о
CD СП Изобретение относится к черной и цветной металлургии, а конкретно к прокатному производству,и может быть использовано при прокатке сложных фасонных профилей в четырехвалковых (универсальных) клетях. Известна универсальная клеть для прокатки двутавровых балок, в которой с наружной стороны каждой станины по оси валков вьтолнены выступы, на которых с помощью клиньев установ лены траверсы с вмонтированными кассетами с вертикальными валками, при этом корпус кассеты установлен в паз станины и закреплен клиньями, фиксиругащим - его в вертикальной плоскости. Перемещение в горизонтальной плоскости кассеты вьшолнено посредCTBot-) нажимных винтов, размещенных в
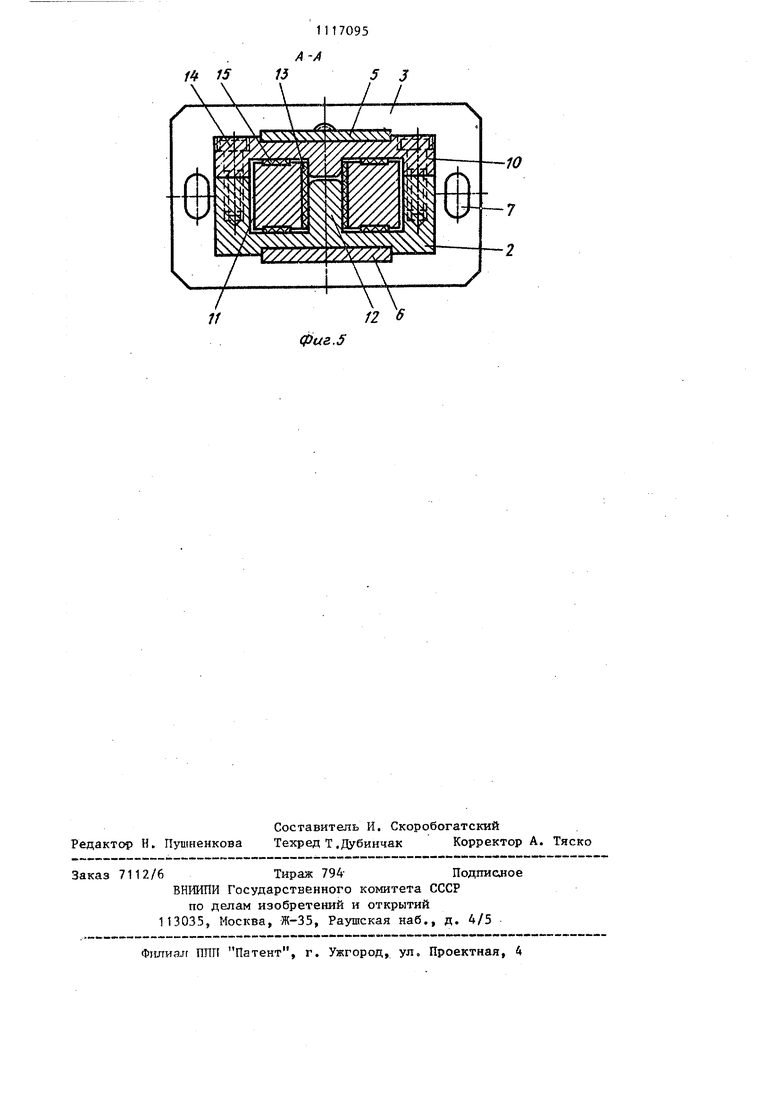
траверсе, а поджатие корпуса с верти- оклеть с кассетой вертикального валка,
кальными валками к нажимным винтам -продольный paapeaj на фиг. 2 - касс помощью тяг и спиральных пружин Г.сета,продольньй разрез; на фиг. 3 Недостатком данного устройства явля-то же, изометрия; на фиг. 4 - то же,
ется сложность конструкции и изготов-план; на фиг. 5 - разрез А-А на
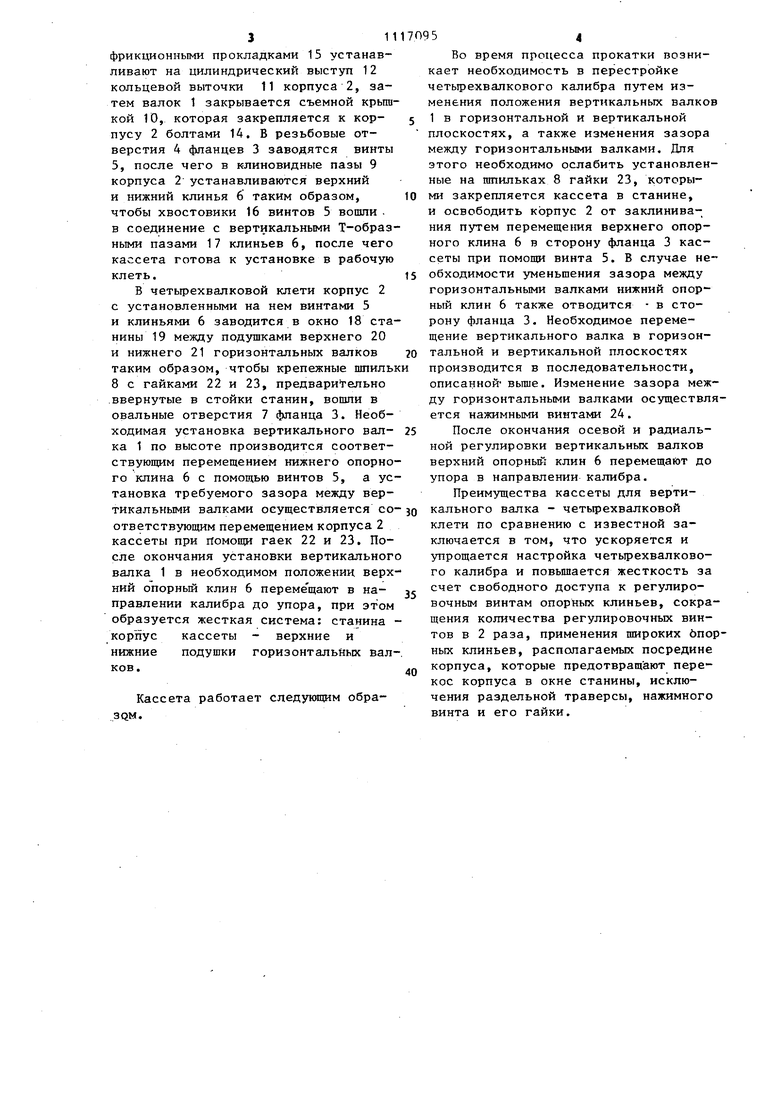
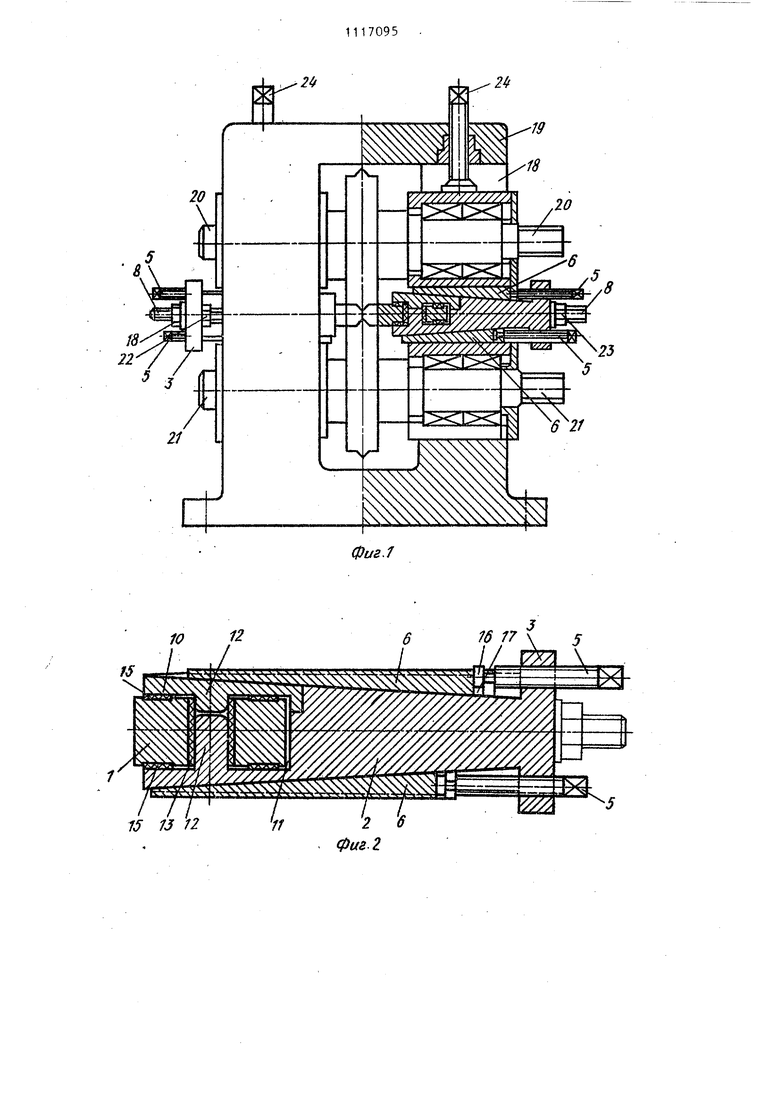
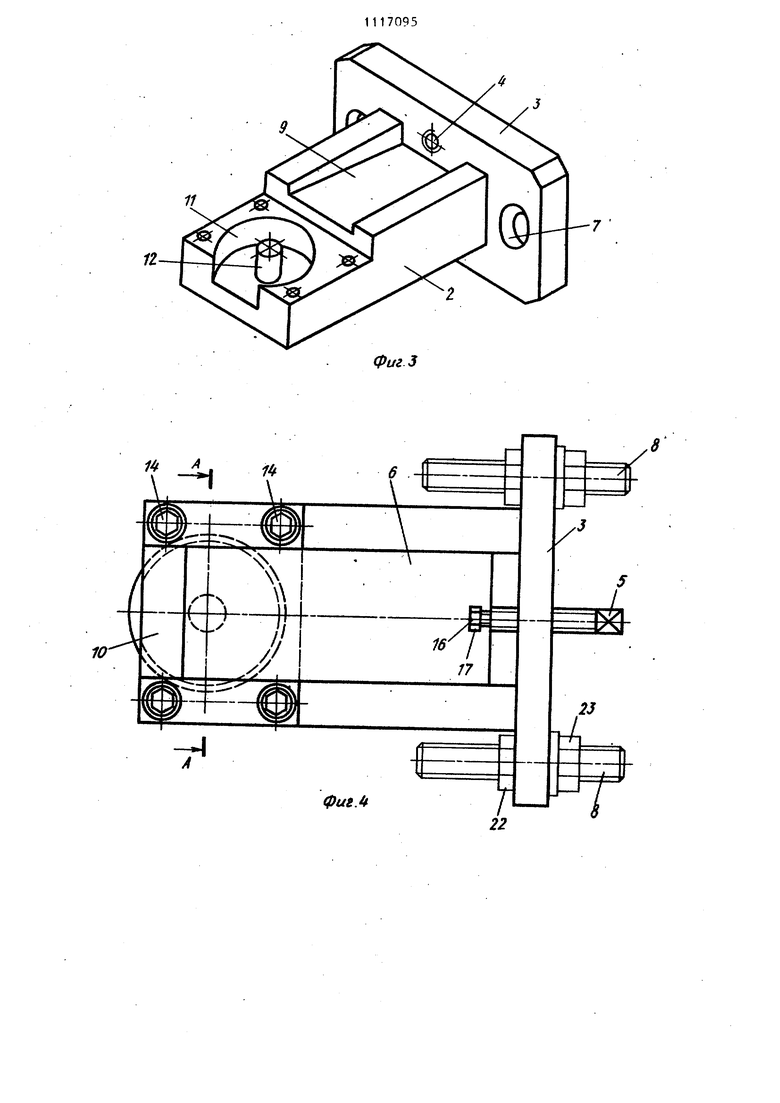
Ленин кассет для вертикальных валков, 25фиг. 4. которые состоят из большого числа де лей и сопрягаемых поверхностей, и имеют, как следствие, люфты, при этом консольная установка кассет с вертикальными валками, которые поддерживаются траверсами или же посред ством тяг, приводит к снижению жесткости кассет в вертикальной плоскост Кроме того, в конструкции не предусмотрена регулировка вертикальных валков по высоте. Наиболее близкой по технической СУЩНОСТИ и достигаемому эффекту к изобретению является кассета вертикального валка, включающая