со со
00 4
СО
Изобретение относится к соединениям деталей машин, корпусов, валов, трубопроводов и может быть использовано в вакуумной и криогенной технике, например, для герметизации полостей технологических аппаратов.
Цель изобретения - облегчение сборки, достигается за счет применения в виде оправки ограничителя тем- пературной деформации трубопроводов.
На чертеже представлено соединение после сборки.
Способ осуществляют следующим образом.
В исходном состоянии трубы 1 и 2, выполненные из материала с одинаковым коэффициентом линейного расширения, разъединены, оправка в виде кольца 3, выполненная из материала, имеющего коэффициент линейного расширения меньше, чем материал труб 1 и 2 снята с трубы 2. Труба 2 имеет наружный диаметр, равньй внутреннему диаметру кольца 3 и больший внутреннего диа- метра трубы 1.
При сборке оправку в виде кольДа 3 надевают на трубу 2 и сдвигают ее к концу трубы 2. Нагревают конец трубы 1 до температуры, обеспечивающей гарантированньй зазор между поверхностями труб 1 и 2, вводят охватываемую трубу 2 в охватьшающую трубу 1, ориентируют их взаимное расположение- и соединение охлаждают до температу- ры, при которой оно будет эксплуатироваться. Использование оправки-кольца 3 обеспечивает гарантированный зазор, увеличивает время взаимного ориентирования труб 1 и 2, так как оп- равка-кольцо 3, имеющая коэффициент линейного расширения меньше, чем у трубы 2, препятствует увеличению ее диаметрального размера, происходящего при нагреве ее от контакта с ох- ватывающей трубой 1 во время их пространственного ориентирования относительно друг друга, и снижает возможность их контакта в нерасчетном положении. После обжатия охватьшающей
трубой 1 охватываемой трубы 2 оправ
о д С
0
ку-кольцо 3 смещают вдоль оси труб 1 и 2 и удаляют или оставляют на трубе 2 для обеспечения разборки соединения в случае необходимости.
Разборка соединения производится следующим образом.
Оправку в виде кольца 3 устанавливают на охватьгоаемой трубе 2 вблизи ее места контакта с охватывающей и нагревают соединение. При нагревании происходит диаметральное увеличение размеров сопряженных труб 1 и 2. Однако пара кольцо - охватываемая труба 2 увеличивает размеры меньше, чем охватывающая труба 1, вследствие меньшего коэффициента линейного расширения материала кольца 3. При достижении температуры, соответствующей получению гарантированного зазора между поверхностями труб 1 и 2, соединение разбирается.
