществляется вращением регулировочного винта 13, поворачивающего эксцентричную ось 9. При обжатии раската давление
5 металла, действующее на вертикальные валки 5, передается на консольные части 6.элемента 1, которые скреплены траверсой 20 и жестко зафиксированы домкратами 17, упиргиощимися в станины 18 клети.
Преимущества предлагаемой кассеты для вертикальных валков по сравнению с известной заключаются в следующем: открытый со стороны вывода осевой вырез 2 для захода горизонтальных валков 3 позволяет упростить перевалку кассеты и сократить время настройки четырехвалкового калибра; удобство размещения выводной арматуры на брусе, которую
0 не требуется снимать при перевалке кассеты; применение для регулировки зазора между вертикальными валками эксцентричных осей 9 с головкой 10, размещенной в верхней части элемента 1, а также размещение регулировочного винта 13 и прижимного устройства 14 сбоку в элементе 1 корпуса дает возмбжность устранить выступающие детали над элементом 1
Q корпуса, что уменьшает габаритную высоту кассеты и, соответственно, высоту клети.
При использовании предлагаемой кассеты по сравнению с известной
е вдвое сокращается время перевалки ее ёа счет сохранения настройки горизонтальных валков, на 10% уменьшается время настройки четырехвалкового калибра за счет удобной индивидуаль.ной регулировки вертикальных валков. Габаритная высота кассеты на 20% меньше за счет размещения регулировочных механизмов в ее корпусе.
Повышение производительности труда при применении предлагаемой кассеты для прокатки сложных фасонньах профилей s четырехвалковых калибрах составит 25%,
Формула изобретеиия
1. Кассета вертикальных валков универсальной клети, содержащая корпус, вертикальные неприводные валки с эксцентричными осями, механизмы установки кассеты и валков, о т л и чающаяся тем, что, с целью сокращения времени простоев клети при замене кассеты благодаря сохранению настройки горизонтальных валков, корпус выполнен сборным в виде П-образного элемента и замыкающей траверсы.
2. Кассета по п.1, отличающая с я тем, что, с целью уменьшения высоты кассеты и улучшения доступа к регулировочным механизмс1м, эксцентричная ось вертикального валка оборудована головкой с вырезами, размещенной в верхней части кассеты, а последняя снабжена регулировочным винтом и прижимным устройством, упирающимися в соответствующие вырезы головки эксцентричной оси.
Источники информации, принятые во внимание при экспертизе
1.Прокатное производство. Справочник, Т.II, м., Металлургиздат, 1962, с.202-203.
2.Авторское свидетельство СССР 437548, кл. В 21 В 39/16/ 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета для вертикального валка универсальной клети | 1980 |
|
SU942823A1 |
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2302305C1 |
| Четырехвалковая клеть | 1989 |
|
SU1755975A1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| КАЛИБРОВОЧНО-ПРОФИЛИРУЮЩАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ | 2010 |
|
RU2438809C2 |
f в 9 fO S 7 I / I I I фиг.1 10