корпус с верхними и нижними опорными клинья ми, монтируемый межДу подушками гори зонтальных валков клети валок, монти рованный в корпусе на оси подшипнико вьйузел валка, механизмы осевой и радиальной регулировки валка 2, Недостаток известного технического решения заключается в том, что он требует продолжительной настройки ва ка по высоте из-за наличия нескольки регулировочных винтов и опорных клиньев и защемления нажимного винта при перемещении клиньев. Цель изобретения - упрощение настройки при уменьшении ее продолжительности за счет сокращения количес ва клиньев и повьшгения жесткости кас сеты. Поставленная цель достигается тем, что в кассете вертикального валка четырехвалковой клети, включающей корпус с верхними и нижними опорными клиньями, монтируем1)Гй между подушками горизонтальных валков клети Вапок, монтированный в .корпусе на оси подптипниковый узел валка, механизм осевой и радиальной регулировки валка, корпус снабжен фланцем, вьтолненным со стороны обслуживания клети, и крышкой по месту установки валка, при этом механизмы осевой и радиальной регулировки монтированы во фланце, ось валка вьшолнена в виде цилиндрических выступов крышки и корпуса, а клинья установлены по продольной оси кассеты. На фиг. 1 показана четырехвалковая Кассета вертикального валка 1 включает корпус 2 с фланцем 3, выполненным со стороны обслуживания. В верхней и нижней частях фланца .3 выполнены резьбовые отверстия 4 для установки винтов 5, регулирующих положение опорных клиньев 6 вдоль корпуса 2, а в боковых частях фланца 3 вьшолнены овальные отверстия 7 под крепежные шпильки 8. Посередине корпуса 2 сверху и снизу выполнены клинообразные пазы 9, соответствующие уклону и щирине опорных клиньев 6. Для предотвращения