Изобретение относится к магнитографической дефектоскопии и может быть использовано при контроле качества сварных швов.ч
Известен способ магнитографического контроля, заключающийся в намагничивании изделия совместно с уложенной на его поверхность магнитной лентой постоянным полем, а затем переменным, которое отключают при полярности, обратной постоянному.
Недостаток способа - низкая достоверность, так как возможна отстройка от хностных дефектов
Известен способ магнитографического контроля, заключающийся в том, что магнитную ленту перед контролем намагничивают до насыщения после чего ленту
складывают вдвое вдоль ее длины ферромагнитными слоями внутрь
Данный способ характеризуется нерациональным использованием магнитоноси- теля, так как на одн из его половин не записывается никакой информации,
Известен способ магнитографического контроля, заключающийся в том, что на рабочую магнитную ленту накладывают вторую ленту, предварительно намагниченную на эталонном образце постоянным полем полярности, противоположной рабочему полю, считывание производят одновременно с обеих лент.
Недостаток способа состоит в том, что при несовпадении режимов намагничивания эталонного образца и контролируемого изделия не происходит кбмпенсация сигналов от краев валика сварного шва
4 00
О
СА О
Наиболее близким по технической сущности к достигаемому результату является способ магнитографического контроля заключающейся в записи магнитной инфор мации на две ферромагнитные ленты, уложенные друг на друга с последующим считыванием информации одновременно с двух лент
Однако сигналы от краев валика шва затрудняют выделение сигнала от дефекта что снижает достоверность контроля
Цель изобретения - повышение досто верности магнитографического контроля сварных соединений
Указанная цель достигается тем, что со гласно способу магнитографического контроля сварных соединений заключающемуся в том, что при намагничивании сварного соединения запись магнитной информации производится на две ферромагнитные ленты уложенные друг на друга считывают информацию одновременно с двух лент и по результатам считывания определяют качество сварного соединения ширину одной из лен выбирают оавной длине дуги валикч сварного Шва и укладывают ее таким образом чтобы ее края совпадали с краями валика шва
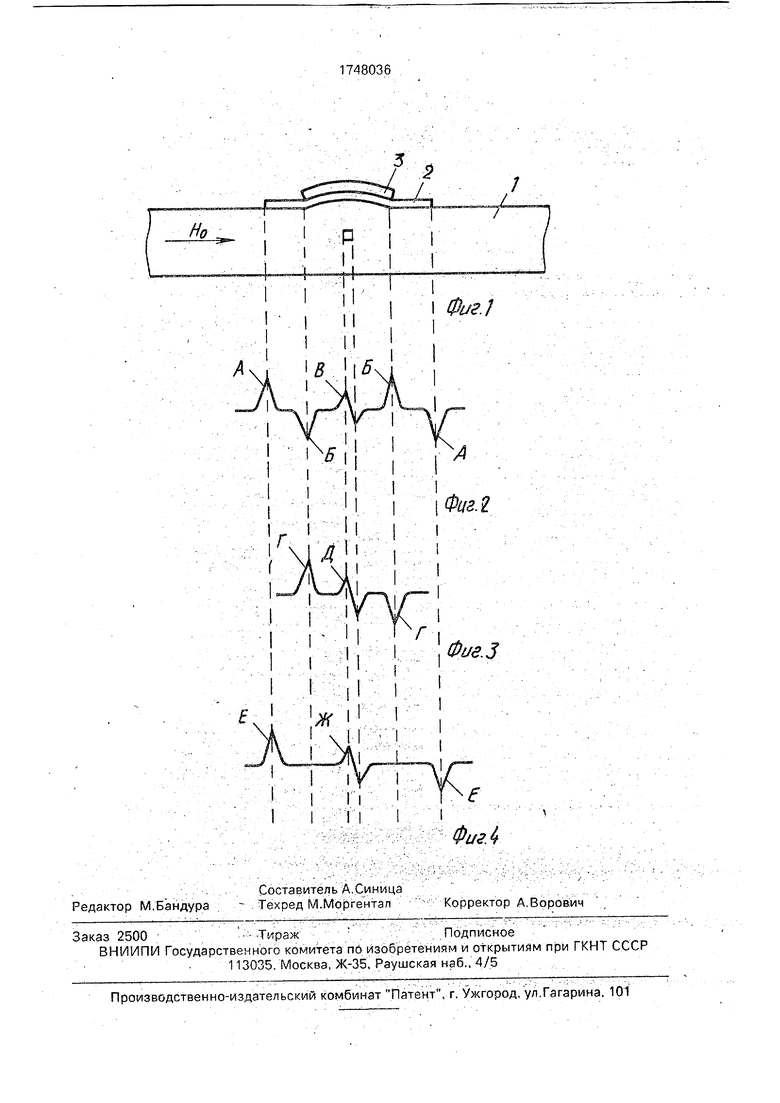
На фиг 1 представлен общий вид записи информации на две ленты на фиг 2 - «сигналограмма получаемая на экране дефектоскопа при считывании с широкой ленты на фиг 3 - сигналограмма получаемая при считывании с узкой лентой на фиг 4 - сигналограмма получаемая при совместном считывании с двух лент
На контролируемый участок сварного Шва изделия 1 укладывают две ленты ширина ленты 2-35 или 70 мм ширина ленты 3 равна длине дуги валика шва Намагничивают изделие постоянным полем После отключения поля считывают информацию с магнитоносителей В процессе счиУывания происходит отстройка сигналов от краев валика шва При считывании магнитной информации записанной на широкую ленту, на экране дефектоскопа будут наблюдаться сигналы (фиг 2) А - от краев ленты, Б - от
