Изобретение относится к неразрушающему контролю сварных соединений магнитографическим методом дефектоскопии и может быть использовано при контроле качества изделий из ферромагнитных материалов.
Цель изобретения - повышение достоверности контроля за счет выбора режима намагничивания при повторном контроле мест, соответствующих краям усиления шва.
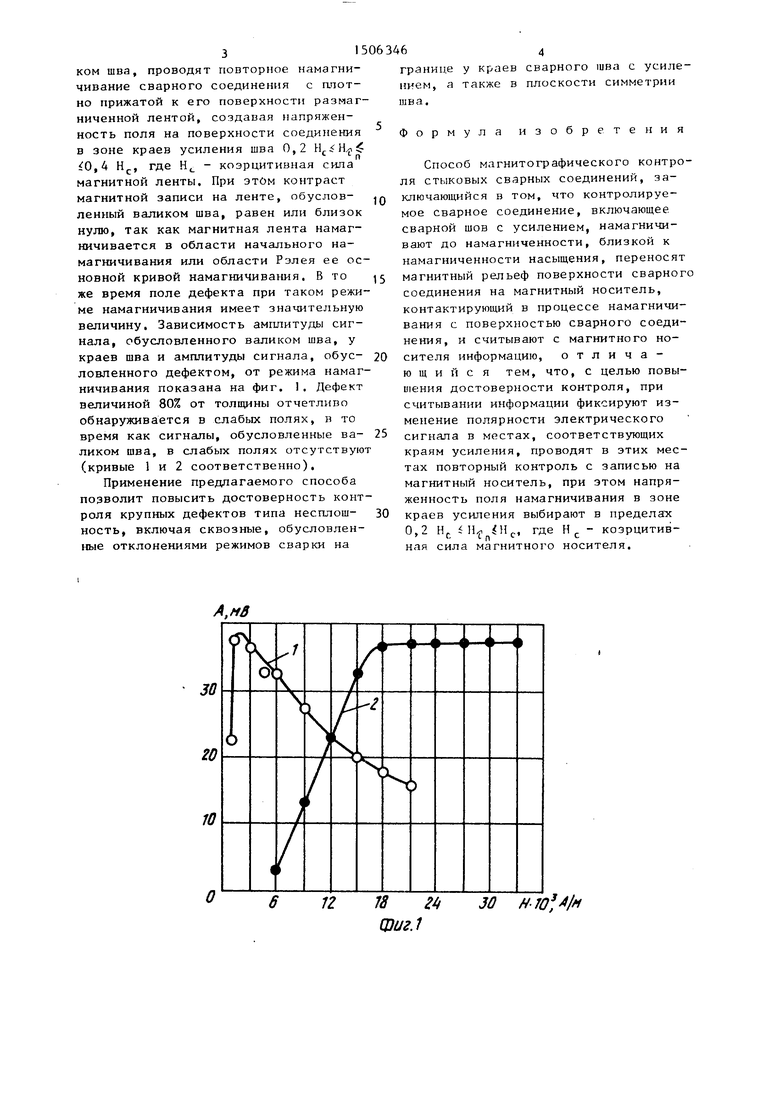
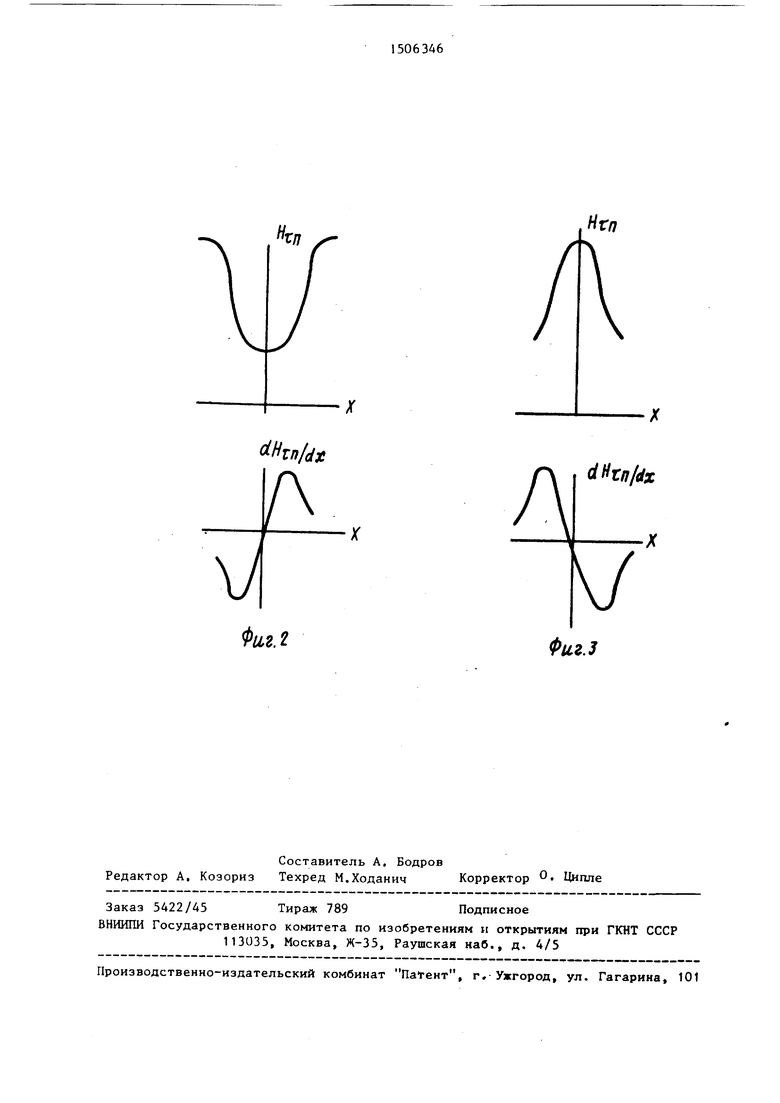
На фиг. 1 показан график зависимости амплитуды сигнала, обусловленного дефектом и валиком шва, от намагничивающего поля Н; на фиг. 2 и
3 - топография поля Н-i на поверх п
ности, прилегающей к краям шва, соответственно без дефекта и с дефектом.
Способ осуществляют следующим образом.
Вначале сварное соединение с плотно прижатой к поверхности шва лентой
намагничивают постоянным полем при рекомендуемых режимах намагничивания, создавая в контролируемом сечении намагниченность, близкую к намагниченности насыщения. При считывании записи с ленты получают достоверную информацию о поверхностных дефектах и внутренних дефектах величиной до 40-50%, поля рассеяния которых не совпадают с краями усиления шва.
Если же дефект (внутренний или наружный) создает поле рассеяния, совпадающее с краем усиления шва, или сварной шов содержит дефект сплошности более 50% от толщины, то это приводит к изменению полярности электрического сигнала, соответствующего