Изобретение относится к магнитной дефектоскопии и может быть использовано при контроле качества сварных швов из низкоуглеродистых и низколегированных ферромагнитных материалов.
Целью изобретения является повышение чувствительности и достоверности контроля за счет исключения размагничивающего действия валика шва, помех от краев валика усиления шва. и более равномерного распределения магнитного поля по сечению контролируемого шва.
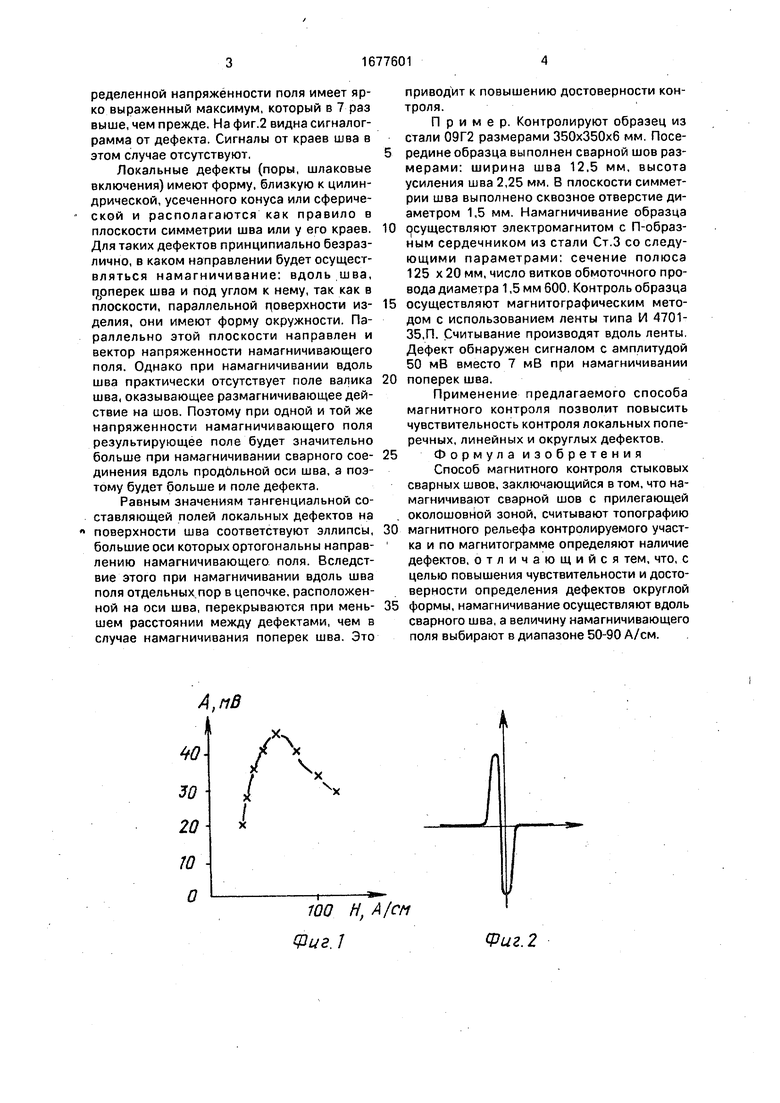
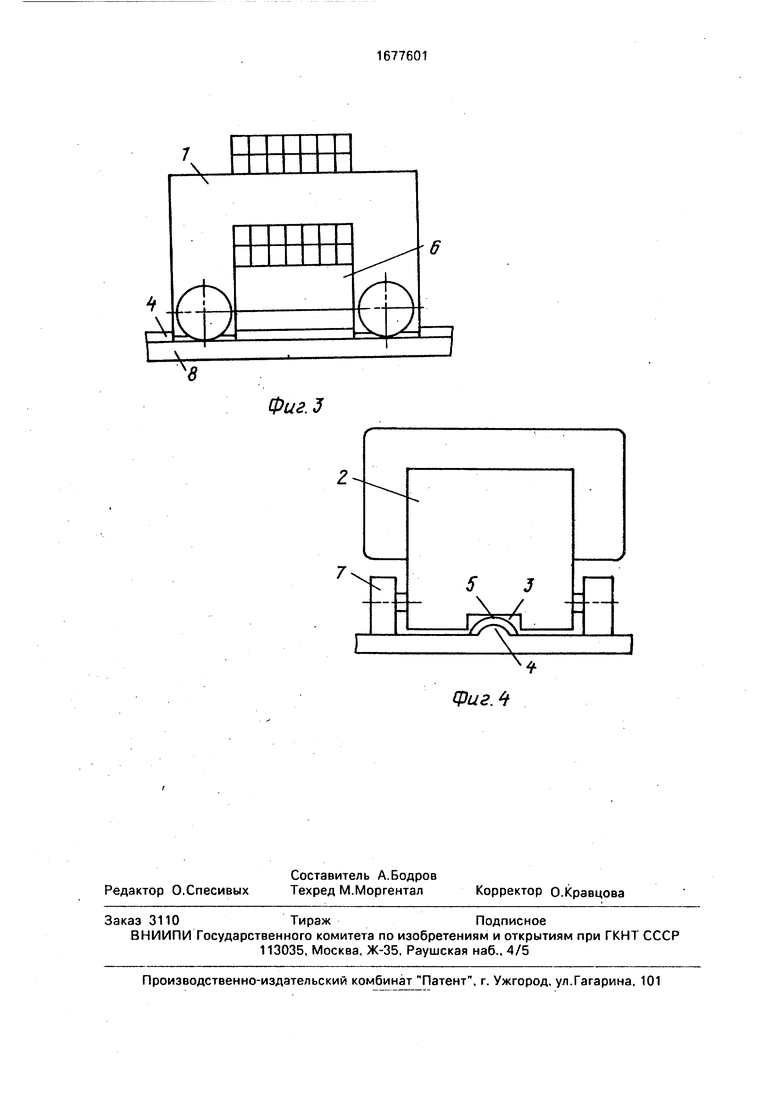
На фиг.1 показана зависимость амплитуды сигнала, обусловленного дефектом шва, от напряженности намагничивающего поля; на фиг.2 - вид сигналограммы на экране магнитографического дефектоскопа; на фиг.З - вид намагничивающего устройства при реализации способа; на фиг.4 - то же, вид сбоку.
