Известно применение в паровозных депо и в механических цехах различного рода приспособлений с вращающимися резцами для обточки цапф осей колесных пар и расточки цилиндров, в которых срабатываемые детали перемещаются к режущему инструменту.
Предлагаемое устройство отличается от известных тем, что в нем кинематически взаимодействуют приспособление загрузки детали в станок, зажим ее при помощи пневматики, подача зажатой, невращающейся детали в зону обработки на линию вращающихся резцов, разжим и удаление обработанной детали из станка. Устройстко выполнено с возможностью переналадки с одного типоразмера детали на другие в щироком диапазоне.
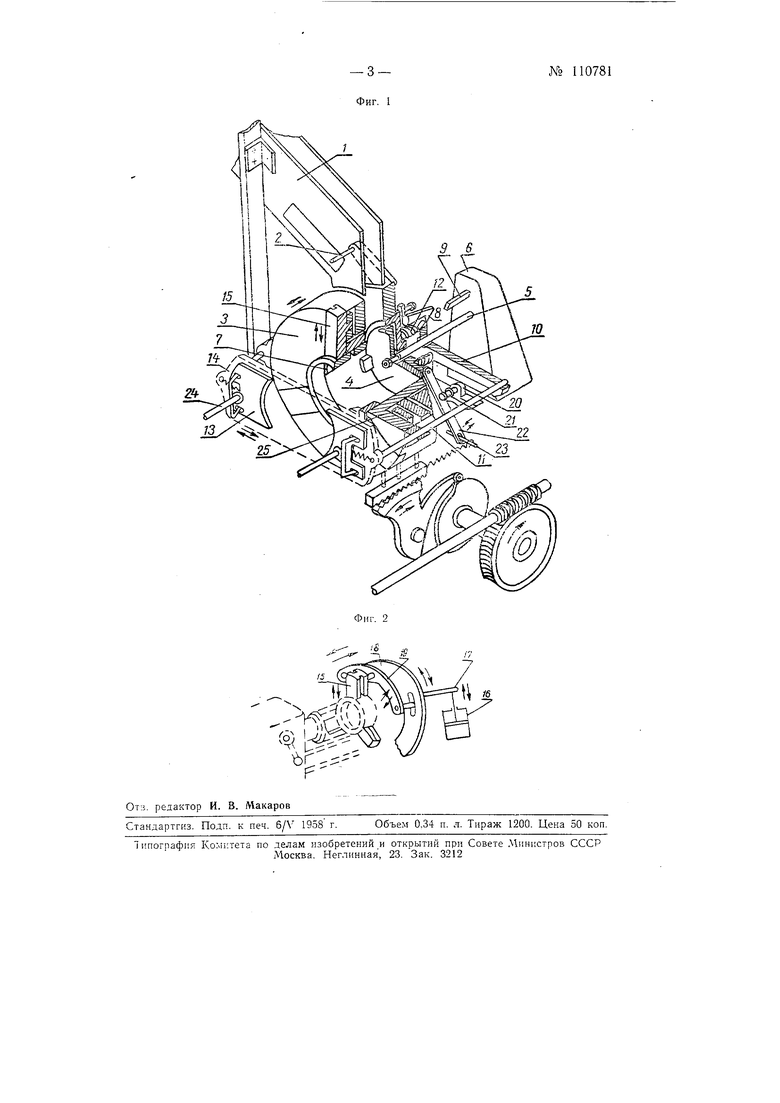
На фиг. 1 показан общий вид приспособления с частичным разрезом; на фиг. 2-схема зажима обрабатываемого кольца кулачками.
Кольца, подлежащие обработке,
загружаются в лоток /, укрепленный на станине. Они удерживаются отсекателем 2 от прямого попадания из лотка внутрь п-)испособления 3. При от.ходе приспособления от резцов отходит также отсекатель, и кольца опускаются на верхнюю плоскость приснособления, которая служит вторы.м отсекате.чем. При подходе приспособления к резням и совпадении его паза с лотком одно кольцо попадает внутрь приспособления, а остальные удерживаются отсекателем. Пощтучная подача колец проис.кодит за один двойной ход приспособления при крайнем удаленном от резцов положении.
При отходе приспособления от резцов, запавщее в него кольцо удерживается от осевого перемещения диском 4, соединенным валиком 5 с неподвижной стойкой . Утопающие упоры 7 проходят кольцо. Собачка 8 в дальнем от резцов положении находит на скощенный упор 9 и освобождает планку 0.
Последняя через тяги 11 под действием пружины 12, пластинами -13 и прижимом J4 прижимает кольпо к утопающим упорам. При перемещепии приспособления к резцам кулачки 15 (действующие от пневматического цилиндра 16, через рычаги 17, дисковое кольцо 18 со спиралузными пазами и через рычаги 19) зажимают кольцо, прижатое 1 утопающим упорам.
При дальнейщем перемещении приспособления к резцам , упор 20 }1адвигается па ролик 21 рычага 22, пижний конец которого сидит на оси 23, связанпой со станиной станка, а верхний конец перемещается. Прижим 14, будучи соединен с рычагом 22 через тяги 11 и планку 10, отходит от кольца и встречает па пути упоры 24, укрепленные па станке. При этом пластины 13 расходятся от цептра, чтобы не задеть вращающиеся резцы.
При крайнем ближайшем к резцам положении приеиособления собачка 8 заходит за планку 10 и удерживает сжатую пружину 12. В это время происходит снятие фасок у кольца.
После снятия фасок, приспособление несколько отходит от резцов и приостапавливается для разжима кулачков 15. При дальиейщем отходе приспособлепия запавшее внутрь очередпое кольцо, оставаясь на месте и оказавщись у кулачков 15, вытесняет обработанное кольцо, которое выпадает из пр.испособлеиия. Вповь вставщее кольцо у кулачков 15, при крайнем удаленном от резцов положении приспособления, прижимается к утопающим упорам пластинами 13, которые, отходя от упоров 24, под действием своих пружинок сходятся.
Приспособление получает перемещение от ходового валика стайка через червячную пару, валик, фасонный кулачок, зубчатый сектор и рейку, нрикреплеиную к приспособлению.
Профиль фасонного кулачка обеспечивает быстрый холостой ход и медленную рабочую подачу. Перестройка приспособления с одного типа колец на другой, отличающийея по диаметру, заключаетея в емеие патрона 25.
В случае изменения высоты кольца меняетея только фасонный кулачок и регулируется щирина лотка /.
Оснащение даиным приспособление.д токарного или револьверного, станка превращает последний в автомат. Приспособление может быть применено в автоматно- токарных цехах и в цехах щтамповки колец заводов подщипниковой промыщленности.
П ;i е д м е т изобретения
. Устройство для автоматической обточки фасок, например, наружных колец иодшиппиков качения на токариом оборудовании с враигением резцов, укреплепных на скалке, и перемещение зажатой детали в иевращающемся состоянии к режущему инструменту, отличающееся тем. что, с целью автоматизации и повыщепия производительности и качества обточки, устройство выпо.тпеио в виде кинематически связанных между еобой приспособления загрузки детали в станок, зажима ее при помощи пневматики, подачи зажатой невращающейся детали в позицию вращающихся резцов, разжима и удаления обработанной детали из станка.
2. Форма выполнения устройства по п. 1, отличающаяся тем, что опо выполнено с возможностью переналадки его с одного типоразмера па другие в широком диапазоне.