краям усиления шва (фиг. 2 и 3), В этом случае сигнал информации слагается из сигналов, обусловленных валиком шва и дефектом, Чтобы получить достоверную информацию о дефекте на фоне помех, обусловленных валиg
(Л
ел
о
Од
СО 4 Од
ком шва, проводят повторное намагничивание сварного соединения с плотно прижатой к его поверхности размагниченной лентой, создавая напряженность поля на поверхности соединения в зоне краев усиления шва 0,2 0,4 Hj., где Hj - коэрцитивная сила магнитной ленты. При этом контраст магнитной записи на ленте, обуслов- ленный валиком шва, равен или близок нулю, так как магнитная лента намагничивается в области начального намагничивания или области Рэлея ее основной кривой намагничивания. В то же время поле дефекта при таком режиме намагничивания имеет значительную величину. Зависимость амплитуды сигнала, обусловленного валиком шва, у краев шва и амплитуды сигнала, обус- ловленного дефектом, от режима намагничивания показана на фиг. 1. Дефект величиной 80% от толщины отчетливо обнаруживается в слабых полях, п то время как сигналы, обусловленные ва- ликом шва, в слабых полях отсутствую (кривые 1 и 2 соответственно).
Применение предпагаемого способа позволит повысить достоверность контроля крупных дефектов типа несплош- ность, включая сквозные, обусловленные отклонениями режимов сварки на
Q 52025
6346
границе у краев иием, а также в шва.