перекоса относительно вертикальной оси симметрии ширина опорного клина 6 составляет не менее 60% от ширины корпуса 2. Корпус снабжен крьш1кой 10 по месту установки валка 1, при этом корпус и крышка снабжены кольцевыми выточками 11 под валок, диаметр которых превышает диаметр валка 1 на 3-5 мм, и цилиндрическими выступами 12 с диаметром, соответствующим внутреннему диаметру подшипника 13, которые выполняют функцию оси вертикального валка 1, Съемная крьщ1ка 10 крепится к корпусу 2 болтами 14. Кассету собирают следуклцим образом. Вертикальный валок 1 вместе с запрессованным подшипником 13 и анти31фрикционными прокладками 15 устанавливают на цилиндрический выступ 12 кольцевой выточки 11 корпуса 2, затем валок 1 закрывается съемной крыш кой 10, которая закрепляется к корпусу 2 болтами 14. В резьбовые отверстия 4 фланцев 3 заводятся винты 5, после чего в клиновидные пазы 9 корпуса 2 устанавливаются верхний и нижний клинья 6 таким образом, чтобы хвостовики 16 винтов 5 вошли . в соединение с вертикальными Т-образ ными пазами 17 клиньев 6, после чего кассета готова к установке в рабочую клеть. В четырехвалковой клети корпус 2 с установленными на нем винтами 5 и клиньями 6 заводится в окно 18 ста нины 19 между подушками верхнего 20 и нижнего 21 горизонтальных валков таким образом, чтобы крепежные шпиль 8 с гайками 22 и 23, предварительно .ввернутые в стойки станин, вошли в овальные отверстия 7 фланца 3. Необходимая установка вертикального валка 1 по высоте производится соответствующим перемещением нижнего опорно го кпина 6 с помощью винтов 5, а ус тановка требуемого зазора между вертикальными валками осуществляется со-JQ ответствующим перемещением корпуса 2 кассеты при помощи гаек 22 и 23. После окончания