Способ осуществляют с помощью устройства, которое содержит электромагнит 1 с П-образным сердечником, полюсы 2 электромагнита имеют проем 3, в котором проходит усиление шва 4 при перемещении электромагнита, Магнитная лента 5 прижата колодкой 6 и поролоновой подушкой к поверхности шва. Электромагнит перемещается с помощью колес 7 по изделию 8.
Способ осуществляется следующим образом.
Намагничивают сварной шов 4 с прилегающей зоной электромагнитом 1 с П-образным сердечником, снабженным специальными полюсами с проемом 3 для размещения в нем магнитной ленты 5,
Намагничивание и перемещение электромагнита осуществляют вдоль сварного шва и прилегающей зоны, причем величина намагничивающего поля лежит в диапазоне 50-90 А/см. После намагничивания проводят считывание магнитограммы и оценку качества сварного шва. Уход величины намагничивающего поля в процессе контроля за пределы указанного диапазона ведет к снижению контрастности записи и как следствие чувствительности контроля. Из фиг.1 видно, что амплитуда сигнала при опсл
с
о
vj VI
ON О
ределенной напряженности поля имеет ярко выраженный максимум, который в 7 раз выше, чем прежде. На фиг.2 видна сигналог- рамма от дефекта. Сигналы от краев шва в этом случае отсутствуют,
Локальные дефекты (поры, шлаковые включения) имеют форму, близкую к цилиндрической, усеченного конуса или сферической и располагаются как правило в плоскости симметрии шва или у его краев. Для таких дефектов принципиально безразлично, в каком направлении будет осуществляться намагничивание: вдоль шва, поперек шва и под углом к нему, так как в плоскости, параллельной п°веРхности из делия, они имеют форму окружности. Параллельно этой плоскости направлен и вектор напряженности намагничивающего поля. Однако при намагничивании вдоль шва практически отсутствует поле валика шва, оказывающее размагничивающее действие на шов. Поэтому при одной и той же напряженности намагничивающего поля результирующее поле будет значительно больше при намагничивании сварного сое- динения вдоль продбльной оси шва, а поэтому будет больше и поле дефекта.
Равным значениям тангенциальной составляющей полей локальных дефектов на поверхности шва соответствуют эллипсы, большие оси которых ортогональны направ- лению намагничивающего поля. Вследствие этого при намагничивании вдоль шва поля отдельных пор в цепочке, расположенной на оси шва, перекрываются при мень- шем расстоянии между дефектами, чем в случае намагничивания поперек шва. Это
приводит к повышению достоверности контроля.
Пример. Контролируют образец из стали 09Г2 размерами 350x350x6 мм. Посередине образца выполнен сварной шов размерами: ширина шва 12,5 мм, высота усиления шва 2,25 мм. В плоскости симметрии шва выполнено сквозное отверстие диаметром 1,5 мм. Намагничивание образца осуществляют электромагнитом с П-образ- ным сердечником из стали Ст.З со следующими параметрами: сечение полюса 125 х 20 мм, число витков обмоточного провода диаметра 1,5 мм 600. Контроль образца осуществляют магнитографическим методом с использованием ленты типа И 4701- 35,П. Считывание производят вдоль ленты. Дефект обнаружен сигналом с амплитудой 50 мВ вместо 7 мВ при намагничивании поперек шва.
Применение предлагаемого способа магнитного контроля позволит повысить чувствительность контроля локальных поперечных, линейных и округлых дефектов.
Формула изобретения
Способ магнитного контроля стыковых сварных швов, заключающийся в том, что намагничивают сварной шов с прилегающей околошовной зоной, считывают топографию магнитного рельефа контролируемого участка и по магнитограмме определяют наличие дефектов, отличающийся тем, что, с целью повышения чувствительности и достоверности определения дефектов округлой формы, намагничивание осуществляют вдоль сварного шва, а величину намагничивающего поля выбирают в диапазоне 50-90 А/см.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1760439A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Способ магнитного контроля стыковых сварных швов | 1990 |
|
SU1762217A2 |
| Намагничивающее устройство для магнитографической дефектоскопии | 1990 |
|
SU1786418A1 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1805376A1 |
| Способ магнитографического контроля | 1991 |
|
SU1832191A1 |
Изобретение относится к магнитной дефектоскопии. Целью изобретения является повышение чувствительности и достоверности определения дефектов округлой формы. Цель достигается за счет увеличения намагниченности шва, при этом контролируемый объект намагничивают вдоль сварного шва, а поле дефекта фиксируют с помощью различных преобразователей. Величину намагничивающего поля выбирают в диапазоне 50...90 А/см. 4 ил.
А,пВ
100 Н, А (см Фиг.1
Фиг.2
Фиг.З
ФигЛ
| Диагностика и прогнозирование разрушений сварных конструкций, 1988 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Дефектоскопия деталей при эксплуатации авиационной техники | |||
| Под редакцией П.И.Беды, М., 1978, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