краев валика шва, В - от дефекта Считывая информацию с узкой ленты получают на экране сигналы от краев ленты Г и сигналы от дефекта Д (фиг 3) Сигналы от краев валика шва широкой ленты и сигналы от краев узкой ленты имеют различную полярность При считывании одновременно с двух лент (фиг 4) они компенсируют друг друга и на экране дефектоскопа будут наблюдаться
-олько сигналы от краев широкой ленты Е и сигналы от дефекта Ж
Пример На контролируемый участок сварного шва с шириной шва b 12 мм и высотой с 1,5 мм изделия из стали 3 с
толщиной основного металла 6 мм, имеющего R шве сквозной дефект диаметром 1 мм, полученный сверлением укладывалось две магнитных ленты широкой (35 мм) лентой па шов края узкой ленты совмещались с
коаяМишва Ширина узкой ленты равнялась длине дуги валика шва L 12 5 мм
Изделие намагничивалось постоянным этектромагнитом (ток намагничивания б А) После отключения электромагнита проводилось считывание информации одновременно с двух лент на дефектоскопе МД-11Г На экране дефектоскопа присутствовали сиг налы от краев широкой ленты и сигнал от дефекта Сигналов от краев валика шва не
наблюдалось
Применение указанного способа позволяет повысить достоверность магнитографического контроля сварных соединений Формула изобретения
Способ магнитографического контроля
сварных соединений заключающийся в том что при намагничивании сварного соединения запись магнитной информации производят на две ферромагнитные ленты,
уложенные друг на друга считывают информацию одновременно с двух лент и по результатам считывания определяют качество контролируемого соединения, отличающийся тем, что с целью повышения
достоверности контроля ширину одной из лент выбирают равной длине дуги валика сварного шва и укладывают ее так чтобы ее края совпадали с краями валика шва
7

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля | 1989 |
|
SU1727043A1 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1760439A1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитографического контроля сварных швов | 1988 |
|
SU1672344A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Способ магнитографического контроля | 1991 |
|
SU1832191A1 |
| Способ магнитографического контроля стыковых сварных соединений | 1987 |
|
SU1506346A1 |
Изобретение относится к магнитографической дефектоскопии и может быть использовано при контроле качества сварных швов. Цель изобретения - повышение достоверности контроля, достигается за счет того, что запись магнитной информации производят на две ферромагнитные ленты, уложенные друг на друга, ширину одной из которых выбирают равной длине дуги валика сварного шва и укладывают ее таким образом, чтобы ее края совпали с краями валика шва, считывают информацию одновременно с двух лент, и по результатам считывания определяют качество контролируемого соединения.4 ил. ел С
| Огнеупорная обмазка | 1977 |
|
SU654583A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ магнитографического контроля | 1988 |
|
SU1562836A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