установки вертикального валка 1 в необходимом положении верхний опорный клин 6 перемещают в направлении калибра до упора, при этом образуется жесткая система: станина корпус кассеты - верхние и нижние подушки горизонтальных валКассета работает следующим обра5Во время процесса прокатки возникает необходимость в перестройке четырехвалкового калибра путем изменения положения вертикальных валков 1 в горизонтальной и вертикальной плоскостях, а также изменения зазора между горизонтальными валками. Для этого необходимо ослабить установленные на шпильках 8 гайки 23, которыми закрепляется кассета в станине, и освободить корпус 2 от заклинивания путем перемещения верхнего опорного клина 6 в сторону фланца 3 кассеты при помоши винта 5. В случае необходимости уменьшения зазора между горизонтальными валками нижний опорный клин 6 также отводится в сторону фланца 3. Необходимое перемещение вертикального валка в горизонтальной и вертикальной плоскостях производится в последовательности, описанной- Bbmie. Изменение зазора между горизонтальными валками осуществляется нажимными винтами 24. После окончания осевой и радиальной регулировки вертикальных валков верхний опорный клин 6 перемещают до упора в направлении калибра. Преимущества кассеты для вертикального валка - четьфехвалковой клети по сравнению с известной заключается в том, что ускоряется и упрощается настройка четырехвалкового калибра и повьш1ается жесткость за счет свободного доступа к регулировочньм винтам опорных клиньев, сокращения количества регулировочных винтов в 2 раза, применения широких бпорных клиньев, располагаемых посредине корпуса, которые предотвращают перекос корпуса в окне станины, исключения раздельной траверсы, нажимного винта и его гайки.