сварного шва с усиле- плоскости симметрии
Формула изобретения
Способ магнитографического контроля стыковых сварных соединений, заключающийся в том, что контролируемое сварное соединение, включающее сварной шов с усилением, намагничивают до намагниченности, близкой к намагниченности насыщения, переносят магнитный рельеф поверхности сварног соединения на магнитный носитель, контактирующий в процессе намагничивания с поверхностью сварного соединения, и считывают с магнитного носителя информацию, отличающийся тем, что, с целью повышения достоверности контроля, при считывании информации фиксируют изменение полярности электрического сигнала в местах, соответствующих краям усиления, проводят в этих местах повторный контроль с записью на магнитный носитель, при этом напряженность поля намагничивания в зоне краев усиления выбирают в пределах 0,2 Н i Н i}, где Н J. - коэрцитивная сила магнитного носителя.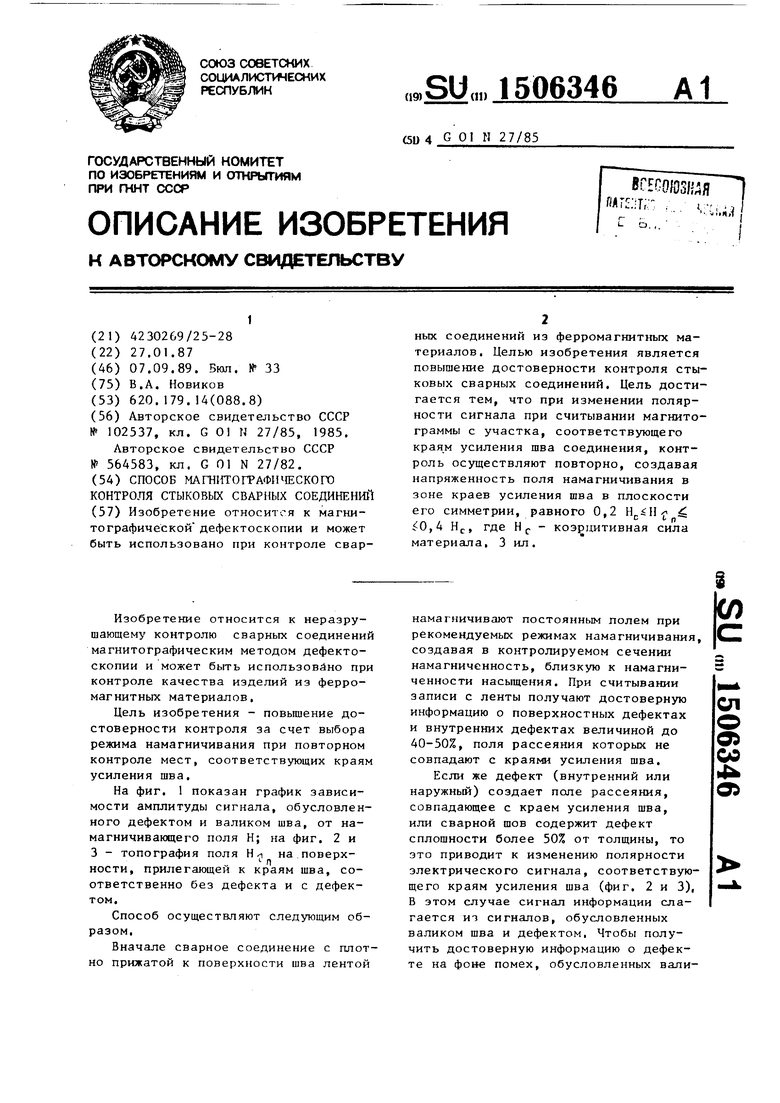
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1805376A1 |
| Способ магнитографического контроля | 1984 |
|
SU1462176A1 |
| Способ магнитографического контроля изделий | 1990 |
|
SU1744630A1 |
| Способ магнитографического контроля | 1987 |
|
SU1532862A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1988 |
|
SU1534380A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1986 |
|
SU1392485A1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1990 |
|
RU2010225C1 |
Изобретение относится к магнитографической дефектоскопии и может быть использовано при контроле сварных соединений из ферромагнитных материалов. Целью изобретения является повышение достоверности контроля стыковых сварных соединений. Цель достигается тем, что при изменении полярности сигнала при считывании магнитограммы с участка, соответствующего краям усиления шва соединения, контроль осуществляют повторно, создавая напряженность поля намагничивания в зоне краев усиления шва в плоскости его симметрии, равного 0,2Нс≤НеN≤0,4Нс, где Нс - коэрцитивная сила материала 3 ил.
ГО
Н-Ю ./м
dHinId,
Фиг.2
Фиг.з
| Способ магнитной дефектоскопии | 1952 |
|
SU102537A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ магнитографического контроля сварных соединений | 1975 |
|
SU564583A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
