Известны полуавтоматические станки для зенкерования отверстий корпусов электромагнитных реле и нарезания в них резьбы с использованием транспортирующей цепи, несущей поворотные зажимные приспособления для обрабатываемых изделий, подаваемых к последовательно установленным зенкеровальньш и резьбонарезным головкам. Однако при работе таких станков необходимо переналаживать зажимное приспособление.
В описываемом станке указанный недостаток устранен тем, что для устранения необходимости в переналадке зажимного приспособления при изменении натяжения транспортирующей цепи применен зубчатореечный механизм, смонтированный в натяжной станции транспортирующей цепи и управляющий открыванием и закрыванием зажимов приспособления. Для поворота зажимного приспособления на 90° для обработки отверстий, расположенных в другой плоскости корпуса реле, примепен двухпазовый мальтийский крест, взаимодействующий с неподвижно установленным на пути движения цепи упором. Поворотное зажимное приспособление смонтировано на плавающей подпружиненной каретке, расположенной между щеками звеньев транспортирующей цепи и фиксируемой на позициях обработки подвижными гребенками.
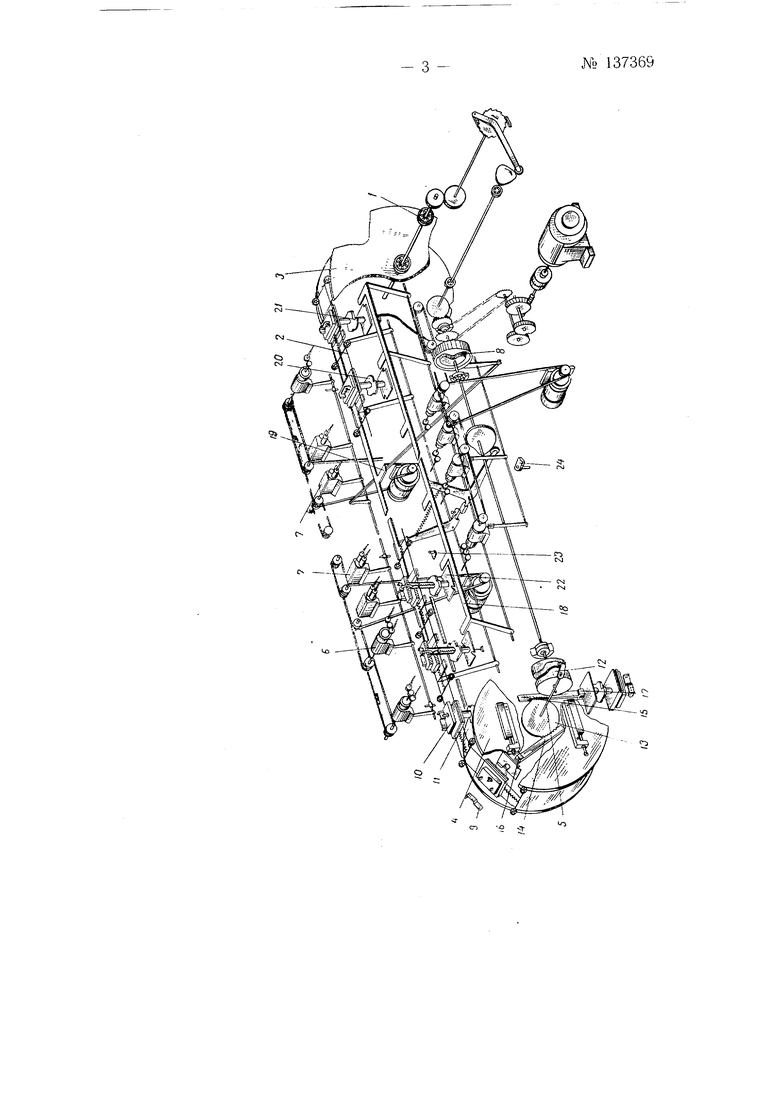
На чертеже изображен станок.
Полуавтоматический станок для зенкерования отверстий корпусов электромагнитных реле и нарезания в них резьбы состоит из корпуса 1, транспортирующей цепи 2 с приводной 3 и натяжной 4 станциями, зубчатореечного механизма 5, смонтированного в натяжной станции 4, зенкеровальных 6 и резьбонарезных 7 головок, распределительного механизма 8 и электродвигателей.
Изделие 9, подлежащее обработке, устанавливается в поворотное зажимное приспособление 10, смонтированное на плавающей подпру№ 137369- 2 жиненной каретке //, которая устанавливается на транспортирующей цепи 2. Кулачковый механизм 12 поворачивает зубчатое колесо 13, сцепленное с двумя рейками 14 и 15, имеющими головки 16 и /7. Эти головки взаимодействуют с приспособлениями 10, в результате чего изделие 9, подлежащее обработке, зажимается им, а уже обработанное - высвобождается и надает на нижерасположенный транспортер.
Зажатое приспособлением 10 изделие 9 перемещается цепью 2 на позиции обработки, где каретки // фиксируются от поворота подвижными гребенками 18, выступы 19 которых взаимодействуют с зубьями 20 дисков 21, установленных на каретках //. К остановивщемуся изделию 9 с двзх сторон подводятся головки 6 и 7, производящие обработку отверстий. При необходимости произвести обработку отверстий в плоскости, перпендикулярной плоскости первоначальной обработки, каретка // вместе с изделием 9 поворачивается на 90°, что осуществляется при взаимодействии двухпазового мальтийского креста 22 с неподвижным упором 23. Обратный поворот каретки //производится при помощи второго неподвижного упора 24, также расположенного на пути движения цепи 2.
Предмет изобретения
1.Полуавтоматический станок для зенкерования отверстий корпусов электромагнитных реле и нарезания в них резьбы с использованием транспортирующей цепи, несущей поворотные зажимные приспособления для обрабатываемых изделий, подаваемых к последовательно установленным зенкеровальным и резьбонарезным головкам, отличающийся тем, что, с целью устранения необходимости в переналадке зажимного приспособления при изменении натяжения транспортирующей цепи, применен смонтированный в натяжной станции последней зубчатореечный механизм, управляющий открыванием и закрыванием зажимов приспособления.
2.Станок по п. 1, отличающийся тем, что, с целью поворота зажимного приспособления на 90° для обработки отверстий, расположенных в другой плоскости корпуса реле, применен дв хпазовый мальтийский крест, взаимодействующий с неподвижно установленным на пути движения цепи упором.
3.Станок по пп. 1 и 2, отличающийся тем, что поворотное зажимное приспособление смонтировано на плавающей подпружиненной каретке, расположенной между щеками звеньев транспортирующей цепи и фиксируемой на позициях обработки подвижными гребенками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное пневматическое приспособление | 1960 |
|
SU132049A1 |
| Станок для изолирования сердечников реле типа РКМ и РС-13 изоляционной лентой | 1960 |
|
SU143922A1 |
| АГРЕГАТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДЛИННЫХ ДЕТАЛЕЙ | 1971 |
|
SU299299A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОРПУСОВ ЛАТУННОЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2008 |
|
RU2421306C2 |
| Многопозиционный станок | 1982 |
|
SU1024232A1 |
| Устройство для перестройки СВЧ элементов | 1962 |
|
SU152250A1 |
| Устройство для приварки шпилек | 1958 |
|
SU121887A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Многопозиционный станок для многосторонней обработки деталей | 1974 |
|
SU565811A1 |
| Резьбонарезное устройство | 1982 |
|
SU1034859A1 |