фиг.1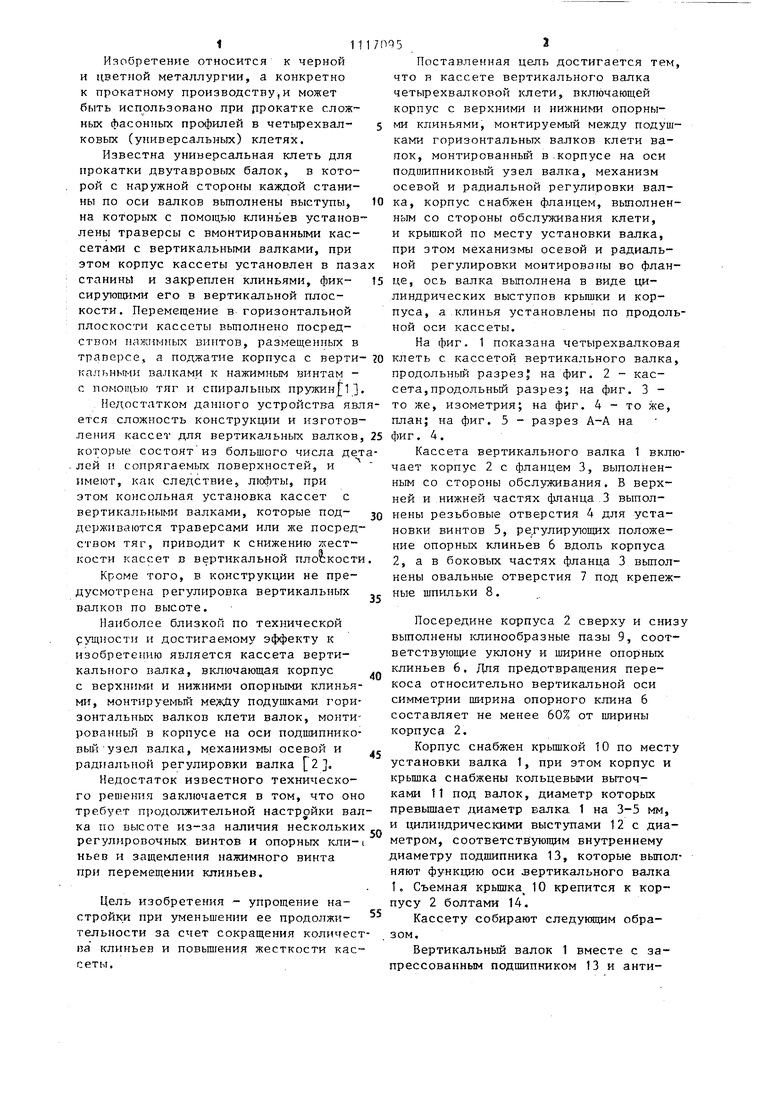
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| Кассета для вертикального валка универсальной клети | 1980 |
|
SU942823A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| Универсальная клеть прокатного стана | 1988 |
|
SU1674999A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Четырехвалковая клеть | 1987 |
|
SU1417946A1 |
| Универсальная клеть бесстанинного типа | 1990 |
|
SU1722630A1 |
| Четырехвалковая клеть | 1989 |
|
SU1755975A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422225C2 |
КАССЕТА ВЕРТИКАЛЬНОГО ВАЛКА ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ, включакнцая корпус с верхними и нижними опорными клиньями, монтируемый между подушками горизонтальных валков клети валок, монтированный в корпусе на оси подшипниковый узел валка, механизм осевой и радиальной регулировки валка, о тличающаяся тем, что. с целью упрощения настройки при уменьшении ее продолжительности за счет сокращения количества клиньев и повышения жесткости, корпус снабжен фланцем, вьтолненным со стороны обслуживания клети, и крьшгкой по месту установки валка, при этом механизмы осевой и радиальной регулировки монтированы во фланце, ось валка выпол§ нена в виде цилиндрических выступов крышки и корпуса, а клинья установле(Л по продольной оси кассеты.
10
фиг 2 12
1 ij/«
/
«
16
17
j
j
фие.
22
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Победин Н.С | |||
| Дрозд В.Г | |||
| Производство сортовой стали | |||
| М., Металлургиздат, 1962, с 97-101 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Клеть трубоформовочного стана | 1976 |
|
SU623606A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