Пример. При изготовлении труб из материа,аа 12Х18Н9Т, имеющего коэффициент линейного расширения Х 16,710 в диапазоне температур О - оправку изготавливают из материала 32НКД, имеющего коэффициент линейного расширения X,j, 4, в диапазоне температур О - 400°С. При натяге, равном 0,1 мм, и диаметре уплотняемых поверхностей 100 мм соединение нагревают до 100 С. Формула изобретения
Способ сборки труб, выполненных из материала с одинаковым коэффициентом линейного расширения, при котором концы труб нагревают и свободно устанавливают охватываемую трубу в охзатьтающую с последующим охлаждением соединения, отличающийся тем, что, с целью облег- :чения сборки, на охватываемую трубу устанавливают с возможностью осевого перемещения оправку в виде кольца из материала, коэффициент линейного расширения которого меньше коэффициента линейного распшрения материала труб, затем концы.труб нагревают и вставляют охватьшаемую.трубу в охватьшающую.
-6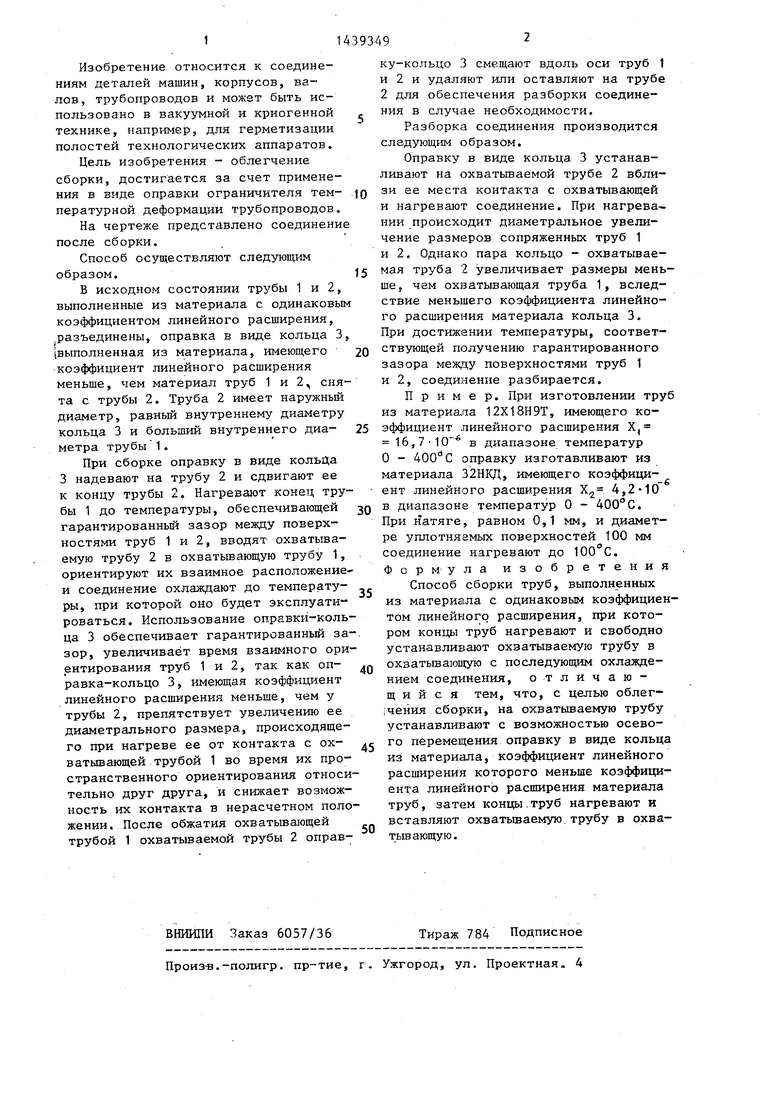
Изобретение относится к соединениям деталей машин, корпусов, валов, трубопроводов и может быть использовано в вакуумной и криогенной технике, например, для герметизации полостей технологических аппаратов. Цель - облегчение сборки соединения, достигается за счет применения в виде оправки ограничителя температурной деформации. Трубы 1 и 2 выполнены из материала с одинаковым ко эффициентом линейного расширения, а оправка в виде кольца 3 из металла, имеющего коэффициент линейного расширения меньше, чем материал труб 1 и 2 снята с трубы 2, имеющей наружный диаметр, равный внутреннему диаметру кольца 3 и больший внутреннего диаметра трубы 1. Пррг сборке оправку в виде кольца 3 надевают на трубу 2 и сдвигают его к концу трубы 2. Нагревают конец трубы 1 до температуры, обеспечивающей гарантированный зазор между поверхностями труб 1, 2, вводят охватываемую трубу 2 в охватывающую трубу 1, ориентируют их взаимное расположение и соединение охлаждают до температуры, при которой оно будет эксплуатироваться. 1 ил. о (Л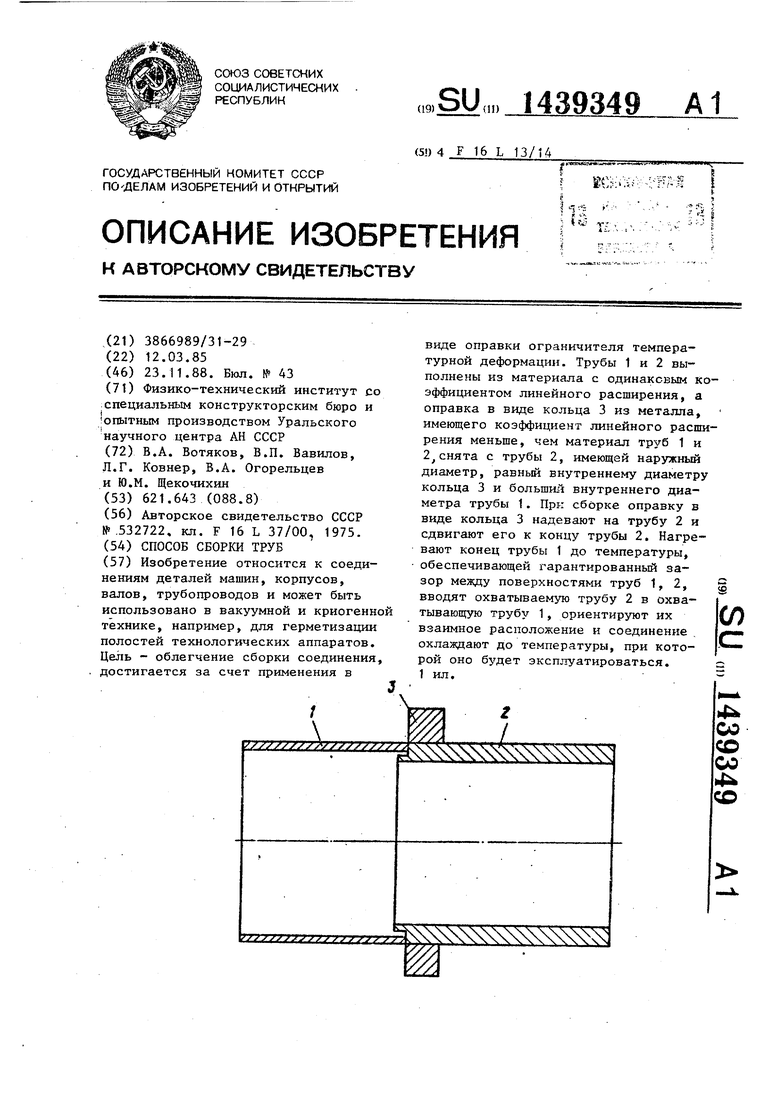
| Соединение трубопроводов | 1975 |
|
SU532722A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
